Tri-Arc與Tandem雙絲電弧焊焊接工藝特性的對(duì)比
2021-10-27 01:13:32陳和,唐君才,魏占靜,李少農(nóng),吳彬彬,耿正
電焊機(jī) 2021年10期
陳和,唐君才,魏占靜,李少農(nóng),吳彬彬,耿正

摘要:通過焊接工藝試驗(yàn),對(duì)比Tri-Arc雙絲焊與Tandem雙絲焊的焊接工藝特性。結(jié)果表明:Tri-Arc雙絲焊不但可以達(dá)到與Tandem雙絲焊相同的焊接效率,而且在相同的焊絲熔敷率(送絲速度)和焊接速度條件下,Tri-Arc雙絲焊的焊接熱輸入低于Tandem雙絲焊,結(jié)果顯示焊縫熔合比和焊接變形量更低。因此,Tri-Arc雙絲電弧焊不僅可以在高效焊接應(yīng)用場(chǎng)合替代Tandem雙絲電弧焊,達(dá)到相同甚至更高的焊絲熔敷率,而且具有比Tandem雙絲焊更優(yōu)越的焊接性能和更廣泛的適用范圍。
關(guān)鍵詞:Tri-Arc雙絲電弧焊;Tandem雙絲電弧焊;熔敷率;熱輸入
中圖分類號(hào):TG444? ? ? 文獻(xiàn)標(biāo)志碼:A? ? ? ? ?文章編號(hào):1001-2003(2021)10-0102-05
DOI:10.7512/j.issn.1001-2303.2021.10.17
0? ? 前言
