基于逆向建模的鋁合金薄壁件電弧增材再修復成形研究
2021-10-27 01:13:32焦坤,趙磊,杜行,董小媛,趙文忠
電焊機 2021年10期
關鍵詞:修復
焦坤,趙磊,杜行,董小媛,趙文忠

摘要:基于結構光三維掃描尺寸采集技術、Geomagic軟件數據處理與逆向重構技術、AMSlicerPro軟件模型剖分切片與路徑規劃技術等,對鋁合金ZL114A薄壁件的待修復區域進行逆向建模,通過焊絲ER4043電弧增材再修復試驗完成薄壁樣件的修復,利用無損探傷、顯微硬度計、電子萬能試驗機及掃描電子顯微鏡等分析測試手段,對電弧增材再修復樣件熔敷區域的性能與組織進行表征。結果表明:成形樣件表面無開口缺陷,內部組織致密、無肉眼可見缺陷;修復區域頂部的顯微硬度略高于底部,中間區域顯微硬度穩定;平行于熔敷方向的試樣力學性能均優于垂直于熔敷方向的試樣,成形樣件力學性能呈現一定的各向異性;修復區域組織Al-Si共晶呈細小條狀分布于α固溶體中,并從底部指向頂部延伸,頂部Al-Si共晶分布更加彌散,對α基體的切割效應小,使得其性能比底部更優。
關鍵詞:鋁合金;電弧增材;修復;逆向建模
中圖分類號:TG457.14? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)10-0061-05
DOI:10.7512/j.issn.1001-2303.2021.10.11
