不銹鋼儲罐DP-TIG焊接技術研究
2021-10-27 01:13:32畢學松,李志波,董傳陽
電焊機 2021年10期
畢學松,李志波,董傳陽


摘要:針對不銹鋼儲罐的特征及實際生產工況要求,提出了一套高效優質的DP-TIG焊接技術解決方案,并開展了相應的研究工作。結果表明,DP-TIG焊接技術可通過電弧穿孔效應增加焊接熔深,實現單面焊雙面成形,焊縫質量滿足行業標準要求;對坡口間隙、角度及錯邊等實際復雜工況適應能力強;焊接過程無需坡口,耗材少,生產成本低;焊接工藝參數簡單,調整方便,人員操作技能要求低。該技術已成功應用于不銹鋼低溫儲罐、醫療器械等行業中,改變了原有生產方式,焊縫質量優、焊接效率高,滿足用戶生產需求。
關鍵詞:不銹鋼儲罐;DP-TIG;單面焊雙面成形
中圖分類號:TG457? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)10-0043-07
DOI:10.7512/j.issn.1001-2303.2021.10.08
0? ? 前言
隨著我國經濟的高速發展,鋼制儲罐作為儲氣、儲液的主要工具,越來越多地應用于石油、化工、糧油、核電、國防等領域[1]。實際應用中儲罐承擔著盛裝冷液和密封的作用,其運行及服役工況環境比較復雜且惡劣,因此儲罐對焊縫質量要求極為嚴格,其焊接接頭性能直接關系到儲罐的施工質量和安全可靠性,必須滿足相關技術標準規定[2]。