燃煤電站鍋爐吊掛管自動化焊接生產線
2021-10-27 01:13:32刁旺戰,徐祥久,王萍,李秋石
電焊機 2021年10期
刁旺戰,徐祥久,王萍,李秋石

摘要:燃煤電站鍋爐吊掛管為小批量焊接結構,涉及材質種類多、結構復雜。焊接特點為:存在焊接變形,焊接材料為合金耐熱鋼和不銹鋼,異種鋼焊接。吊掛管原焊接方法為焊條電弧焊,焊接效率低、質量穩定性差、工人勞動強度高。吊掛管自動化焊接生產線實現了電站鍋爐產品中角板兩側對稱的吊掛管自動化焊接,包括上料、點焊、焊接、下料、轉運等全流程。經過試驗,該生產線焊接的焊縫成型均勻一致,滿足標準要求,焊接合格率超過99%,目前該設備已經在1000 MW超超臨界鍋爐、600 MW超超臨界鍋爐等國內外諸多燃煤電站鍋爐項目中大范圍應用。
關鍵詞:電站鍋爐;吊掛管;自動化焊接;生產線;機器人焊接
中圖分類號:TG457? ? ? 文獻標志碼:B? ? ? ? ?文章編號:1001-2003(2021)10-0050-06
DOI:10.7512/j.issn.1001-2303.2021.10.09
0? ? 前言
燃煤電站鍋爐產品的受熱面管屏中,水平布置的部件如水平低溫過熱器、水平低溫再熱器等需要采用吊掛管進行吊掛安裝。運行過程中,吊掛管內部為高溫蒸汽(450~600 ℃),外部承受高溫煙氣,且吊掛管需要懸吊整個管屏,因此吊掛管是在高溫高壓環境下運行的承載部件,其吊掛管角板與管子之間的焊接質量要求嚴格。
吊掛管的焊接特點為:(1)焊接過程中存在焊接變形。吊掛管中的小口徑管剛性差,焊接過程中由于焊接熱輸入的影響,易產生焊接變形從而影響焊接工藝實施;(2)產品種類多。吊掛管為單件小批量結構,材質種類多、尺寸規格多、總體數量多、焊接量大;(3)異種鋼焊接難度高。吊掛管中管子與角板匹配后多為異種鋼焊接,且需要采用合金耐熱鋼、不銹鋼焊材,液態金屬流動性差,焊縫成型控制難。
