TP2紫銅管彎制開裂原因分析
2021-10-28 06:37:52張鴻雁易文思
造船技術 2021年5期
張鴻雁, 張 鵬, 易文思
(武昌船舶重工集團有限公司,湖北 武漢 430060)
0 引 言
純銅的新鮮表面呈淺玫瑰肉紅色,在大氣下常常覆蓋一層紫色氧化膜,俗稱紫銅。紫銅具有較高的導電性、導熱性和較好的塑性及突出的冷作硬化效應,在大氣、淡水、蒸汽、海水中耐腐蝕,耐冷熱稀硫酸、冷濃硫酸的侵蝕,并具有抗磁干擾、可焊性等特性。TP2紫銅管為磷脫氧銅管,氧的質量分數低,被大量用于汽油、氣體供應管及冷凝器、蒸發器、熱交換器等器件中。在鎳合金B10白銅管、直接熱軋制(Hot Direct Rolling,HDR)雙相不銹鋼管、鈦合金管應用前,由于紫銅管具有上述優良的特性及較好的生物腐蝕抗力,因此是用于海洋環境中的最佳材料之一,艦船防腐管系均采用TP2紫銅管。目前,除艦船上的一些重要部位外,TP2銅管依然被廣泛應用[1]。在管路系統中,一方面銅管需要承受管內氣體或液體的壓力,要求具有一定的強度;另一方面由于各種管路分布的復雜性,銅管經常需要進行彎制,因此其柔韌性是一個較為重要的特性。
某產品需要加工不同批次的TP2銅管,對彎制區域先進行火工,再進行彎制。由于原材料銅管的熱處理狀態不明確,因此采用相同的工藝進行彎制后,有的銅管彎曲狀態好,有的銅管開裂。銅管在生產過程中經多道次拉拔產生加工硬化,塑性較差,不利于后續彎制成型工藝的進行,需要進行退火處理改善其微觀組織及性能。為解決銅管彎制開裂問題,進行一系列的退火、力學性能和金相組織試驗[2]。
1 試驗條件
試驗設備:熱處理爐為箱式電阻爐,型號為SX2-5-12,額定電壓為220 V,額定功率為5 kW,額定溫度為1 200 ℃。
試驗溫度區間:470~750 ℃。
試驗材料:外徑55.0 mm、壁厚2.5 mm規格和外徑70.0 mm、壁厚2.5 mm規格的TP2紫銅管。
試驗方法:兩組對比。同一批次銅管經不同溫度熱處理的金相組織和性能對比;不同批次銅管經相同溫度熱處理的金相組織和性能對比[3]。1號~6號試樣為同一批次;7號~9號試樣為另一批次。
2 試驗結果及分析
2.1 化學成分(質量分數)
對2個批次TP2紫銅管進行化學成分(質量分數)分析,結果如表1所示。2個批次TP2紫銅管的化學成分(質量分數)均符合GB/T 5231-2001的要求,因此開裂并非由化學成分(質量分數)不合格引起。
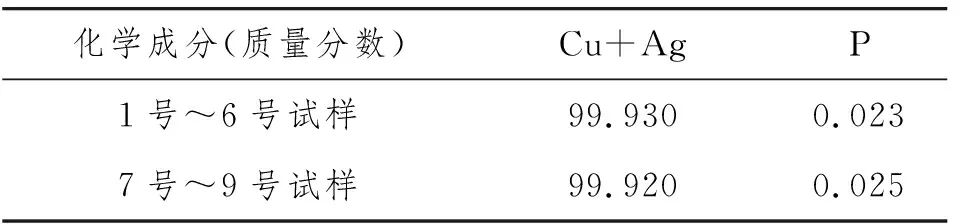
表1 銅管化學成分(質量分數) %
TP2紫銅管在生產過程中經歷軋制和多道次的拉拔工序,每道工序均會使銅管發生一定量的塑性變形,使銅管的強度和硬度提高而塑性和韌性降低,并會使銅管內部的殘余應力升高、冷作硬化效應明顯。銅管外表面不僅受到拉拔的外力,而且受到與模具之間的摩擦力,因此加工硬化比內部嚴重得多。在此狀態下進行彎制,銅管必定開裂[3]。為防止在進行彎制時發生開裂,需要對銅管進行退火處理,將其軟化,以達到良好的可塑性狀態。選擇470 ℃、550 ℃、600 ℃、650 ℃、750 ℃等溫度對銅管進行退火試驗,以找到適合銅管彎制的退火溫度區間。
2.2 力學性能試驗數據
TP2紫銅管力學性能試驗數據如表2所示。