0 ? 前言
金屬增材制造修復可做到零部件的立即修復、立即使用等優點,在軍工和民用市場具有廣闊的應用前景。目前金屬增材制造修復技術面向工程化應用的一個突出問題在于缺乏適應現場復雜環境以及快速響應的能力,主要節省從型材制造到修復成型這段傳統加工周期,優勢更多的體現在修復再制造成本低于重新生產的零件上。
鋁合金以其低質高強、強耐蝕等優點,被廣泛應用于航空航天、機載電子、船舶等領域[1]。鋁合金零部件呈現出輕量、薄壁、異形等復雜結構性的發展趨勢[2],其加工制造需滿足快速響應、靈活修正及降本增效等要求[3-4]。電弧增材及修復制造技術是以電弧為熱源,以氬氣等惰性氣體作保護,通過填充焊絲逐層沉積堆敷,從而達到近凈成形,可完成金屬復雜結構件經濟快速成形或修復[5-8]。電弧增材及修復技術應用到鋁合金薄壁結構件上,可實現傳統方法無法加工的復雜設計,大幅提升原材料利用率,縮短零部件制造或再修復的周期[9-12]。
文中采用可現場采集外形尺寸的便攜式可移動金屬增材修復設備,在鋁合金ZL114A薄壁樣件上進行基于逆向建模的電弧增材再修復試驗,通過ABB六軸機器臂與CMT焊機實現高效率、穩定的電弧增材與修復成形,研究成形件熔敷區域的力學性能與顯微組織等,以期為鋁合金電弧增材再修復在工程中的應用提供工藝參考與理論支撐。
1 試驗材料與方法