電站鍋爐行業的產品因其單件小批量、結構特殊的特點,實現自動化焊接難度較高[1-3],國內一直采用焊條電弧焊完成吊掛管的焊接[4],焊接效率低、質量穩定性差、工人勞動環境差、強度高。文中介紹了一種吊掛管自動化焊接生產線,可實現電站鍋爐吊掛管的自動化焊接,采用該設備提高了吊掛管的焊接效率和焊接質量,改善了工人的勞動條件[5-7]。
1 吊掛管的結構
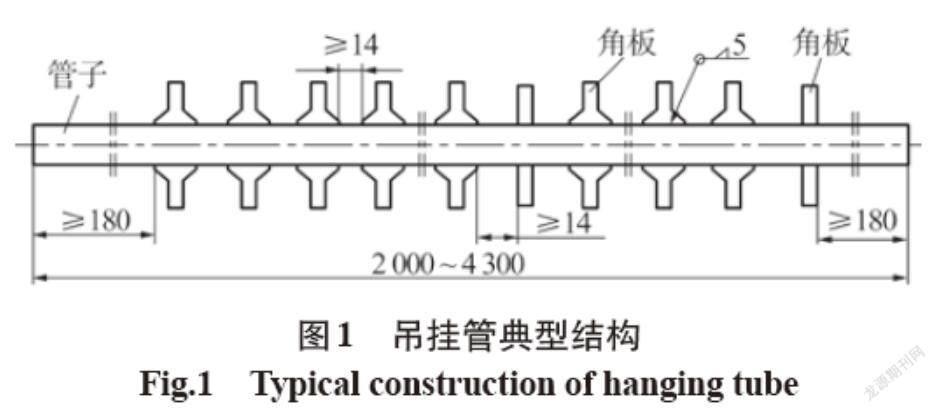
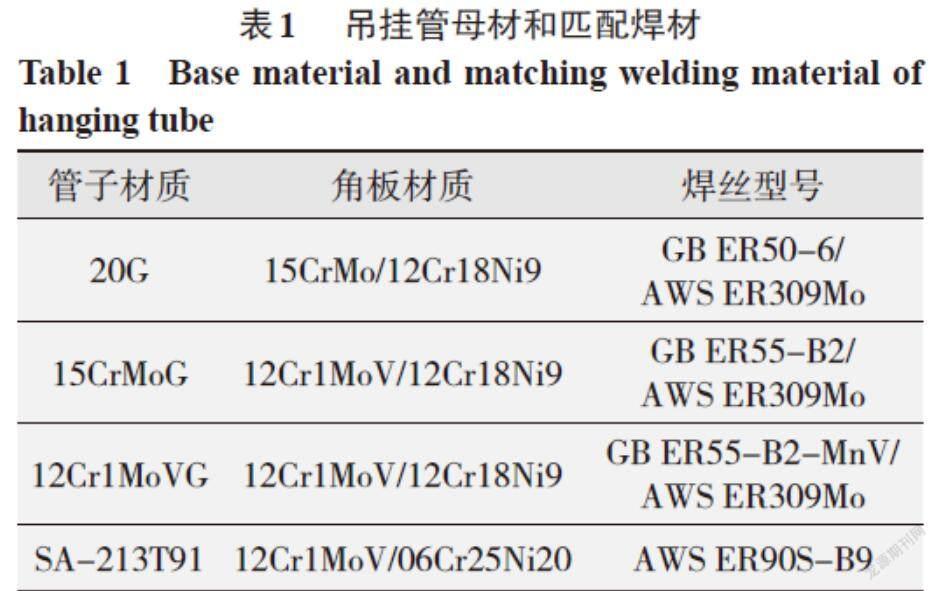
吊掛管部件的典型結構如圖1所示,其長度為2 000~4 300 mm,角板厚度為5~10 mm,角板凈間距≥14 mm,兩側角板對稱,單側需焊接20~45個角板。其中管子直徑為φ44.5~63.5 mm,壁厚7~15 mm。角板的典型結構有4種,根據尺寸不同共有20余種角板,同一個吊掛管中最多可存在3種結構的角板,同時角板間距可存在變化。
吊掛管的管子和角板材質及匹配焊絲型號如表1所示。可以看出,為適應不同使用溫度,管子和角板的材質組合種類達到8種,且多為異種鋼焊接。根據管子和角板材質不同,匹配焊接材料包含碳鋼焊絲GB ER50-6,低合金鋼焊絲GB ER55-B2、GB ER55-B2-MnV和AWS ER90S-B9,不銹鋼焊絲AWS ER309Mo。依據相關焊接實驗和鍋爐運行驗證數據選擇異種材料焊接的焊材。
2 系統組成
吊掛管自動化焊接系統由硬件系統和軟件系統兩部分組成。
2.1 硬件系統
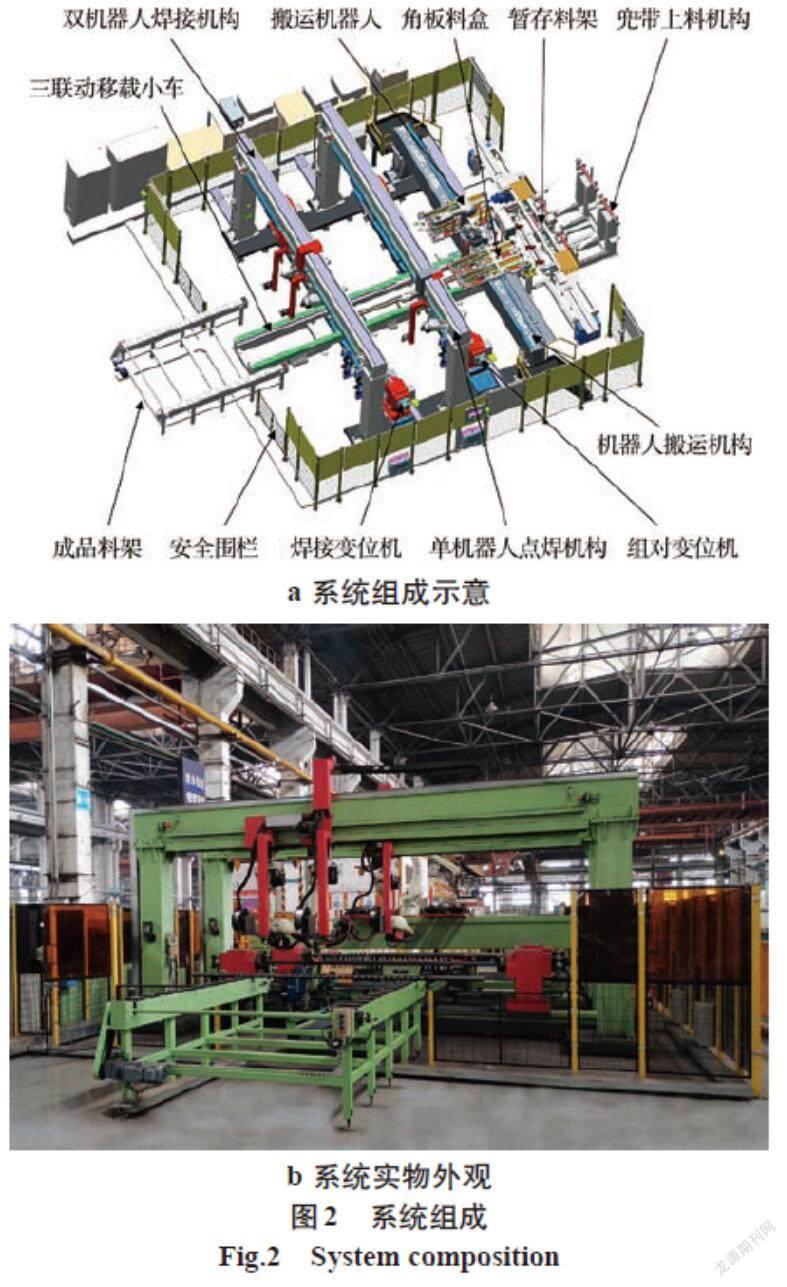