提高焊絲熔敷率是提高焊接效率的主要技術(shù)手段之一。在提高焊絲熔敷率方面,Tandem雙絲電弧焊較單絲電弧有著明顯的技術(shù)優(yōu)勢(shì)[1-4],而且較雙絲以上的多絲電弧焊有著更高的靈活性,尤其是結(jié)構(gòu)緊湊的Tandem雙絲焊槍能夠與焊接機(jī)器人配套使用。Tandem雙絲電弧焊在降低焊接熱輸入方面有一定的作用,但是多數(shù)時(shí)候仍不能滿足熱輸入敏感材料及低焊接變形的焊接要求。Tri-Arc雙絲電弧焊是近年來出現(xiàn)的一種新型低焊接熱輸入的高效電弧焊方法[5-10]。Tri-Arc雙絲電弧焊與Tandem雙絲電弧焊在焊接工藝方面有很多共同之處,如焊絲高熔敷率、高速焊接性能等。但是Tri-Arc雙絲電弧焊的主要特點(diǎn)是低焊接熱輸入,作為同等的高效電弧焊接方法,有必要對(duì)兩者在焊接工藝性能及應(yīng)用領(lǐng)域方面進(jìn)行系統(tǒng)比較,從而為高效電弧焊接方法的選擇提供有益的參考。
1 試驗(yàn)設(shè)備與試驗(yàn)條件
試驗(yàn)設(shè)備為德國CLOOS公司Tandem雙絲焊設(shè)備GLC 603 QUINTO,深圳市瑞凌實(shí)業(yè)股份有限公司Tri-Arc雙絲焊設(shè)備Tri-Arc 1200,焊接設(shè)備和焊槍分別如圖1、圖2所示。焊接機(jī)器人采用FANUC M-20iA 10L。