不銹鋼具有良好的塑性、韌性及耐腐蝕性能,被廣泛應用于儲罐的生產制造中。但不銹鋼具有熱導率小、熱膨脹系統大、電阻率高等物理特性,加之不銹鋼儲罐直徑較大、壁薄,使得不銹鋼儲罐在焊接時易發生變形,焊后糾正較難[3-4]。
1 不銹鋼儲罐制造現狀
目前,不銹鋼儲罐焊接多采用手工焊背面清根封底焊工藝,焊接材料用量大,熔敷效率低,且易出現夾渣、裂紋等焊接缺陷,同時背面清根工作環境惡劣、工作量大。隨著市場對高效優質、綠色環保焊接技術的迫切需求,出現了許多自動化或半自動化的焊接技術及設備,例如熔化極氣體保護焊、自動氬弧焊、氬弧焊打底焊+焊條電弧焊填充、自動埋弧焊、等離子或P+T焊接技術等[5-8]。采用以上焊接技術時,工件一般需開V型坡口,多層多道焊接,耗材多,生產成本高,生產效率仍然較低。等離子焊一般采用I型坡口,工件可不開坡口,可提高焊接質量和生產效率,但焊接設備復雜,氣體、配件等耗材價格較貴,生產制造成本高,同時等離子焊接參數多,焊接工藝復雜,對操作人員技能水平要求高[9]。
2 不銹鋼儲罐焊接新技術方案
針對不銹鋼儲罐焊縫特征及實際應用工況要求,成功開發了一套優質DP-TIG焊接技術解決方案。DP-TIG焊接(Deep Penetration-Tungsten Inert Gas Welding)是一種新型高效TIG焊接技術,主要通過對鎢極的高效冷卻及電弧自身的磁收縮效應使電弧壓縮,提高電弧能量密度,增大焊接熔深。并通過穿孔形式獲得穩定的單面焊雙面成形焊縫,焊接質量可靠,焊接效率高,焊接工藝簡單。