根據吊掛管的結構特點和工藝流程特點,生產線按照上料、點焊、焊接和下料環節來配置硬件,主要由兜帶上料機構、暫存料架、三聯動移載小車、機器人搬運機構(含搬運機器人)、角板料盒、組對變位機、單機器人點焊機構(含點焊機器人)、焊接變位機、雙機器人焊接機構(含焊接機器人)、成品料架、安全圍欄等組成,系統組成如圖2所示。
2.1.1 兜帶上料機構
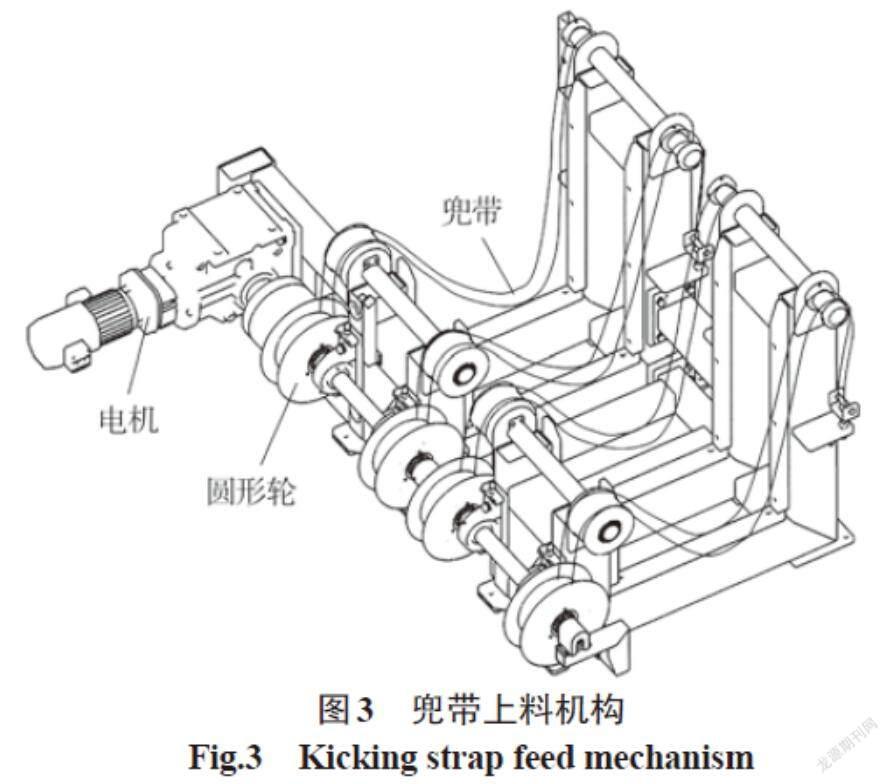
該機構將成捆鋼管進行分散后以單根鋼管的形式轉移到上料機構的暫存料架,采用減速電機驅動多組吊帶,最大承載重量為3.5噸,具體結構如圖3所示。使用過程中,管子放置于多組兜帶上。兜帶一端與圓形輪連接,一端固定在料架上。電機驅動帶動圓形輪轉動,從而實現兜帶的伸長與縮短。兜帶縮短,管子向上運動,當管子達到一定高度后會向一側滑移實現管子的輸送。當輸送管子達到一定數量后,兜帶放松變長,管子下落。
2.1.2 暫存料架
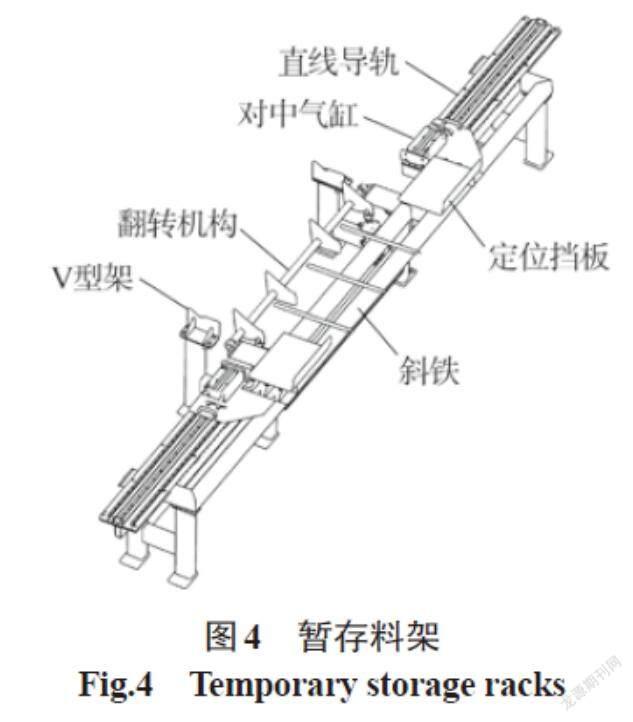
暫存料架中左右兩側的對中氣缸通過直線導軌與暫存料架相連,料架上安裝有刻度尺,可根據鋼管長度預先將對中氣缸調整到指定長度位置。暫存料架上的定位擋板可防止翻料超過額定暫存數量。斜鐵具有一定坡度,當兜帶上料機構將管子運轉到暫存料架上后,管子由于重力作用滑動到翻轉機構上端,翻轉機構旋轉將管子翻轉到V型架上,三聯動移載小車再從V型架上取管子。暫存料架的額定暫存數量最多為8根,暫存料架的結構如圖4所示。
2.1.3 三聯動移載小車
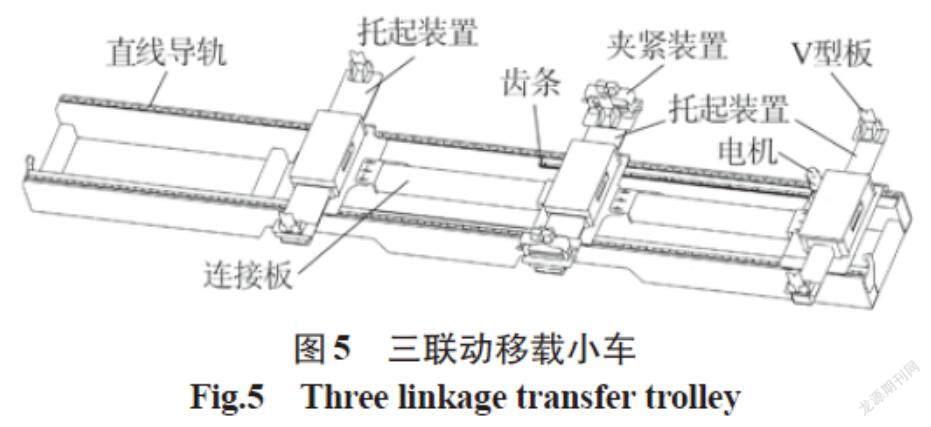