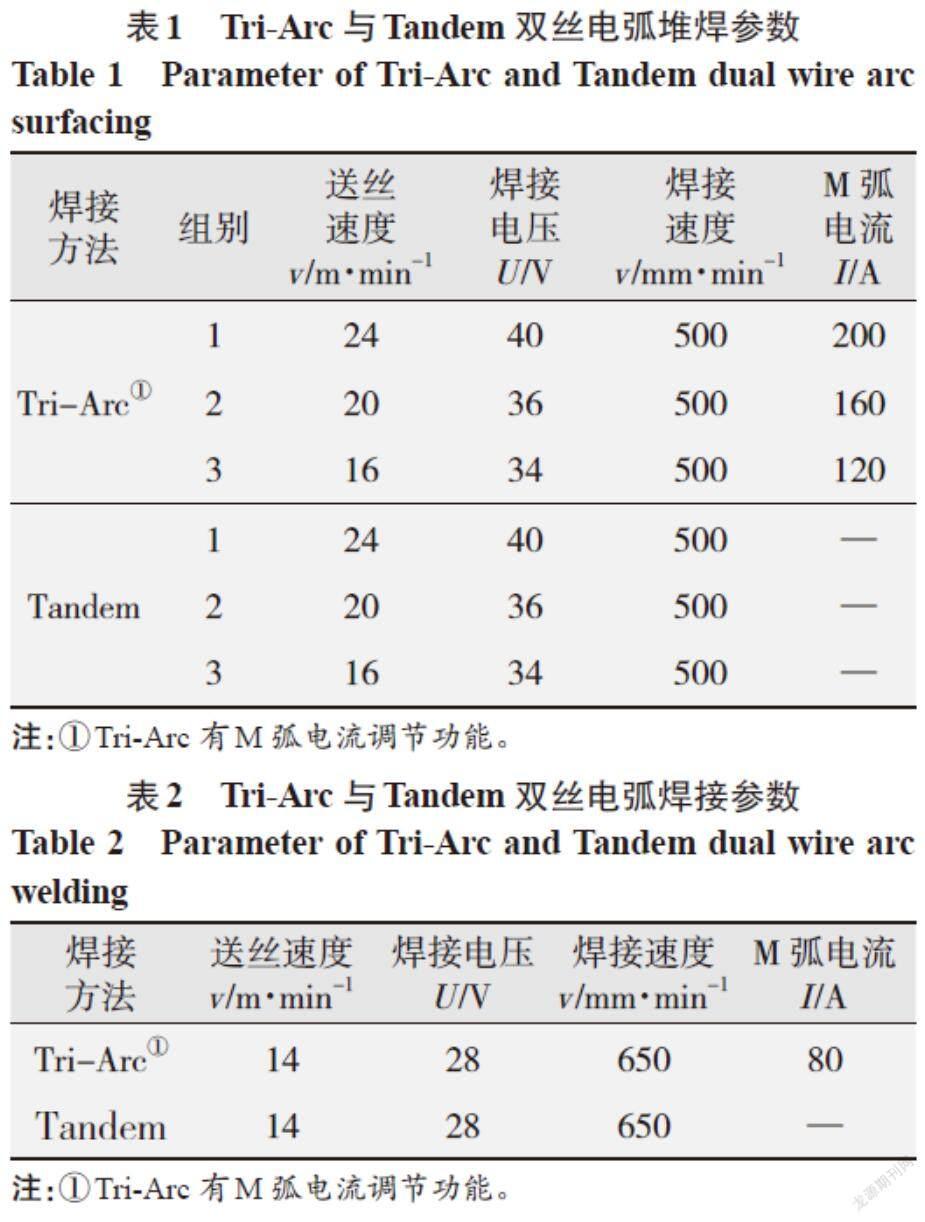
焊接材料為φ1.2 mm ER50-6焊絲,試板材質(zhì)為Q235,保護(hù)氣體φ(Ar)80%+φ(CO2)20%。堆焊試驗(yàn)板材尺寸400 mm×80 mm×12 mm,堆焊試驗(yàn)參數(shù)如表1所示。對(duì)接試驗(yàn)板材尺寸300 mm×80 mm×
4 mm,對(duì)接試驗(yàn)參數(shù)如表2所示。
2 試驗(yàn)結(jié)果
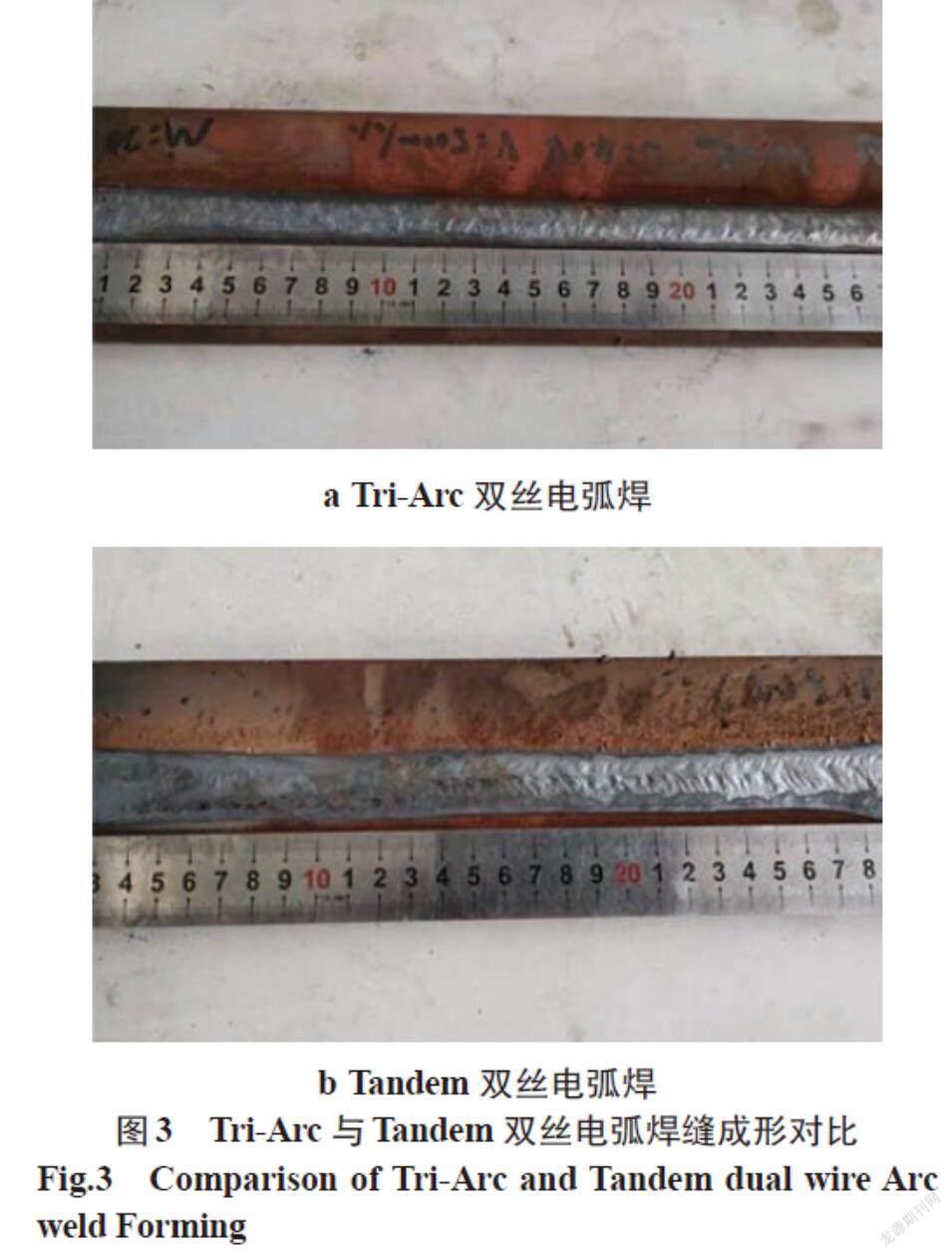
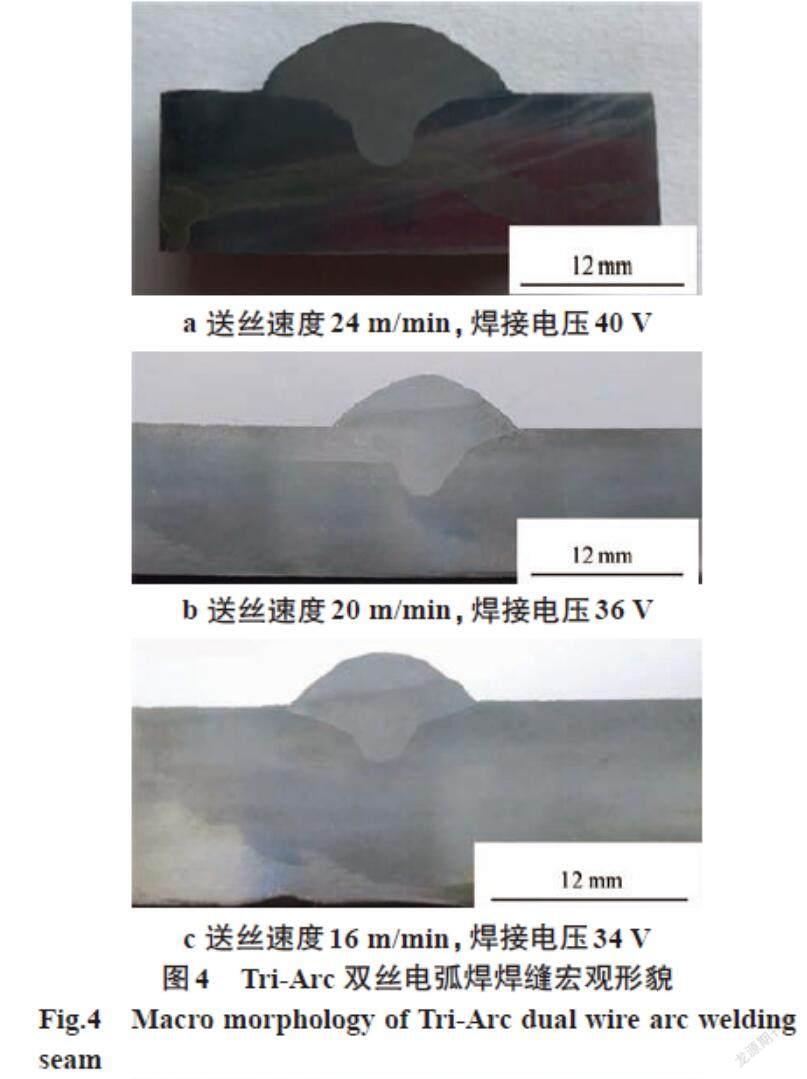
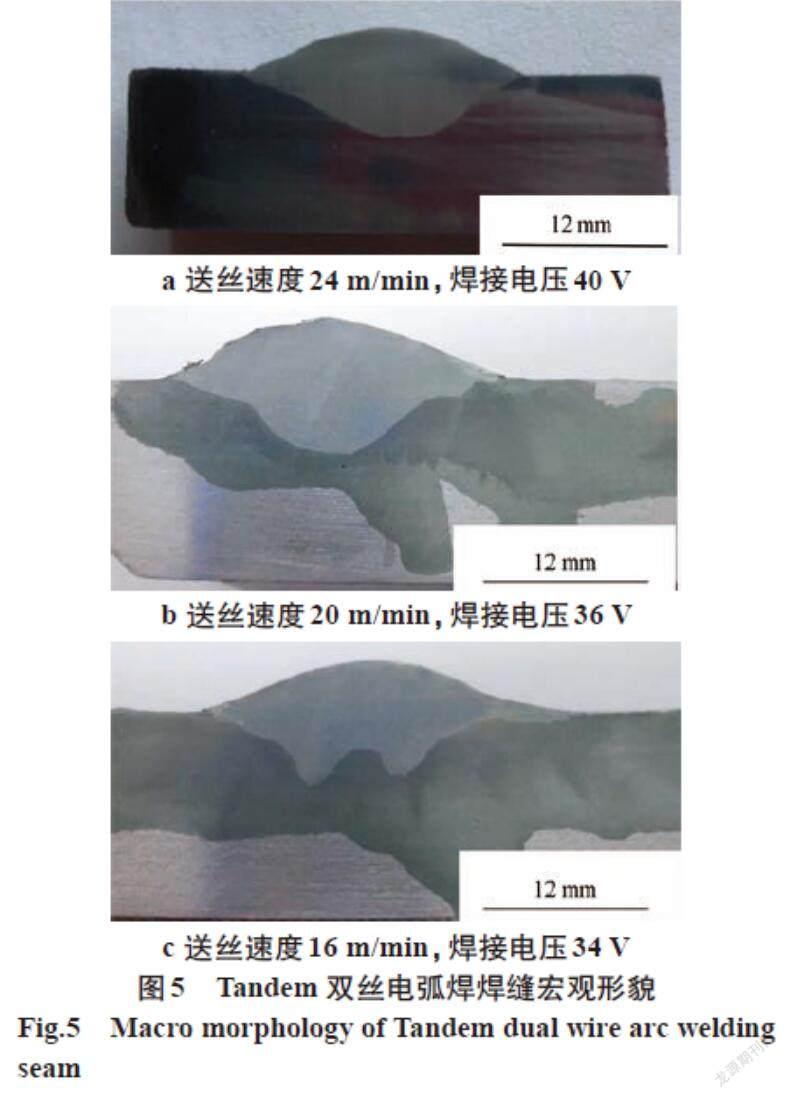
采用表1中的焊接參數(shù)進(jìn)行堆焊試驗(yàn)。圖3為24 m/min送絲速度下Tri-Arc與Tandem雙絲電弧堆焊成形,可以看出,采用Tri-Arc和Tandem雙絲電弧進(jìn)行高速堆焊都能獲得良好的焊縫成形。由表1的焊接參數(shù)對(duì)比可見,Tri-Arc與Tandem雙絲電弧具有相同的送絲速度,即具有相同的焊絲熔敷率,但是Tri-Arc雙絲焊多了M弧電流,該參數(shù)的作用是在相同的焊絲熔敷率條件下具有更低的焊接熱輸入。