文中通過試驗研究了SUS304不銹鋼DP-TIG焊接技術。分析了在不同間隙、錯邊及自由角度的情況下,DP-TIG焊接技術在不銹鋼儲罐焊接時的工況適應能力,為實際工程應用提供參考。
3 不銹鋼儲罐DP-TIG焊接工藝研究
3.1 試驗方案
試驗設備采用自主研發的DP-TIG焊槍、電源、冷卻水箱、試驗平臺等,如圖1所示。試驗前用角磨機和鋼絲刷去除試板表面氧化膜,并用丙酮或者酒精去除試板表面油污;然后進行平板對接焊接;試驗完成后,對焊縫進行宏觀金相、力學性能、X射線探傷等檢測,檢驗焊接質量。
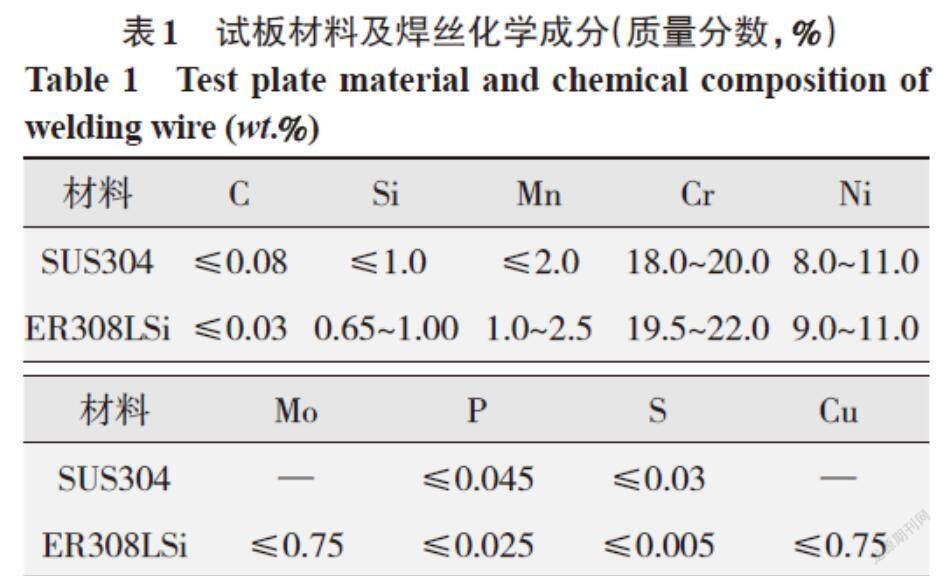
3.2 試驗材料
試板材料選用SUS304不銹鋼,板厚6 mm,焊絲采用ER308LSi,直徑1.0 mm,試板材料及焊絲主要化學成分如表1所示。焊槍保護氣和背面保護氣均采用99.99%純氬氣。
3.3 接頭設計
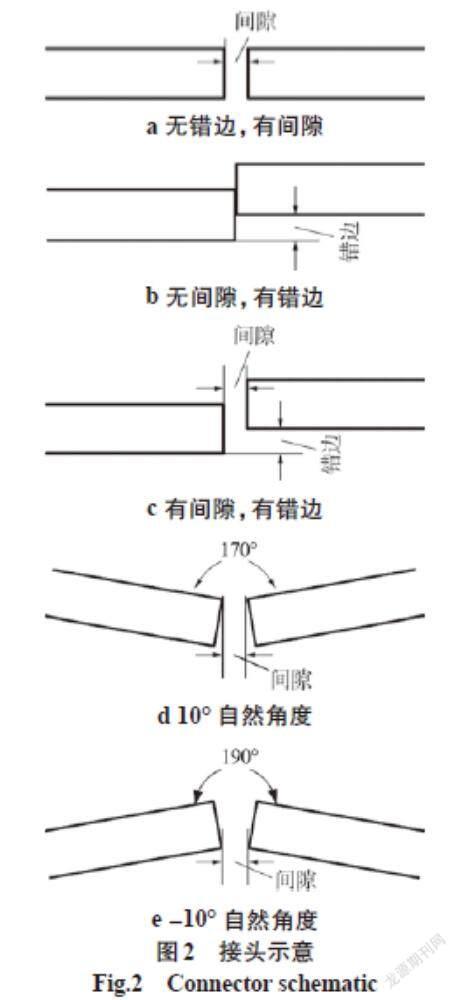
針對不銹鋼儲罐應用場景,設計了4種類型的接頭形式:
(1)I型坡口對接接頭,無錯邊,間隙0~2.0 mm,如圖2a所示。
(2)I型坡口對接接頭,無間隙,錯邊0~2.0 mm,如圖2b所示。
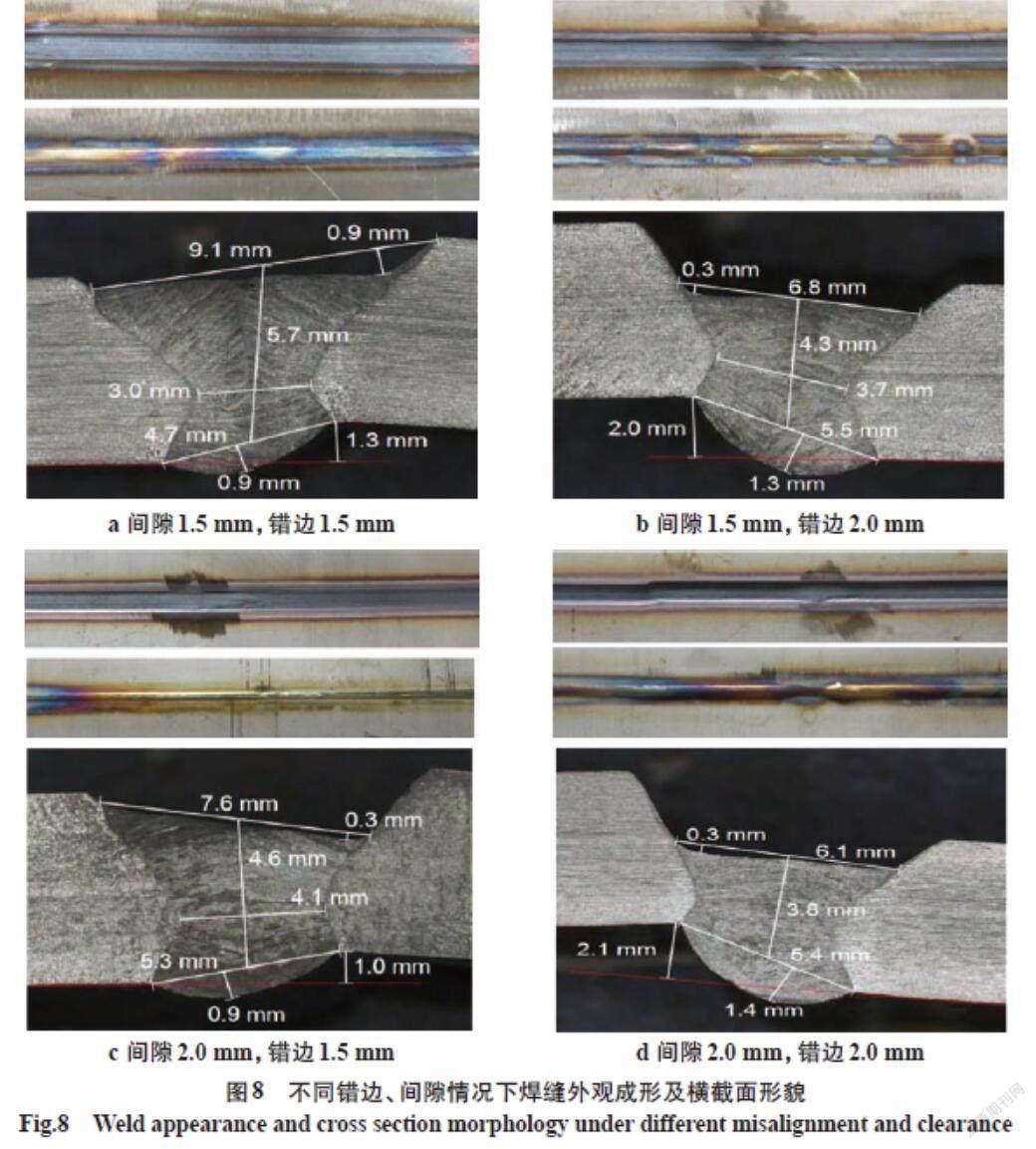
(3)I型坡口對接接頭,間隙1.5~2.0 mm,錯邊1.5~2.0 mm,如圖2c所示。