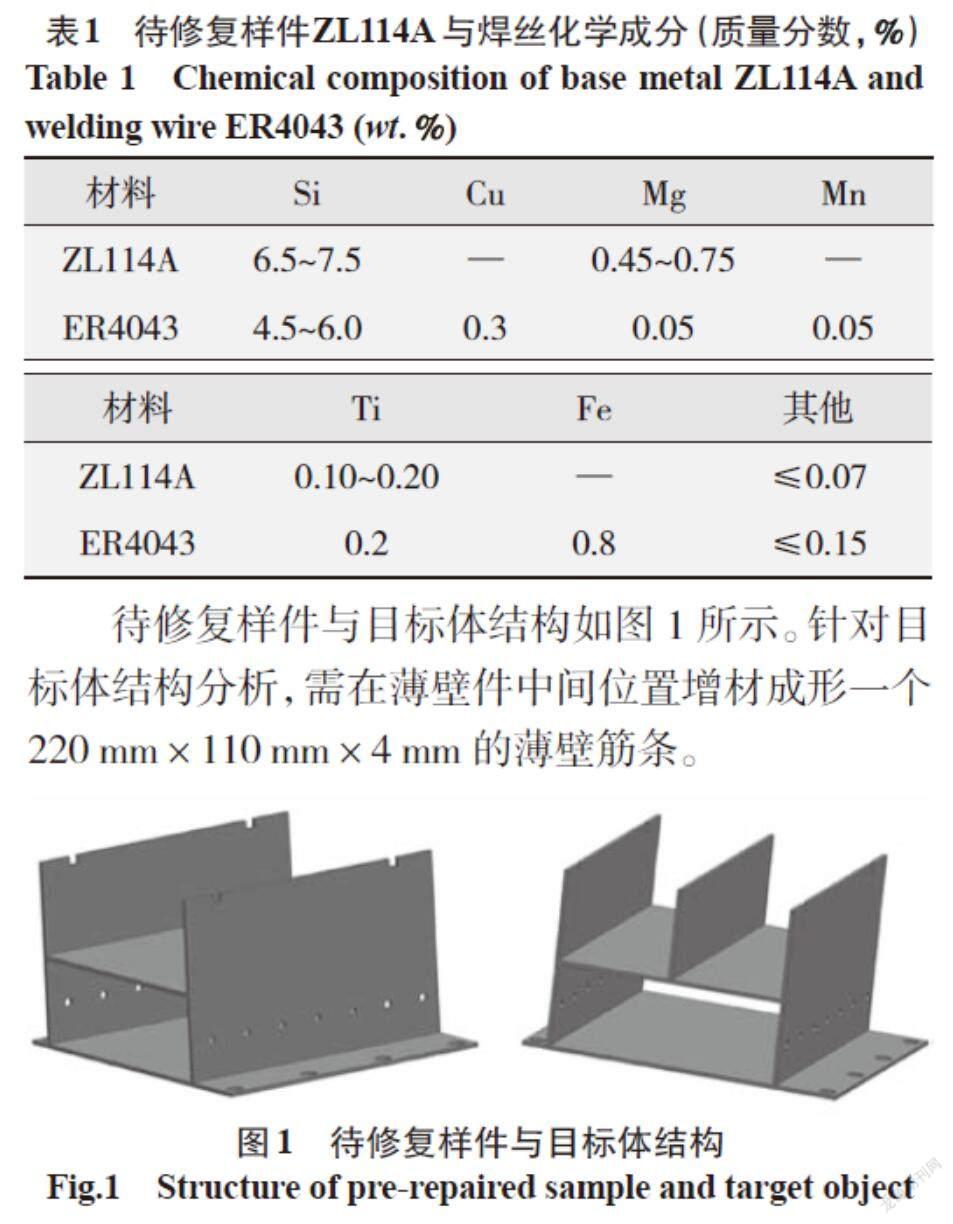
待修復樣件材料為ZL114A T6態,采用焊絲ER4043,直徑φ1.2 mm,化學成分如表1所示。
待修復樣件與目標體結構如圖1所示。針對目標體結構分析,需在薄壁件中間位置增材成形一個220 mm×110 mm×4 mm的薄壁筋條。
采用Y.Cougar SMT型X射線檢測儀和滲透檢測對成形樣件進行無損探傷分析;采用HVS-1000Z顯微硬度計測量成形樣件不同區域的顯微硬度值,采用RGM4100電子萬能試驗機對成形樣件進行力學性能分析;采用JCM-7000掃描電子顯微鏡對成形樣件進行顯微組織分析。
2 逆向建模
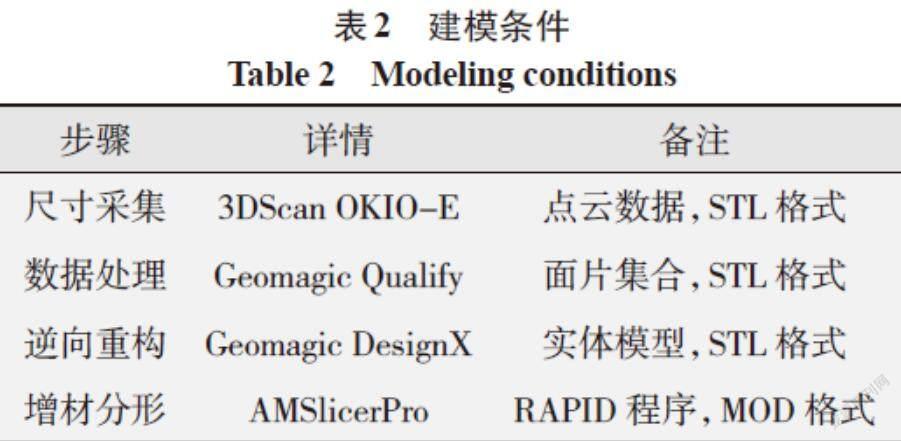
樣件增材再修復逆向建模包括尺寸采集、數據處理、逆向重構與增材分形4個步驟,具體的建模條件如表2所示。
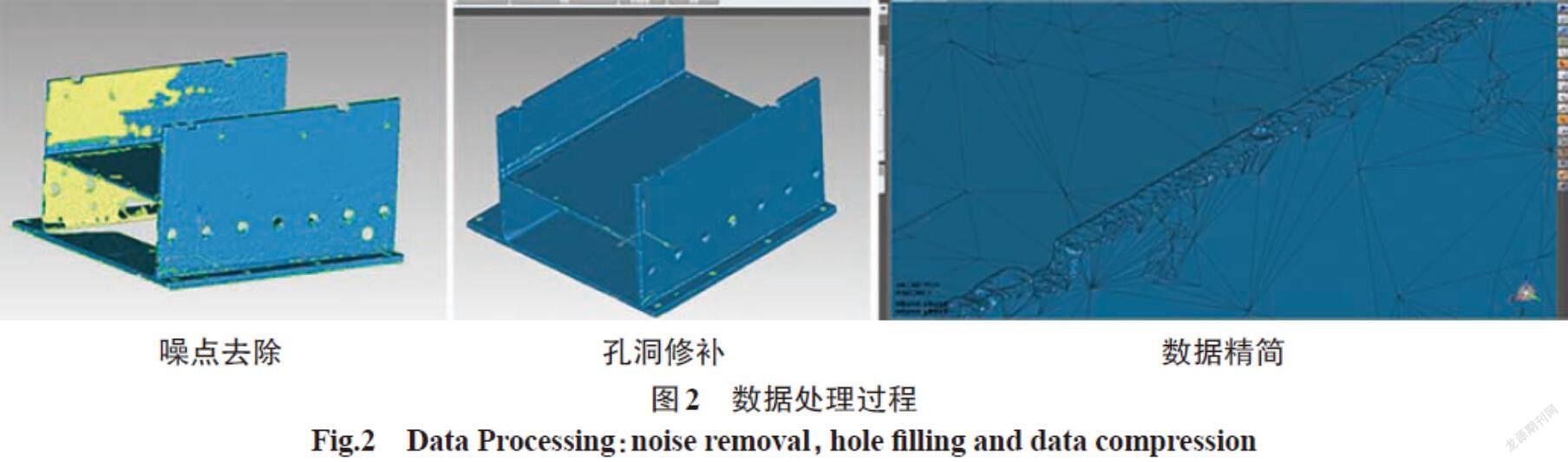
基于結構光三維掃描技術對待修復樣件進行原始尺寸點云數據采集。由于采集的是樣件表面點云數據,需進行多次多視角掃描,能夠協助系統進行坐標變換完成自動拼接。數據處理是逆向工程的一項重要技術環節,處理質量直接影響到后續曲面重建過程,其主要內容包括噪點去除、孔洞修補及數據精簡等,如圖2所示。