三聯動移載小車由整體底座及三組托起裝置構成。三聯動移載小車由一套伺服電機驅動,采用直線導軌+齒輪齒條機構,三組托起裝置之間通過連接板連接,可以實現同步行走精準定位,能夠同時滿足點焊工位的上下料、焊接工位的上下料及成品吊掛管的下料。托起裝置上/下運動帶動V型板上/下運動,從而實現管子的托起與下落,與暫存料架V型板、組對/焊接變位機中的氣動卡盤和成品料架配合,實現吊掛管的轉移。中間的托起裝置上裝有夾緊裝置,保證吊掛管從點焊工位轉運到焊接工位時角板的位置不發生改變,結構如圖5所示。
2.1.4 組對變位機/焊接變位機
組對變位機/焊接變位機由外部軸電機控制工件旋轉,實現與焊接機器人協調動作。變位機左右兩端安裝有氣動卡盤,可實現對吊掛管的定位,通過調整卡盤可滿足不同管徑工件的夾緊。為適應不同長度的工件,采用正反絲杠通過一臺伺服電機實現左右兩側的滑臺對中移動。
2.1.5 角板料盒
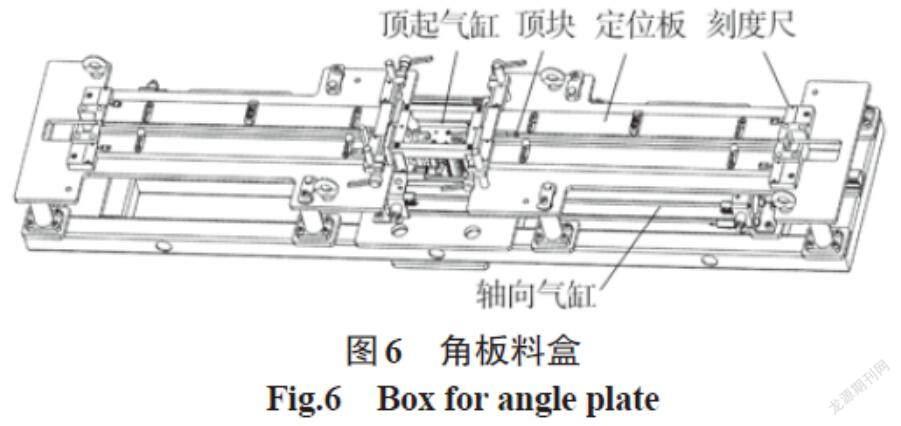
本套設備共配有4套角板料盒組件,每個組件上包含左右兩個料盤。同一種料盤可通過調整定位板之間的間隙以放置不同規格和種類的角板,料盤左右兩側有刻度尺,便于確定定位板的位置。軸向氣缸與頂塊連接,用于控制角板在定位板間隙內的軸向運動。當角板運動到前端后,頂起氣缸連接有頂起裝置將角板頂起,方便搬運機器上的夾爪取料,每次可同時頂起左右2個角板。4套角板料盒可放置720塊角板,可放置所有種類的角板,角板料盒如圖6所示。
2.1.6 機器人搬運機構
機器人搬運龍門采用地面安裝方式,布置有搬運機器人、角板料盒,采用直線導軌+齒輪齒條機構,并配置外部伺服電機帶動機器人行走,角板料盒與搬運機器人在落地龍門上同步行走實現角板的快速抓取,使焊接效率最優化。搬運機器人選用川崎RS20N型機器人,最大負載20 kg,重復定位精度±0.05 mm,最大覆蓋范圍1 725 mm。搬運機器上的夾爪包含2個氣動手指,可完成1組料盤同時頂起的2個角板的抓取和定位。