表2 TP2紫銅管不同狀態下的力學性能
2.3 金相組織試驗數據
2.3.1 外徑55.0 mm、壁厚2.5 mm規格TP2紫銅管的金相組織
圖1為不同狀態下的外表面金相組織變化,圖片放大100倍。
圖1(a):原始狀態下的外表面金相組織。銅管在交貨前經多道次拉拔,冷作硬化較嚴重。該組織為滑移線較多且拉拔痕跡較明顯的層狀α固溶體(簡稱α相),晶粒被拉成剛直條狀,組織織構程度較嚴重。
圖1(b):470 ℃退火后的外表面金相組織。在退火后,金相組織得到明顯改善,但拉拔痕跡仍存在。該組織為少量層狀α相+無方向性塊狀細小α相,帶狀組織輕微,組織仍具有方向性[4]。
圖1(c):550 ℃退火后的外表面金相組織。該組織為無方向性細塊狀和粒狀α相,帶狀組織基本消除,但組織略顯雜亂。

圖1 外徑55.0 mm、壁厚2.5 mm規格TP2紫銅管不同狀態下的外表面金相組織變化
圖1(d):600 ℃退火后的外表面金相組織。該組織為無方向性細塊狀和粒狀α相,大量細小晶粒開始出現,晶粒清晰可見。
圖1(e):650 ℃退火后的外表面金相組織。該組織為無方向性細塊狀和粒狀α相,晶粒開始長大。
圖1(f):750 ℃退火后的外表面金相組織。該組織為塊狀粗大α相,晶粒開始急劇長大,孿晶清晰可見。
圖2為不同狀態下的內部金相組織變化,圖片放大100倍。

圖2 外徑55.0 mm、壁厚2.5 mm規格TP2紫銅管不同狀態下的內部金相組織變化
圖2(a):原始狀態下的內部金相組織。該組織為具有方向性和滑移線的層狀α相,組織織構程度沒有外表面嚴重。
圖2(b):470 ℃退火后的內部金相組織。該組織為無方向性細小α相+少量粒狀α相,拉拔痕跡基本消除,細小晶粒開始出現。
圖2(c):550 ℃退火后的內部金相組織。該組織為無方向性細塊狀和粒狀α相,與該狀態下的外表面組織基本相同。
圖2(d):600 ℃退火后的內部金相組織。該組織為無方向性細塊狀和粒狀α相,大量細小晶粒開始出現,與該狀態下的外表面金相組織一致。
將圖1與圖2進行對比可看出:在原始狀態下,外表面金相組織與內部金相組織的差異較大,外表面的拉拔痕跡明顯,組織織構程度嚴重,在此狀態下進行彎制,銅管一定會開裂;在470 ℃退火后,內部金相組織形貌回復較好,但外表面金相組織仍存在一定的拉拔痕跡和位相,在此狀態下進行彎制,銅管仍會開裂;在550 ℃、600 ℃、650 ℃、750 ℃退火后,內部金相組織與外表面金相組織基本一致,外表面的拉拔痕跡消失,在此狀態下進行彎制,銅管不會開裂;在大于650 ℃退火后,晶粒急劇長大,強度和硬度下降較快,無法滿足實際使用過程中的強度要求。對于該批次銅管,550~600 ℃是比較合適的退火溫度,不僅可保證銅管在進行彎制時不會開裂,而且可滿足使用中的強度要求[5]。
2.3.2 外徑70.0 mm、壁厚2.5 mm規格TP2紫銅管的金相組織
圖3為不同狀態下的外表面金相組織變化,圖片放大100倍。