Tri-Arc與Tandem雙絲電弧在不同焊接電壓下的堆焊宏觀形貌如圖4、圖5所示,由圖4可知,采用Tri-Arc雙絲電弧堆焊焊縫其熔入母材部分的形狀都呈指尖形狀,面積小而窄;由圖5可知,Tandem堆焊焊縫熔入母材部分的形狀大多呈飽滿圓滑過渡,面積相比Tri-Arc明顯增大。
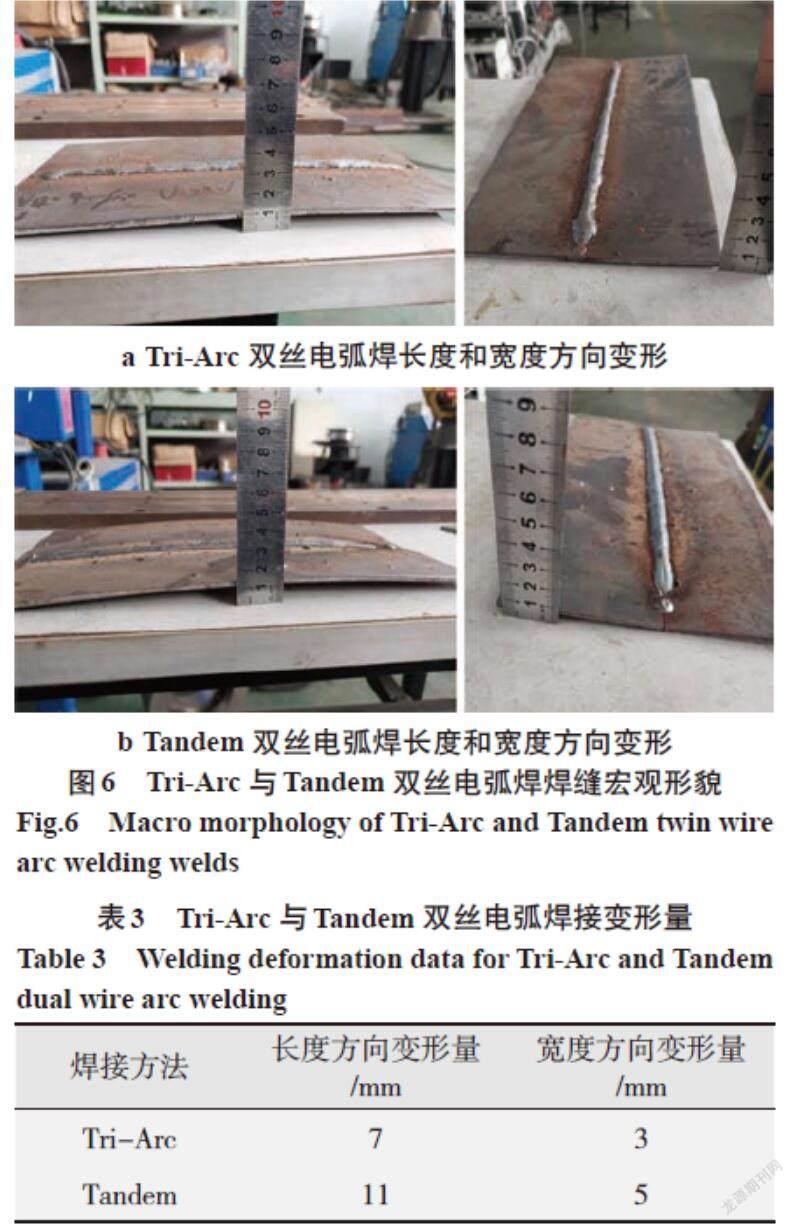
采用表2的焊接參數(shù)進(jìn)行對(duì)接試驗(yàn)。Tri-Arc與Tandem雙絲電弧焊工件焊后變形情況如圖6所示,焊接變形數(shù)據(jù)如表3所示。由圖6可知,采用Tri-Arc雙絲電弧焊焊后工件在長度方向和寬度方向的變形明顯小于Tandem雙絲電弧焊。由表3可知,在相同的焊絲熔敷率條件下,Tri-Arc雙絲電弧焊相對(duì)于Tandem雙絲電弧焊工件焊后在長寬方向的變形量分別降低了36.4%和40%,說明Tri-Arc相比于Tandem雙絲電弧焊具有更低的焊接熱輸入。
3 試驗(yàn)結(jié)果分析
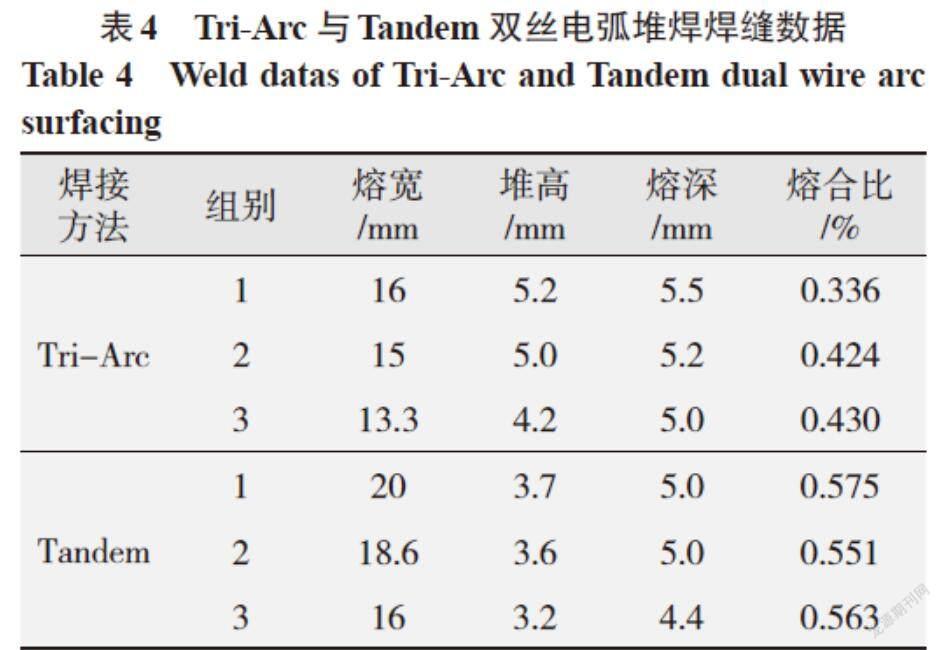
采用像素法對(duì)堆焊焊縫的熔合比進(jìn)行計(jì)算。不同焊接參數(shù)下Tri-Arc與Tandem雙絲電弧堆焊的焊縫數(shù)據(jù)如表4所示。