2.1.7 單機器人點焊機構/雙機器人焊接機構
點焊機器人及焊接機器人采用天吊安裝方式,點焊機器人和焊接機器人采用直線導軌+齒輪齒條機構,配置外部伺服電機帶動機器人,兩臺焊接機器人由一臺電機帶動,保持同步行走。每套機器人配有一套獨立的清槍剪絲系統。點焊和焊接機器人選用川崎RA10N型機器人,最大負載10 kg,重復定位精度±0.06 mm,最大覆蓋范圍1 450 mm。焊接電源選用Lorch S8 Speed Pulse 焊接電源,為全數字化逆變脈沖電源,可實現高速焊接。
2.1.8 成品料架
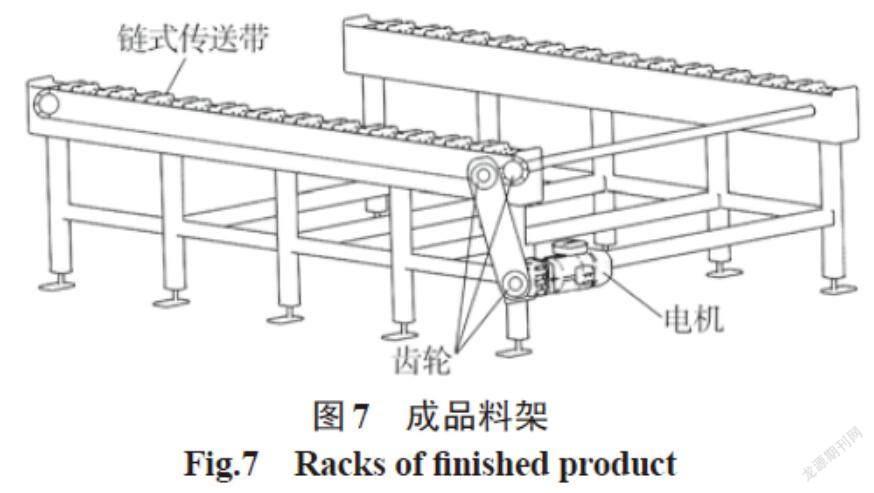
成品料架采用交流減速電機平穩驅動齒輪轉動,進而帶動鏈式傳送帶運動。三聯動移載小車將成品吊掛管放置于鏈式傳送帶的卡槽上,鏈式傳送帶帶動吊掛管實現運動轉移。成品料架具有滿料提醒功能,可放置12根吊掛管,最大承載能力3.0噸,結構如圖7所示。
2.2 軟件系統
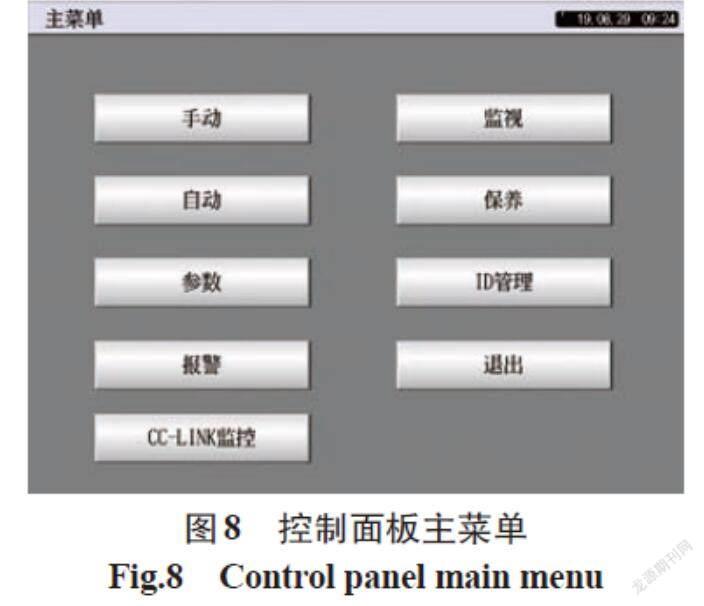
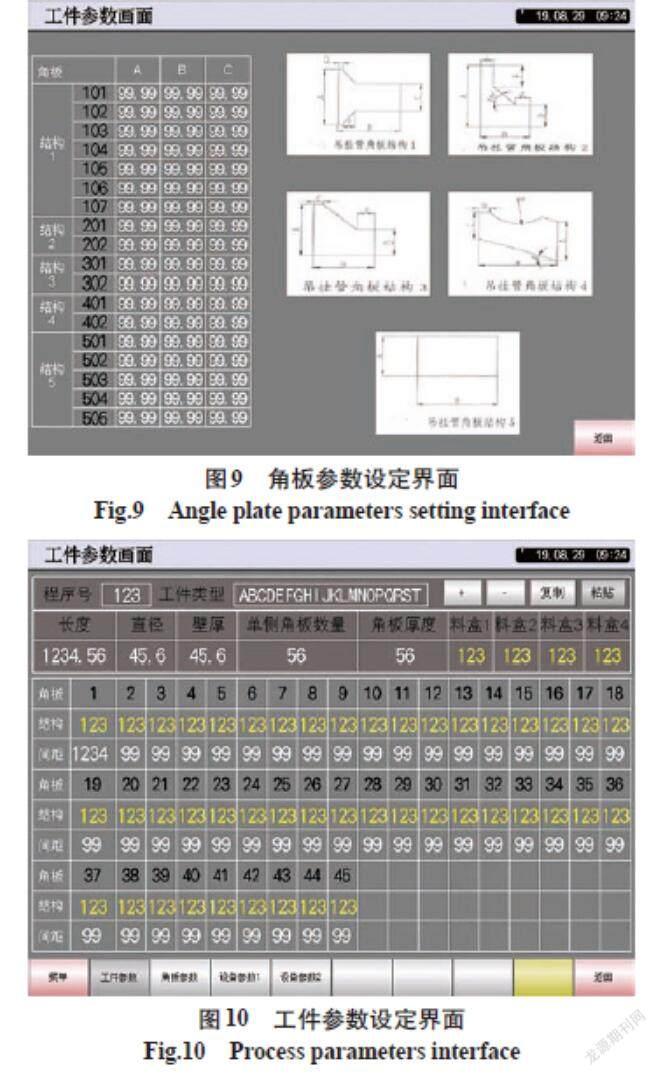
軟件系統采用PLC,是整個控制系統的核心,對搬運、焊接、夾持等機構的氣動和電動系統進行直接和間接控制。系統操作盒是系統的主要操作和信息顯示裝置,安裝有觸摸屏控制面板,實現信息顯示及操作控制功能,如顯示系統運行時的相關信息,設定和調整機器人的執行程序,實現系統內各個機構的手動和自動模式的操作控制,并可設置報警、監視、保養等系統參數,觸摸屏控制面板如圖8所示。角板結構參數設定如圖9所示,對4種結構角板的尺寸進行參數設定,并定義為相應數字編碼,機器人根據相應參數在不同料倉中抓取。