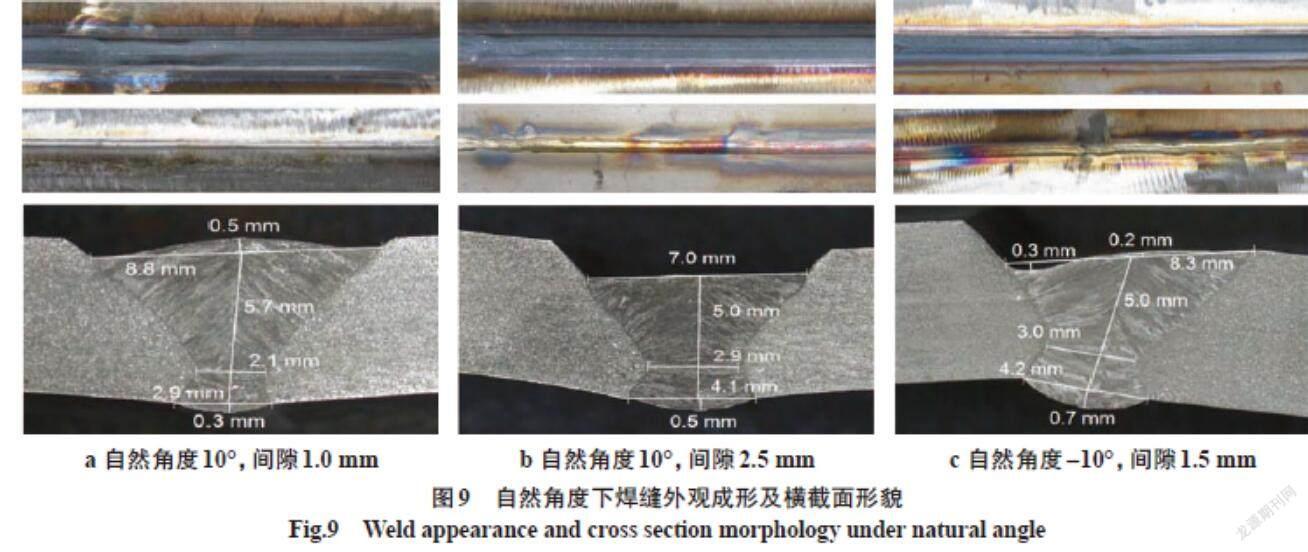
(4)I型坡口對接接頭,存在10°、-10°自然角度,間隙0~2.5 mm,如圖2d、2e所示。
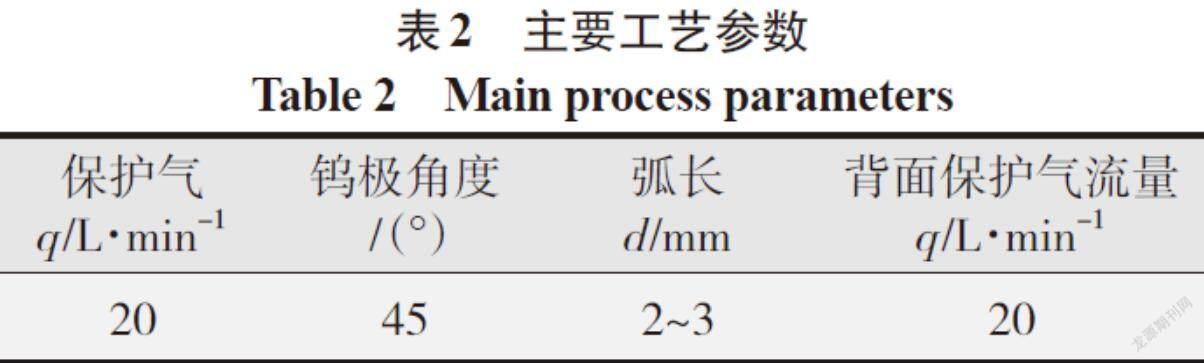
3.4 試驗參數
通過大量的試驗研究和工藝優化,實現了6 mm不銹鋼DP-TIG單面焊雙面成形。主要工藝參數如表2所示。
3.5 試驗結果
3.5.1 基本試驗
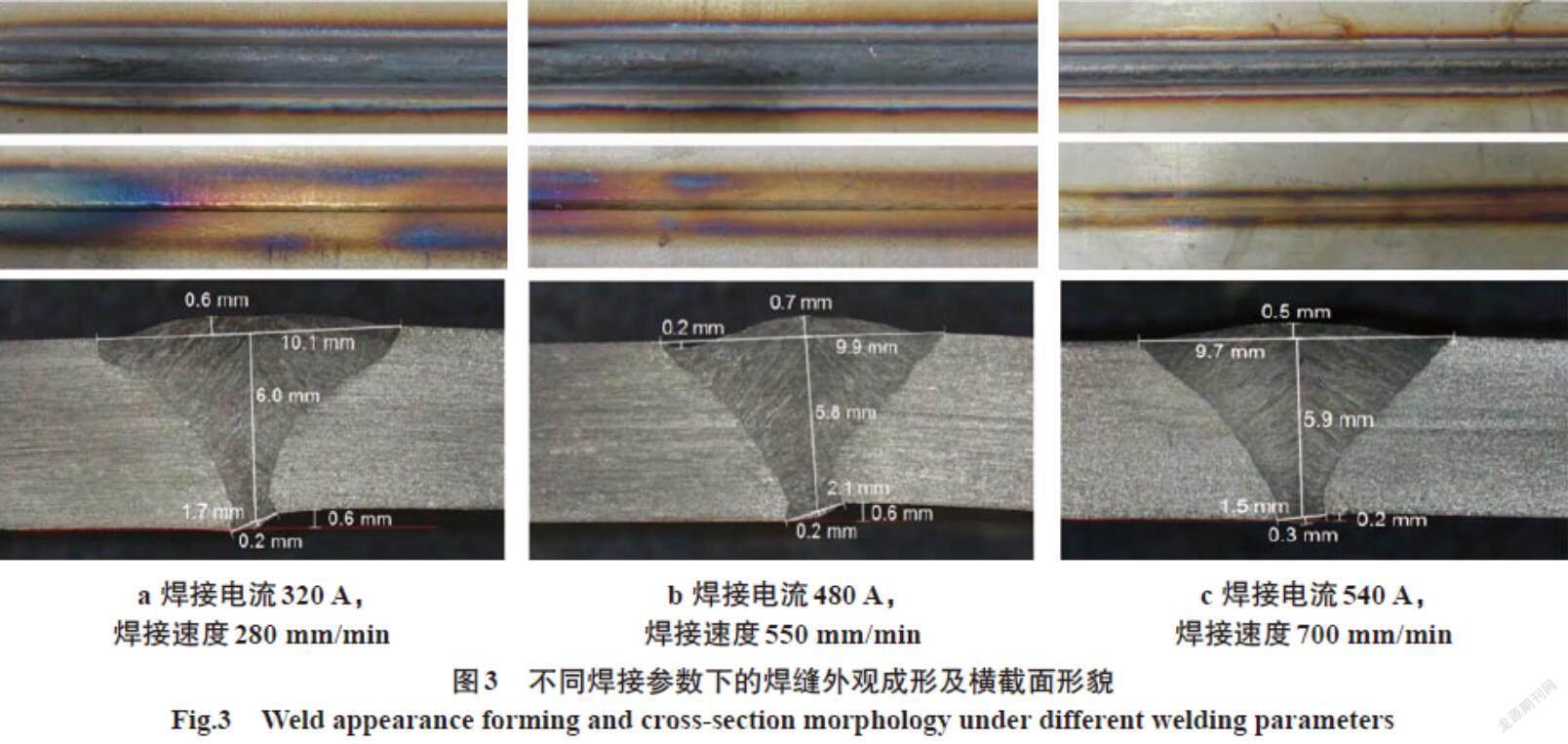
分別對不同焊接電流、焊接速度下的不銹鋼DP-TIG焊接工藝進行研究,焊接電弧集中、挺度高,實現穿孔效應,焊接過程穩定。
典型參數下焊縫外觀及截面宏觀圖片如圖3所示。可以看出,不同焊接參數下,DP-TIG焊接均能實現單面焊雙面成形,焊縫正面及背面成形良好,未出現咬邊、氣孔、未焊透、未熔合等缺陷,焊縫背面熔透均勻,滿足焊縫成形外觀要求。
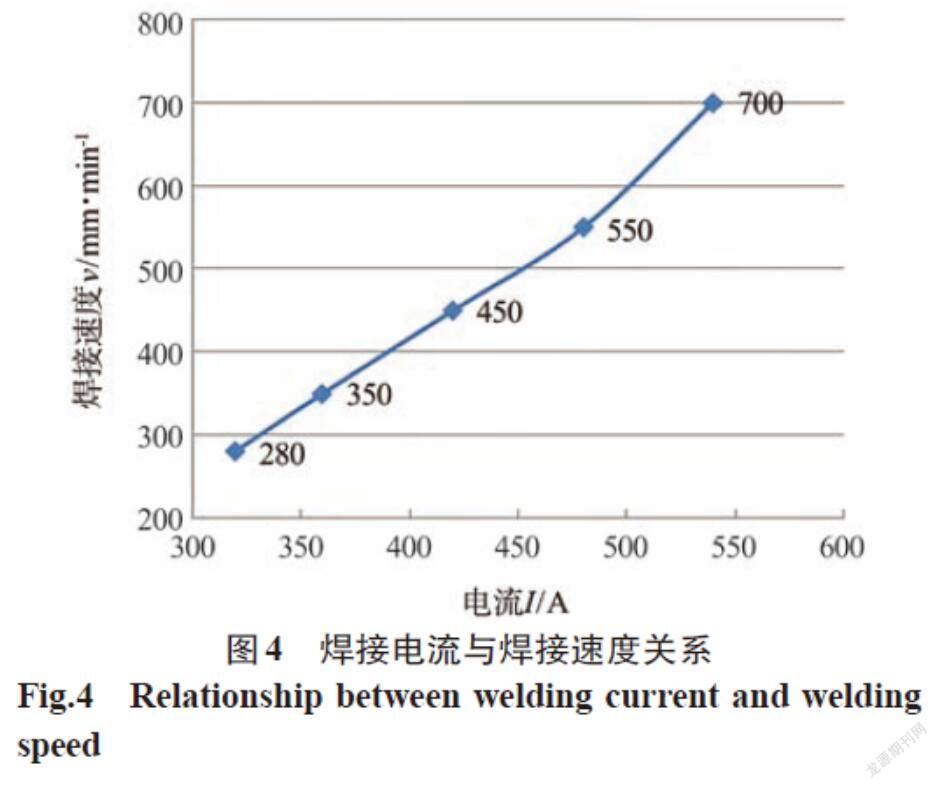
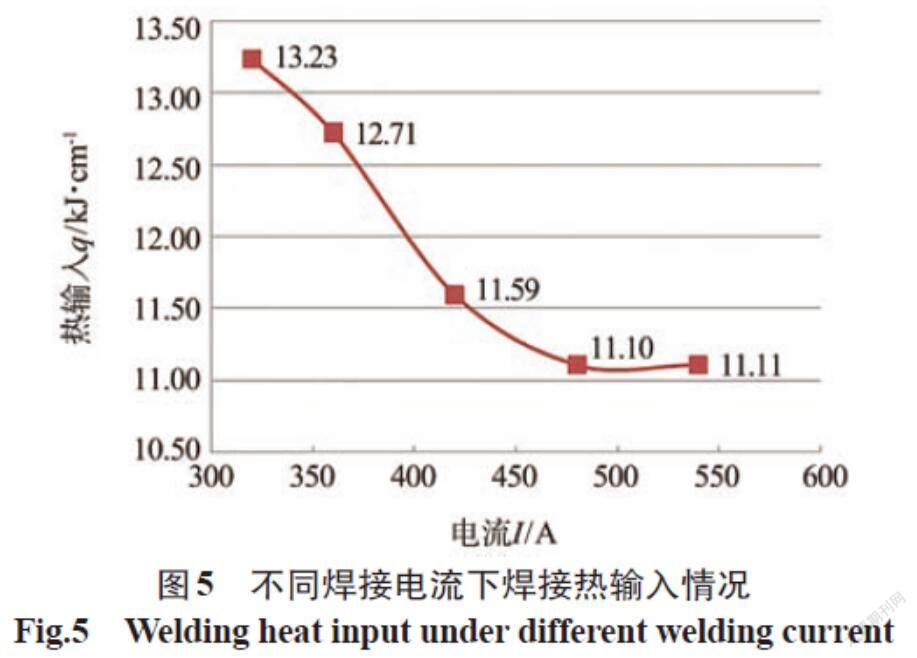
焊接電流與焊接速度關系如圖4所示。可以看出,隨著焊接電流的增大,電弧穿透能力增強,焊接速度近似于線性提高,當焊接電流為550 A時,焊接速度可提高至700 mm/min。