由表4可知,采用Tandem雙絲電弧堆焊,當(dāng)送絲速度為24 m/min時(shí)熔合比為0.575,當(dāng)送絲速度為20 m/min時(shí)熔合比為0.551,當(dāng)送絲速度為16 m/min時(shí)熔合比為0.563;采用Tri-Arc雙絲電弧堆焊,當(dāng)送絲速度為24 m/min時(shí)熔合比為0.336,當(dāng)送絲速度為20 m/min時(shí)熔合比為0.424,當(dāng)送絲速度為16 m/min時(shí)熔合比為0.430,在相同焊絲熔敷率條件下Tri-Arc相對(duì)于Tandem電弧堆焊熔合比分別降低了41.6%,23%和23.6%。通過數(shù)據(jù)對(duì)比可以得出,在相同的焊絲熔敷率條件下,Tri-Arc相比于Tandem雙絲電弧堆焊具有更低的焊接熱輸入。
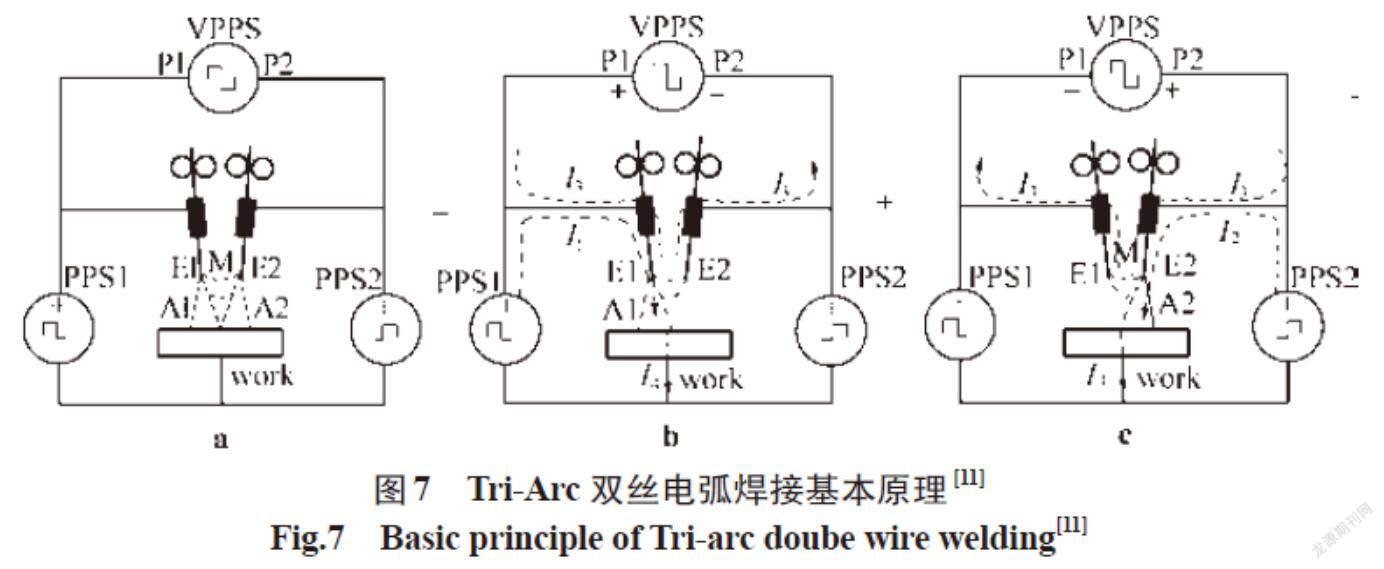
Tri-Arc雙絲焊采用首創(chuàng)的“ 動(dòng)態(tài)雙絲三弧焊接方法 ”,其基本原理如圖7所示,VPPS為可變極性電源,PPS1和PPS2為2臺(tái)直流脈沖電源,通過控制上述3臺(tái)電源的極性和脈沖關(guān)系,可以在焊絲E1與工件之間建立第一電弧A1,在焊絲E2與工件之間建立第二電弧A2,在焊絲E1和E2之間建立第三電弧M,第三電弧M稱為調(diào)制電弧,Tri-Arc雙絲電弧焊的新特性主要由M電弧的作用決定[11]。