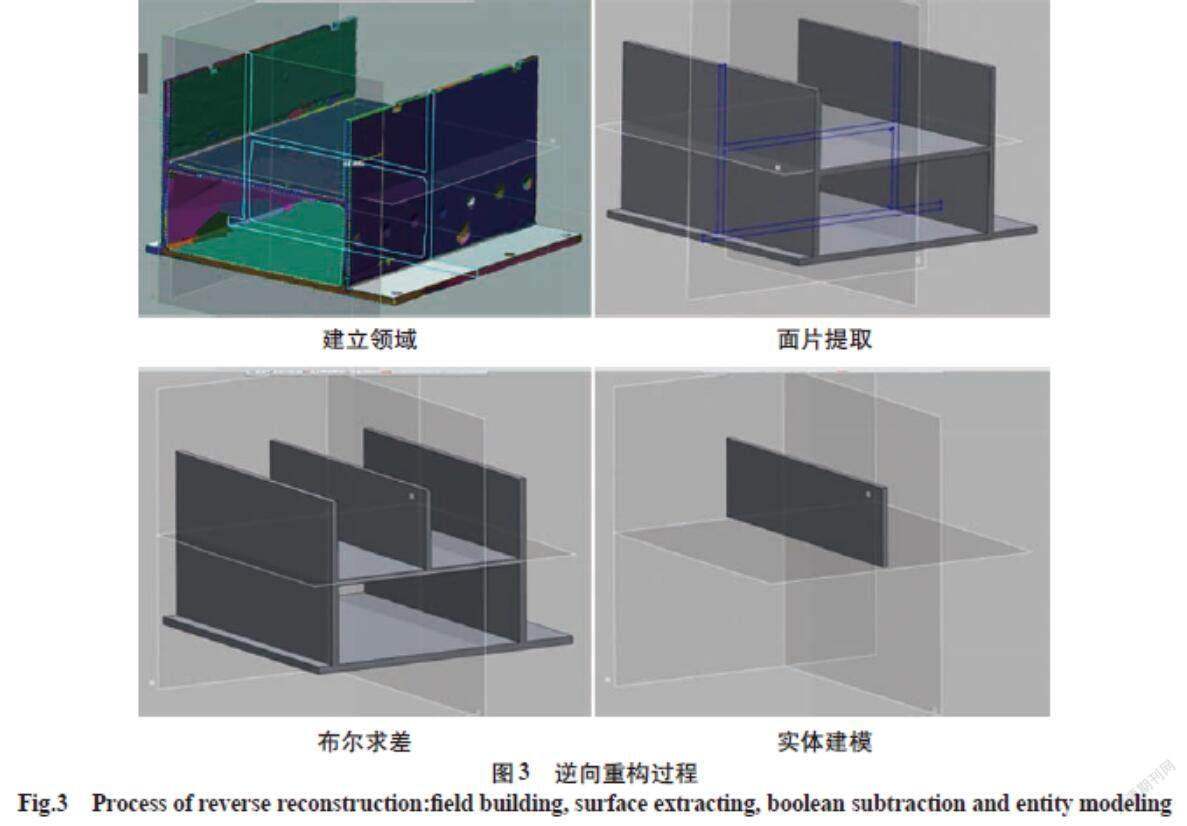
逆向重構原理基于NURBS曲線曲面構造法。逆向重構過程包括對數據處理的點云數據集合建立領域、提取STL模型的擬合面片精度,以及布爾求差運算出待修復模型,如圖3所示。
將逆向重構的STL格式實體模型導入軟件AMSlicerPro進行電弧增材的模型剖分切片、路徑規劃及后處理等操作。增加工具坐標系、工件坐標系、運動速度、焊接參數及層間等待時間等參數信息,將運動軌跡轉換為機器人可識別的RAPID程序,加載至ABB機械臂控制器中即可進行增材再修復試驗。
3 電弧增材再修復試驗
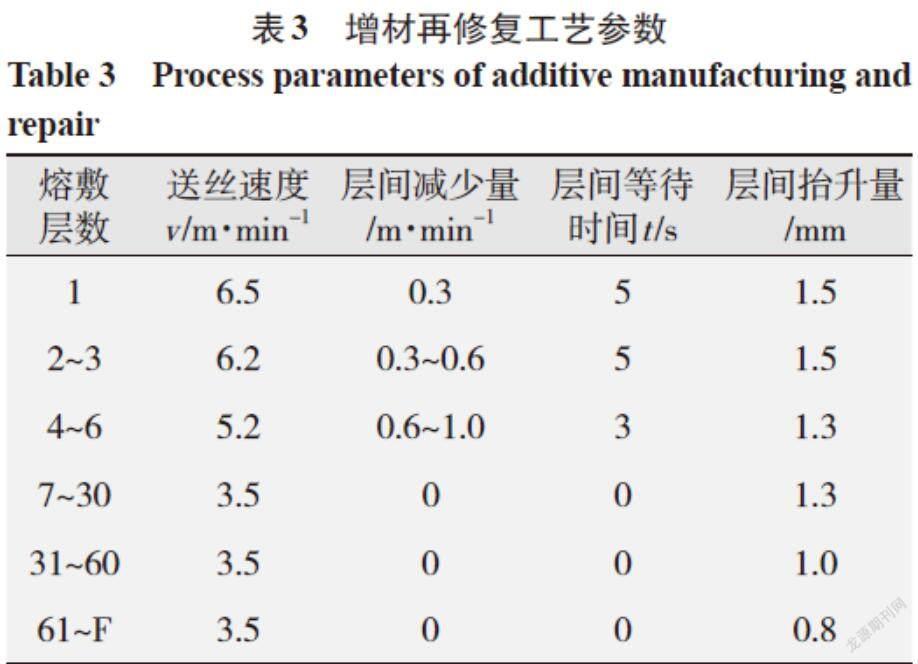
鋁合金電弧增材再修復過程是一個復雜的動態非均勻熔化-凝固過程[13-14]。由于電弧熱輸入較高,已沉積成形部分將反復受到后續沉積時電弧熱源的熱作用,使得成形過程中的熱積累顯著,不同工藝參數將直接影響成形樣件的組織、性能及尺寸精度等。CMT焊機使用一元化參數設置,在增材再修復過程中,送絲速度作為主要的控制變量[15-16]。此外,由于電弧的熱輸入、散熱效率以及熔敷精度差等因素影響,須根據經驗調整送絲速度、層間等待時間以及熔覆層高度補償量等變量來保證增材再修復成形。樣件電弧增材再修復工藝參數設置如表3所示。
4 結果與分析
4.1 無損探傷