同時,進一步分析不同焊接電流下的焊接熱輸入情況,如圖5所示。可以看出:電流較小時,由于焊接速度較小,熱輸入較大;隨電流的增加,焊接速度增加,熱輸入會減小,尤其是電流在420 A以上時,焊接熱輸入小于12 kJ/cm;電流達到一定程度后,熱輸入變化不明顯。這是由于DP-TIG焊接技術在大電流情況下,電弧的電磁壓縮效果越強,焊接速度就越高。可見,DP-TIG焊接技術在大電流焊接情況下優勢更為明顯。
與現有不銹鋼儲罐焊接技術相比,DP-TIG焊接技術能夠顯著提高焊接效率和質量。同時,焊接過程無需開坡口,減少焊材消耗,降低生產成本;減少焊接工序,降低人員勞動強度,提高生產效率;焊接過程熱輸入小,減小焊接變形;工藝參數少,調整方便簡單,通過匹配焊接電流和焊接速度,即可獲得良好焊縫,降低對人員技能的要求。
3.5.2 工況適應能力試驗
在焊接作業中,受材料、坡口加工條件、組對條件、工裝夾具、操作者技能等因素影響,坡口間隙、錯邊及角度等尺寸及其精度難以保證。通過改變坡口的組對間隙、錯邊、角度條件,研究焊接電流為480 A,焊接速度550 mm/mim 時DP-TIG實際生產工況適應能力。
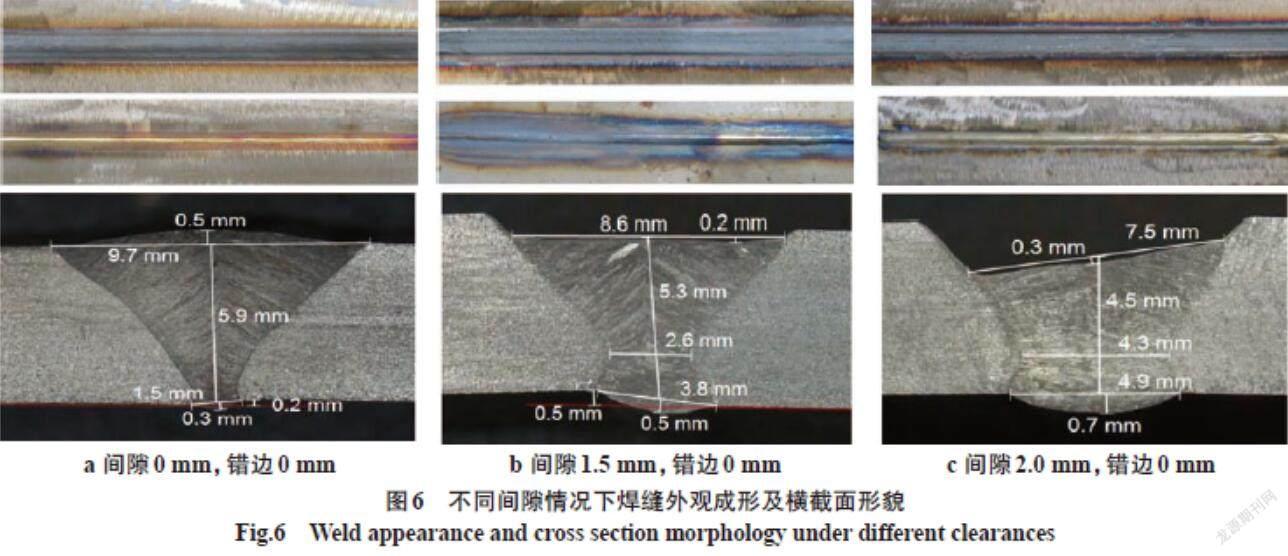
(1)間隙適應性。
無錯邊時,不同間隙情況下焊縫外觀成形及橫截面形貌如圖6所示。可以看出,間隙在2.0 mm以內時,均能形成穩定的小孔,焊縫成形良好,未出現未焊透或焊漏現象。間隙大于2.0 mm時,電弧直接從間隙穿過,不能形成穩定熔池及焊縫。因此,無錯邊時,該工藝對間隙的最大適應能力為2.0 mm。