焊接工件參數設置如圖10所示,可對管子規格、角板結構參數數字編碼、角板間距等參數進行設定,以實現在同一根吊管上存在角板結構變化、角板間距變化時的焊接。系統操作盒安裝有啟動、停止、運轉準備、手動/自動、緊急停止等控制按鈕,實現系統要求的功能。在上料、焊接等工位還設置有單工位按鈕盒,方便控制單工位的相應動作,如啟動、停止等。
機器人通過示教編程與AS語言編程結合的方式進行控制,實現搬運機器人抓取、行走和焊接機器人焊接、清槍剪絲、行走等動作的設定與調整。機器人通過CC-Link協議(全稱Control & Communica-tion Link,即控制與通信鏈路協議)與系統控制柜交互,實現程序的調用執行,完成設定的相應動作。在焊接電源中對焊接工藝參數進行設置,并生成程序號,在控制系統的系統操作盒中輸入相應的程序號,機器人通過DeviceNet(網絡設備網,一種現場總線標準)調用焊接電源中的參數。
3 系統作業流程
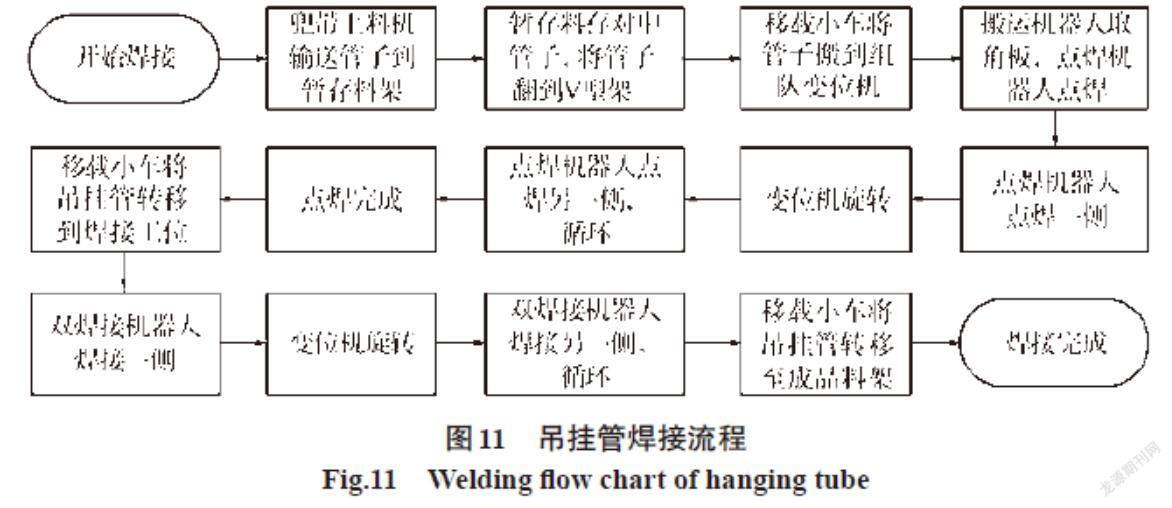
吊掛管自動化焊接生產線可實現上料、轉運、點焊和焊接等全流程自動流轉,生產節拍緊湊,自動化等級高。具體流程為:兜帶上料機構將管子輸送到暫存料架→暫存料架對管子進行對中處理→對中后將管子翻到V形架→三聯動移載小車將V形架上的管子搬運到組對變位機→組對變位機的卡盤夾緊管子→搬運機器人從角板料盒取料→搬運機器人持角板,點焊機器人點焊角板→點焊完成后三聯動移載小車搬運到焊接變位機→焊接變位機夾緊吊掛管→雙機器人同時從角板兩側對吊掛管進行焊接,實現一側角板兩條焊縫的焊接,然后變位機將吊掛管進行翻轉,雙機器人再同時焊接另一側角板的兩條焊縫,如此循環,實現所有吊掛管角板的焊接→焊接完成后三聯動移載小車將吊掛管搬運到成品料架。重復上述動作實現吊掛管自動化焊接,具體流程如圖11所示。