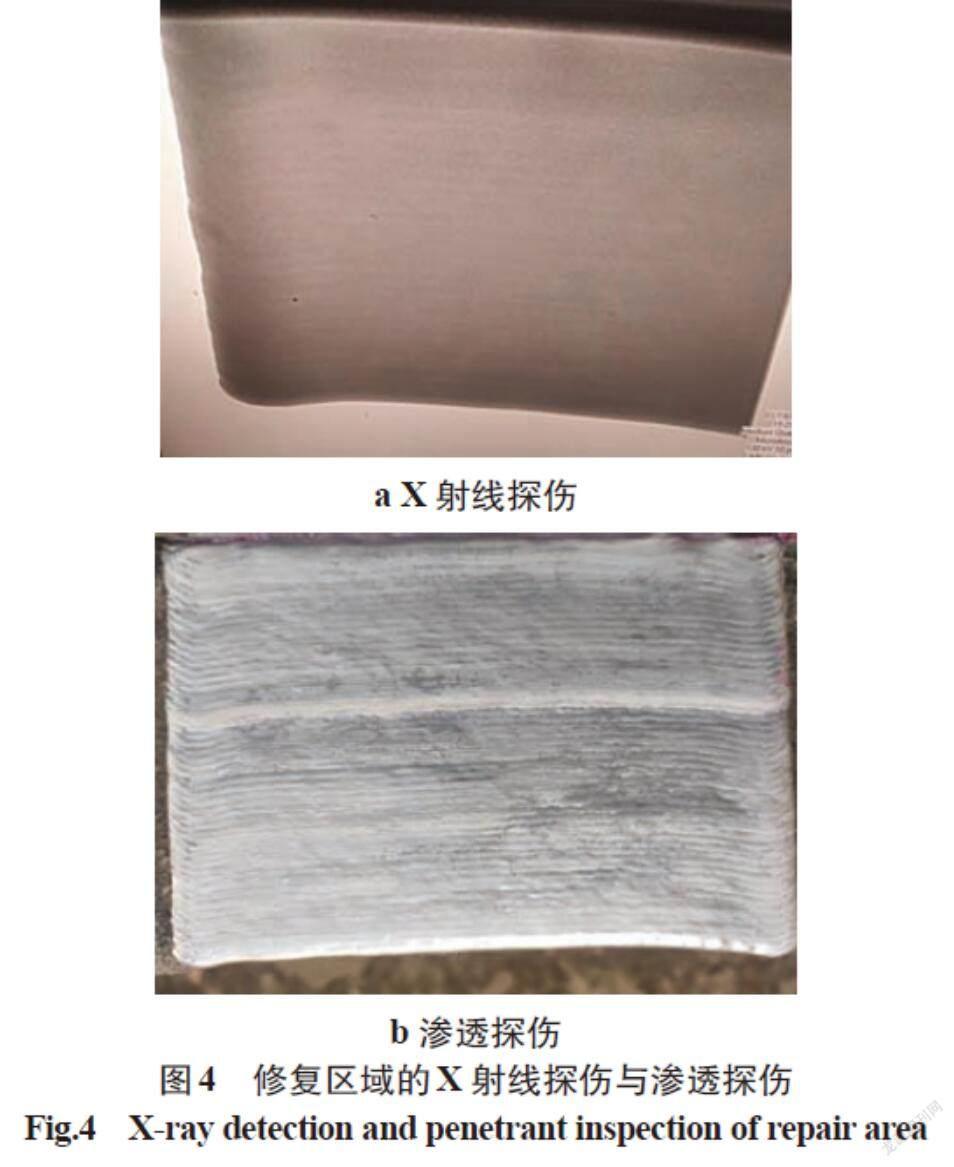
對修復樣件進行X射線探傷與滲透探傷分析。修復樣件熔敷區域內部組織致密,無肉眼可見的氣孔、縮孔、疏松等缺陷(黑點為噪點),如圖4a所示;樣件表面無開口性缺陷,如圖4b所示。在表3的工藝參數控制下,電弧增材再修復過程中熔敷層與熔敷層間能夠很好地熔合形成致密組織,但層與層之間存在明顯的分層痕跡,造成外觀表面粗糙度差,還需進一步的精加工來保證尺寸精度。成形薄壁的兩端存在明顯的熔敷堆積過量,端部高于中心部位,這是由于熔敷層每次起弧與熄弧時熱輸入差異導致熔敷量累積造成的。
4.2 力學性能
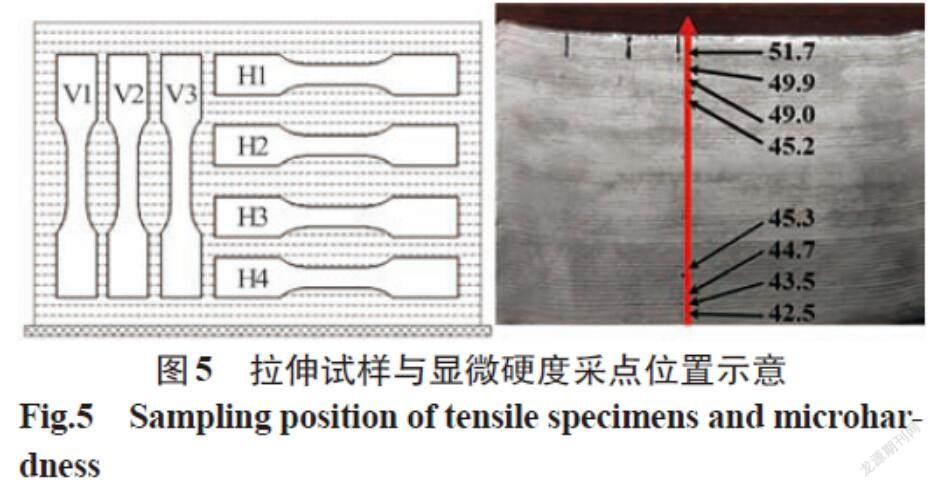
依據GB/T 228.1-2010《金屬材料拉伸試驗第1部分:室溫試驗方法》中標準試樣的規定設計力學拉伸試樣尺寸。如圖5所示,從成形樣件修復區域分別取垂直于焊縫方向的縱向試樣3組(V1、V2、V3),平行于焊縫方向的橫向試樣4組(H1、H2、H3、H4)。沿垂直于焊縫方向剖切,從熔敷層底部至頂部依次測量8個區域的顯微硬度平均值,加載載荷F=1.962 N,加載時間15 s。
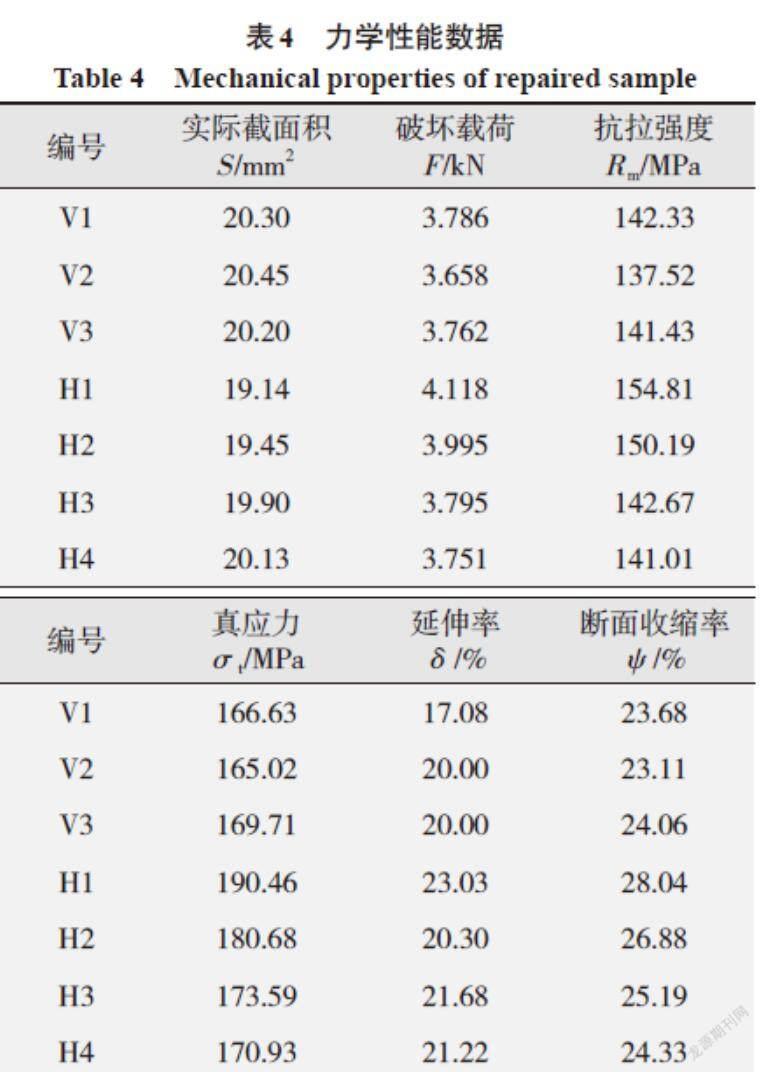