M 弧對(duì)焊接過程具有調(diào)控作用,對(duì)流經(jīng)母材的電流進(jìn)行分流,可使流經(jīng)焊接工件的電流遠(yuǎn)低于流經(jīng)焊絲的電流,從根本上解決提高焊絲熔敷效率與降低工件熱輸入之間的矛盾。在堆焊中,電流是影響焊接熱輸入的主要參數(shù),因此減小流入母材的電流,就能降低對(duì)母材的熱輸入。
4 應(yīng)用前景及實(shí)施案例
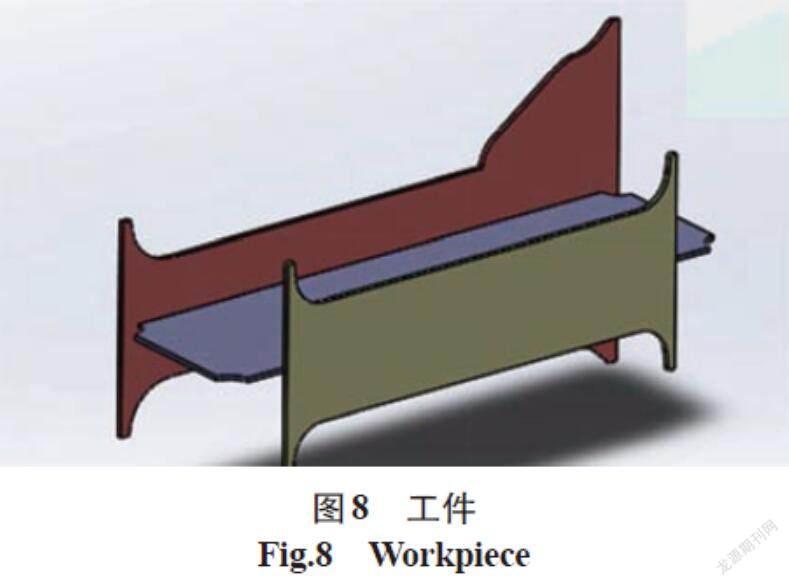
Tri-Arc雙絲電弧是一種新型的高效焊接技術(shù),它在通過雙絲實(shí)現(xiàn)與Tandem雙絲相同甚至更高熔敷率的同時(shí),利用建立在兩根焊絲之間的第三電弧M的分流作用,降低實(shí)際流入工件的電流,即降低工件的有效熱輸入。采用Tri-Arc雙絲電弧技術(shù)在材料表面改性方面具有極大的優(yōu)勢(shì),可以實(shí)現(xiàn)高熔敷率和低熔合比,該技術(shù)在電弧增材制造方面具有廣闊的應(yīng)用前景。該焊機(jī)目前在比亞迪(西安)云軌鋼結(jié)構(gòu)的橫聯(lián)部件自動(dòng)焊接產(chǎn)線中得到應(yīng)用,該項(xiàng)目的工件如圖8所示,焊接部位為翼板和腹板的4條角焊縫,客戶要求生產(chǎn)節(jié)拍高的同時(shí)要求工件焊后變形小,采用Tri-Arc雙絲電弧具有與Tandem相同的高效率且焊接熱輸入低,可以滿足較小的焊接變形。