圖3 外徑70.0 mm、壁厚2.5 mm規格TP2紫銅管不同狀態下的外表面金相組織變化
圖3(a):原始狀態下的外表面金相組織。銅管外表面加工硬化嚴重。該組織為方向性較強的層狀α相+細粒狀α相,晶粒粗大且拉拔痕跡明顯,帶狀組織嚴重。在此狀態下進行彎制,銅管會開裂。
圖3(b):470 ℃退火后的外表面金相組織。該組織為無方向性塊狀細小α相+細小粒狀α相,帶狀組織基本消除,組織形貌開始回復,內外組織均勻。在此狀態下進行彎制,銅管不會開裂。
圖3(c):550 ℃退火后的外表面金相組織。該組織為無方向性塊狀較粗大α相+少量粒狀α相,晶粒清晰可見且開始長大,組織形貌正常。在此狀態下進行彎制,銅管不會開裂[6]。
圖4為不同狀態下的內部金相組織變化,圖片放大100倍。

圖4 外徑70.0 mm、壁厚2.5 mm規格TP2紫銅管不同狀態下的內部金相組織變化
圖4(a):原始狀態下的內部金相組織。該組織為塊狀粗大α相+細粒狀α相,晶粒粗大且呈帶狀分布。在此狀態下進行彎制,銅管會開裂。
圖4(b):470 ℃退火后的內部金相組織。該組織的帶狀組織基本消除,組織形貌開始回復。在此狀態下進行彎制,銅管不會開裂。
圖4(c):550 ℃退火后的內部金相組織。該組織晶粒清晰可見,組織形貌回復正常。在此狀態下進行彎制,銅管不會開裂。
將圖3和圖4進行對比可看出:在原始狀態下,外表面的拉拔織構并不嚴重;在470~550 ℃退火后,組織形貌回復正常,在此狀態下進行彎制,銅管均不會開裂。
2.4 小 結
不同批次的銅管加工硬化程度不同,原始狀態差異較大。銅管在進行彎制時是否開裂與金相組織位向關系較大。銅管經多道次拉拔,滑移及變形程度增加,位錯密度增加,晶格畸變增大,位錯堆積在銅管的原子缺陷處(如空位、原子空隙等),若不重新熱處理讓金相組織形貌回復,則銅管在進行彎制時易出現顯微裂紋,而裂紋擴展后會形成宏觀開裂[7]。
(1)1號~6號試樣加工硬化嚴重,金相組織均保持原始狀態下的拉拔層狀α相,存在經多道次加工變形產生的類似碳鋼片狀珠光體的大量細小密集的滑移線條,顯微硬度值均在100.0以上;在進行彎制前,沒有較好地消除經多道次拉拔存在的大量滑移線、位錯及帶狀組織,因此在470 ℃及以下溫度退火后進行彎制,銅管較容易開裂。
(2)7號~9號試樣的原始狀態比1號~6號試樣好,在470 ℃退火后,沒有出現層狀α相和經多道次加工硬化產生的密集滑移線,粗大α相變為塊狀細小α相,金相組織已具備良好的塑性。
(3)原始狀態不同的銅管,其退火溫度選擇不同:對于拉拔道次多、變形量大的銅管應稍微提高退火溫度;對于變形量小、加工硬化不嚴重的銅管可稍微降低退火溫度;銅管退火溫度建議控制在550~580 ℃[8]。
3 結 語
銅管外表面與內部的金相組織不均勻是導致彎制開裂的直接原因。若原始狀態下的加工硬化嚴重,則在此狀態下進行彎制,銅管會開裂,需要提前進行退火處理。試驗數據表明,在原始狀態不明、加工硬化不明的情況下,進行550~580 ℃的退火處理可改善銅管的綜合性能,在此狀態下進行彎制,銅管不會開裂。工廠在后續加工時采用該退火工藝,在彎制區域及前后100.0 mm進行退火處理,同時使用測溫儀控制退火溫度,銅管沒有再出現開裂情況,節約大量的人力、物力和財力。