7組試樣的力學性能如表4所示,對比試樣V1、V2、V3的力學性能可知,三者性能較為接近,說明成形樣件修復區域在平行于熔敷方向的力學性能較為穩定,靠近端部的力學性能未發生顯著變化。對比試樣H1、H2、H3、H4的力學性能可知,修復區域靠近頂部高位的力學性能優于靠近母體的部位,試樣H1的抗拉強度比H4高8.9%,延伸率及端面收縮率也更高;顯微硬度也是頂部高于底部區域,這是由于底部區域經歷多次的電弧往復加熱,相當于進行了較長時間的退火,因此其力學性能略低于頂部。整體來看,電弧增材再修復成形樣件力學性能呈現一定的各向異性,平行于熔敷方向H系列試樣的抗拉強度、延伸率及斷面收縮率均優于垂直于熔敷方向的V系列試樣。
4.3 顯微組織
成形樣件修復區域頂部與底部的SEM背散射線成像照片如圖6所示。鋁合金4043為Al-Si二元合金,內部組織通常為α固溶體+Al-Si共晶組織,如圖6a所示。由于鋁硅合金很軟,圖中深黑色點為金剛石拋光劑殘留顆粒。
電弧增材再修復成形后修復區域鋁合金4043內部較為致密,未觀察到微裂紋或者氣孔等顯著冶金缺陷,Al-Si共晶呈細小條狀分布于α固溶體中,未發現粗大片狀或塊狀共晶組織。對比頂部與底部成像情況發現,修復區域鋁合金4043內部Al-Si共晶呈現一定的方向性,大多數共晶沿著增材方向,即從底部指向頂部延伸;靠近頂部的部位內部Al-Si共晶分布相對于底部更加彌散,共晶間的黏連更少,對α基體的切割效應小,受力時發生應力集中的概率更小,力學性能更加優良。
5 結論
對ZL114A薄壁鋁合金件進行修復區域的逆向建模,增材再修復試驗摸索,并對成形樣件修復區域進行力學性能、化學成分以及顯微組織等分析,得出結論如下:
(1)通過對待修復模型進行尺寸采集、數據處理、逆向重構與增材分形等四個步驟,即可實現增材再修復的逆向建模。
(2)成形樣件經X射線探傷與滲透探傷,內部組織致密且表面無開口性缺陷。力學性能結果也表明,成形樣件修復區域靠近頂部的部位較靠近母體的部位的性能更優,平行于熔敷方向的試樣力學性能均優于垂直于熔敷方向試樣,電弧增材再修復成形樣件力學性能呈現一定的各向異性。
(3)熔敷區域組織Al-Si共晶呈細小條狀分布于α固溶體中,Al-Si共晶呈現一定的方向性,即從底部指向頂部延伸;頂部Al-Si共晶分布相更彌散,共晶間的黏連更少,對α基體的切割效應小,使其性能優于底部。
參考文獻:
[1]WANG F D,Williams S,Rush M. Morphology investigation on direct current pulsed gas tungsten arc welded additive layer manufactured Ti6A14V alloy[J]. International Journal of Manufacture Technology,2011(57):597-603.