5 結(jié)論
(1)Tri-Arc雙絲電弧焊具有與Tandem雙絲電弧焊一樣的高速焊接性能,相同的焊絲熔敷率。
(2)在相同的焊接工藝參數(shù)下,Tri-Arc相比于Tandem雙絲電弧焊熱輸入更低,Tri-Arc雙絲電弧焊熔合比相對(duì)于Tandem雙絲電弧焊分別降低了41.6%、23%和23.6%。
(3)在相同的焊絲熔敷率條件下,Tri-Arc相對(duì)于Tandem雙絲電弧焊工件在長寬方向的變形量分別降低了36.4%和40%。
參考文獻(xiàn):
[1]李星林,黃石生,吳開源,等.雙絲脈沖MIG/MAG焊的現(xiàn)狀和發(fā)展方向[J]. 電焊機(jī),2007,37(10):11-13.
[2]吉俊文. Tandem 雙絲焊接電源的系統(tǒng)設(shè)計(jì)與調(diào)試[D]. 北京:北京工業(yè)大學(xué),2008.
[3]魏占靜. Tandem高速、高效MIG/MAG雙絲焊技術(shù)[J]. 機(jī)械工人,2002(12):32-33.
[4]Ken Michie,Stephen Blackman. Twin-Wire GMAW:Process Characteristics and Applications[J]. Welding Journal,1999(15):31-34.
[5]Zhang Y M,Jiang M,Lu W. Double Electrodes GMAW Improve Heat Input control[J]. Welding Journal,2004,83(11):39-41.
[6]武傳松,張明賢,李克海,等. DE-GMAW高速電弧焊工藝機(jī)理的研究[J].金屬學(xué)報(bào),2007,43(6):663-667.
[7]Richard M. Hutchison,Joseph K. Fink. MIG-MIG Welding Process. US 20100059485 A1[P]. 2010-03-11.
[8]耿正.雙絲動(dòng)態(tài)三電弧焊接方法:CN 102069265 B [P]. 2012-08-22.
[9]耿正.多態(tài)雙絲電弧焊接裝置及焊接方法:CN 103341681 B[P]. 2015-05-06.
[10]耿正,李少農(nóng),魏占靜,等. Tri-Arc與Tandem雙絲電弧焊的工作原理對(duì)比分析[J]. 精密成形工程,2020,12(4):107-111.
[11]耿正,魏占靜,韓雪飛,等. 高熔敷率低熱輸入的Tri-Arc雙絲電弧焊接方法[J].金屬加工(熱加工),2014(22):36-42.