4 調試與試驗
4.1 試驗條件和參數
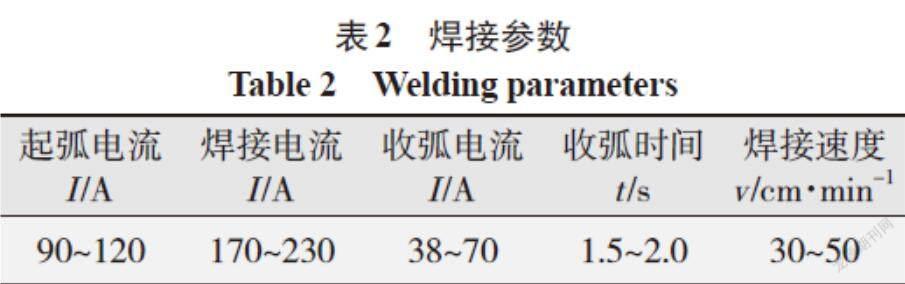
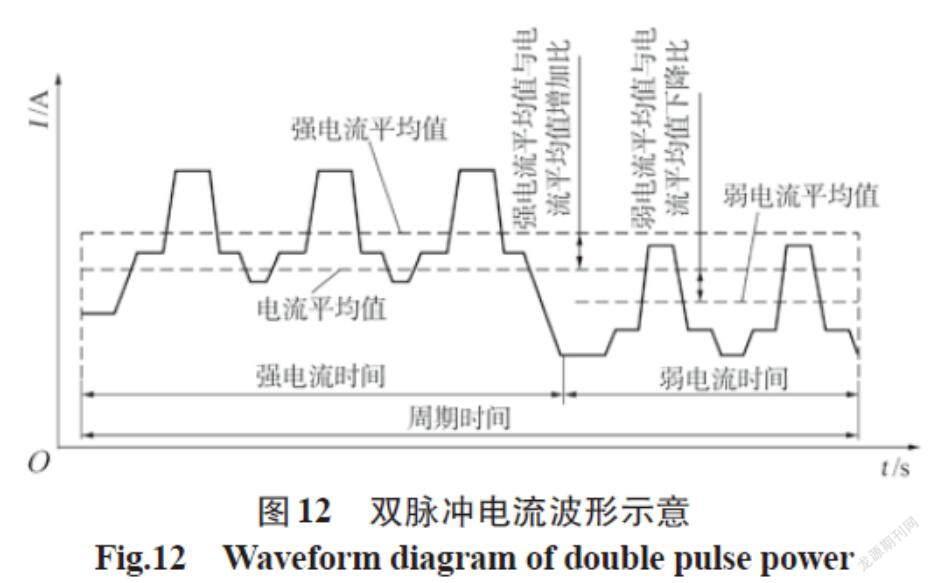
試驗管子材質為15CrMoG(φ51 mm×9 mm),角板材質為12Cr18Ni9(T=6 mm),焊絲為ER309Mo(φ1.2 mm),焊接參數如表2所示。焊接方法為雙脈沖MAG焊,其雙脈沖電流波形示意如圖12所示,強(弱)電流平均值與電流平均值的升降比為25%~40%,強電流占空比為30%~45%。焊接過程中強脈沖與弱脈沖交替變換,熱輸入也發生周期性改變,從而攪拌熔池,細化晶粒。雙脈沖MAG焊的優點為:電弧穩定,焊接過程無飛濺,焊接熱影響區小,熔深和焊縫成型均勻一致, 在自動化焊接中較為適用。
在焊接一個角板的兩側焊縫時,若兩個填充滿焊焊槍的運動方向為對向運動,在兩只焊槍交錯后的后段焊接過程中,由于前一焊槍的加熱作用,且角板薄、溫度升高快,焊縫金屬更容易向角板側潤濕和偏移,導致焊縫成形前后不均勻。焊槍運動方向改為同向運動后,焊縫成形獲得改善。
為減少焊接變形的影響,焊接機器人與變位器配合進行吊掛管兩側角板的對稱焊接,同時焊接過程中采用傳感方式實時調整焊槍位置,實現精準焊接。
4.2 試驗結果
在自動化模式下,采用以上焊接工藝進行焊接,焊后進行100% PT無損檢測,結果合格。獲得的吊掛管焊縫表面成形均勻一致、平滑美觀,如圖13所示。上料、點焊、焊接、下料、轉運等過程都由設備獨立完成,焊接過程流暢,焊接每對角板的時間約為1 min。
吊掛管的角焊縫截面如圖14所示,可以看出,角板與管子之間為非焊透結構,焊后兩側角焊縫形貌對稱一致,在管子上產生的焊接熔深約為2 mm,在角板上產生的焊接熔深約為3 mm。