[2]劉一搏,靳鵬,王建峰,等. 4043鋁合金電弧增材冷約束組織特征研究[J].航空制造技術,2019,62(1/2):58-63.
[3]苗秋玉,劉妙然,趙凱,等. 鋁合金增材制造技術研究進展[J].激光與光電子學進展,2018(1):1-9.
[4]張海鷗,王超,胡幫友,等.金屬零件直接快速制造技術及發展趨勢[J].航空制造技術,2010(8):43-46.
[5]DING J,Colegrove P,Mehnen J,et al. Thermo-mechanical analysis of wire and arc additive layer manufacturing process on large multi-layer parts[J]. Computational Materials Science,2011,50(12):3315-3322.
[6]王世杰,王海東,羅峰.基于電弧的金屬增材制造技術研究現狀[J].金屬加工(熱加工),2018(1):20-22.
[7]Martina F. Investigation of methods to manipulate geometry, microstructure and mechanical properties in titanium large scale wire+arc additive manufacturing [D]. Cranfield:Cranfield University,2016.
[8]從寶強,蘇勇,齊鉑金,等.鋁合金電弧填絲增材制造技術研究[J].航天制造技術,2016(3):29-37.
[9]李文剛,謝凝. 航空鋁合金薄壁零件上3D打印技術的應用研究[J].科技創新與應用,2019(31):159-160.
[10]李明祥,張濤,于飛,等. 金屬電弧熔絲增材制造及其復合制造技術研究進展[J].航空制造技術,2019,62(17):14-21.
[11]李權,王福德,王國慶,等.航空航天輕質金屬材料電弧熔絲增材制造技術[J].航空制造技術,2018,61(3):74-82.
[12]王庭庭,張云彬,謝岳.絲材電弧增材制造技術研究現狀及展望[J].電焊機,2017,47(8):60-65.
[13]熊俊,薛永剛,陳輝,等. 電弧增材制造成形控制技術的研究現狀與展望[J].電焊機,2015,45(9):45-50.
[14]周祥曼,張海鷗,王桂蘭,等. 電弧增材成形中熔積層表面形貌對電弧形態影響的仿真[J].物理學報,2016,65(3):1-12.
[15]Talalaev R,Veinthal R,Laansoo A,et al. Cold metal transfer (CMT) welding of thin sheet metal products[J]. Estonian Journal ofEngineering,2012,18(3):243-249.
[16]張博文,張來啟.交流冷金屬過渡(Advanced CMT)技術的研究進展及其在增材制造中的應用[J].新型工業化,2017,7(11):82-88.
猜你喜歡
科技創新導報(2016年23期)2016-12-23 10:13:54
中小企業管理與科技·上旬刊(2016年11期)2016-11-28 21:08:46
資治文摘(2016年7期)2016-11-23 00:23:20
藝術科技(2016年9期)2016-11-18 16:42:09
數字技術與應用(2016年9期)2016-11-09 00:06:42
科技視界(2016年18期)2016-11-03 23:42:42
中國實用醫藥(2016年24期)2016-10-17 04:17:37
科學與財富(2016年28期)2016-10-14 23:22:54
科技視界(2016年20期)2016-09-29 13:12:16
中國科技博覽(2016年15期)2016-08-23 20:18:06