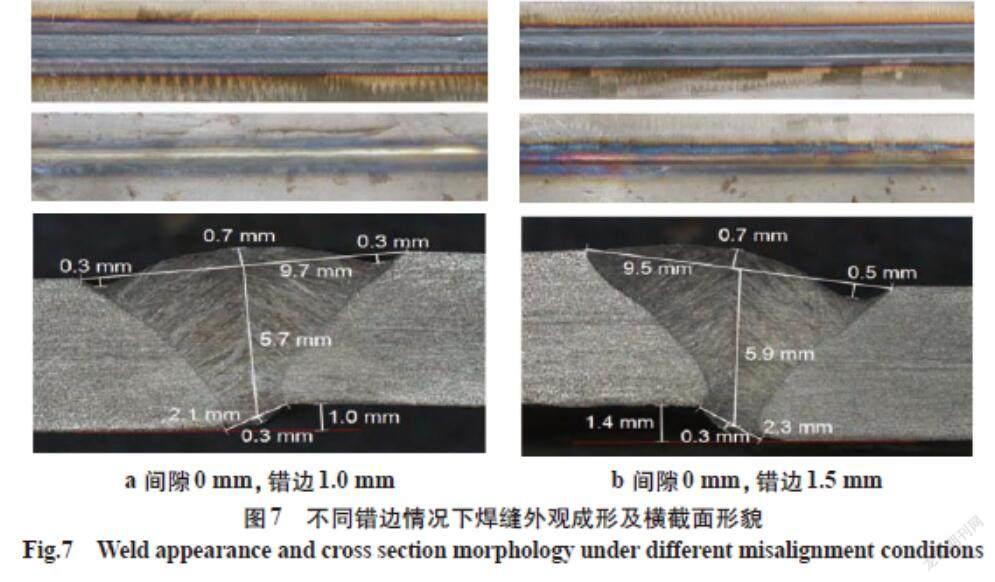
(2)錯邊適應性。
無間隙時,不同錯邊情況下焊縫外觀成形及橫截面形貌如圖7所示。可以看出,錯邊在1.5 mm以內時,焊縫正面成形飽滿,均勻美觀,背面熔透良好,實現了單面焊雙面成形。由于錯邊大小影響電弧穿透能力,當錯邊大于1.5 mm時,電弧穿透能力不穩定,影響背面成形。因此,當無間隙時,該工藝對錯邊最大適應能力為1.5 mm。
(3)間隙、錯邊同時存在時焊接適應性。
當間隙、錯邊均存在時,焊接接頭形式如圖2c所示,其焊縫外觀成形及橫截面形貌如圖8所示。可以看出,間隙為1.5 mm、錯邊為1.5 mm時,焊接過程穩定,焊縫成形良好,背面熔透。間隙、錯邊量分別增大至2.0 mm時,焊縫成形不穩定,焊點處容易焊漏。由此可見,DP-TIG焊接能夠同時適應的最大間隙和錯邊量為1.5 mm。
(4)自然角度情況下焊接適應性。
I型坡口對接時,形成10°或-10°自然角度,間隙大小對焊縫成形影響如圖9所示。此種情況相當于開V型坡口,當間隙小于1 mm時,焊接效果良好。
3.5.3 性能檢測
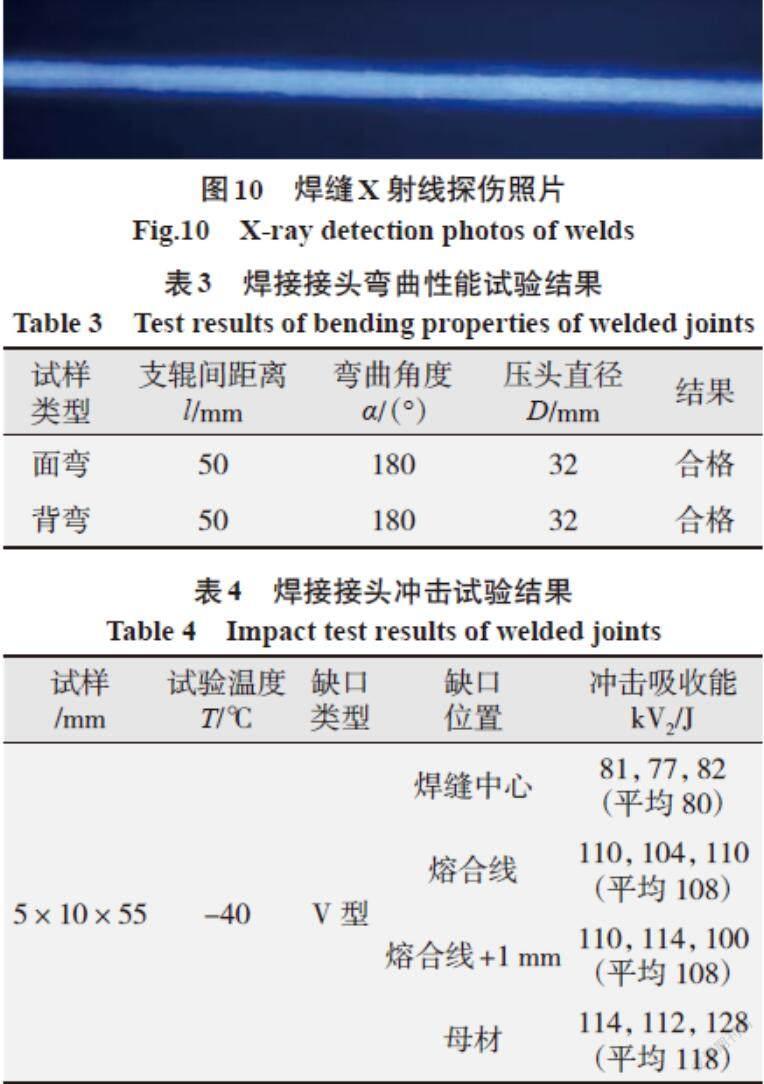