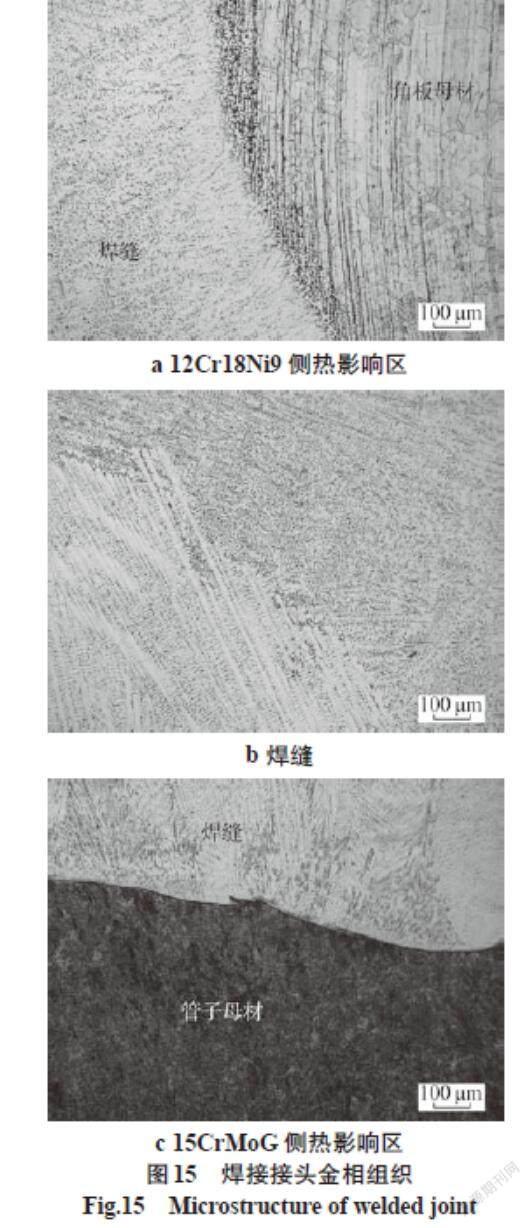
采用光學顯微鏡對吊掛管角焊縫進行微觀金相檢測,如圖15所示。焊接接頭中未發現裂紋、夾渣、咬邊、未熔合等缺陷,焊縫的金相組織為奧氏體+鐵素體,形貌為樹枝晶形態,管子側熱影響區為貝氏體,角板側母材和熱影響區組織為奧氏體+鐵素體。宏觀、微觀金相組織檢驗合格,證明了采用吊掛管自動化焊接生產線焊接吊掛管具有較高的工藝可靠性,焊接質量較高。
5 結論
(1)吊掛管自動化焊接生產線可實現電站鍋爐吊掛管的上料、點焊、焊接、下料、轉運等環節全流程自動化焊接生產,焊接每對角板的時間約1 min,焊接合格率超過99%。
(2)吊掛管自動化生產線可焊接不同材質組合、兩側對稱、多種結構形式的電站鍋爐吊掛管,適應焊絲種類為碳鋼、低合金鋼和奧氏體不銹鋼。
參考文獻:
[1]王萍,曲瑞.電站鍋爐異種鋼焊接接頭失效問題淺析[J].鍋爐制造,2021,285(1):45-49.
[2]羅永飛,李占霜.電站鍋爐智能化焊接現狀與發展趨勢[J].電焊機,2016,46(3):7-10.
[3]邵建明.燃煤發電鍋爐焊接工藝及裝備展望[J].鍋爐技術,2014,45(5):64-67.
[4]盛仲曦,陳弈,楊霄,等.鍋爐集箱短管接頭機器人焊接系統[J].電焊機,2017,47(7):43-46.
[5]秦國梁,陳蓉,矯恒杰,等.鍋爐壓力容器焊接工藝及設備的發展現狀[J].金屬加工,2019(4):17-24.
[6]譚一烔,周方明,王江超,等.焊接機器人技術現狀與發展趨勢[J].電焊機,2006,36(3):6-10.
[7]陳善本,林濤,陳文杰,等.智能化焊接制造工程的概念與技術[J].焊接學報,2004,25(6):124-248.