依據行業標準NB/T 47013.2-2015《承壓設備無損檢測 第2部分:射線檢測》要求,對DP-TIG焊接后焊縫進行X射線檢測,X射線探傷典型照片如圖10所示。可以看出,焊縫內部未發現裂紋、未熔合、未焊透、圓形缺陷,結果符合Ⅰ級焊縫標準。
依據國標GB/T 2653-2008《焊接接頭彎曲試驗方法》、GB/T 2650-2008《焊接接頭沖擊試驗方法》和GB/T 2651-2008 《焊接接頭拉伸試驗方法》檢測焊接接頭力學性能,結果如表3~表5所示。結果表明,不銹鋼DP-TIG焊接接頭性能滿足實際應用要求。
4 實施案例
DP-TIG焊接技術已在低溫儲罐、醫療機械等行業得到了成功應用。以某客戶低溫儲罐焊接應用為例,其儲罐罐體為SUS304不銹鋼,壁厚8 mm,罐體環縫、縱縫數量多,焊縫長度最長可達十幾米,全部焊縫要求無缺陷,焊接接頭力學性能合格。針對客戶需求,采用DP-TIG焊接技術并結合TIG擺動焊接蓋面,采用I型坡口對接,一次焊接單面焊雙面成形,焊接速度高,極大提高了焊接效率和產品合格率。用戶對焊接接頭無損檢驗、力學性能、金相組織等指標進行了全面檢驗分析,結果均滿足應用需求。DP-TIG焊接設備及焊接效果照片分別如圖11、圖12所示。
DP-TIG焊接方法是一種高效優質的焊接技術,可以推廣應用于食品、醫療器械、壓力容器、石化、核電等諸多領域,提高焊接質量和效率,助力我國焊接制造技術的進步與發展。
5 結論
(1)DP-TIG焊接技術通過穿孔效應能穩定實現不銹鋼儲罐單面焊雙面成形,焊縫外觀質量、力學性能均能滿足行業標準要求,焊接質量好。
(2)DP-TIG焊接技術對不銹鋼焊接接頭組對間隙、錯邊及角度適應能力強,能夠適應行業現有工況要求。
(3)DP-TIG焊接過程無需開坡口,無需多層多道焊,減少焊材消耗,降低生產成本;工藝參數簡單,調整方便,降低對人員操作技能的要求,提高了生產效率。
(4)DP-TIG焊接技術已成功應用于低溫儲罐、醫療器械等行業,改變原有生產方式,焊接質量好,提高了客戶生產效率,降低了生產制造成本,很好地滿足了用戶需求。
參考文獻:
[1]張錢磊.不銹鋼儲罐焊接技術[J].焊接技術,2020,49(7):101-103.
[2]劉仲民.儲罐焊接技術的研討[J]. 焊接技術,2017,46(5):145-147.
[3]寇建峰. SUS304不銹鋼儲罐焊接的變形量控制[J].石油工程建設,2017,43(6):83-86.
[4]邵立軍.不銹鋼儲罐焊接變形控制[J].中國石油和化工標準與質量,2017(22):142-148.
[5]魏獻玲,齊淑改,王淑范,等. CO2氣體保護焊在不銹鋼儲罐上的應用[J].石油工程建設,2006,32(3):56-58.
[6]劉兵,王玉松.奧氏體不銹鋼儲罐熔化極氣體保護焊[J].化工建設工程,2003,25(2):19-27.
[7]劉長沙,張桂龍,郭祥俠.不銹鋼儲罐壁板陶瓷襯墊單面焊雙面成型焊接工藝研究[J].安裝,2020(8):64-66.
[8]蔣激揚.自動化焊接技術在大型不銹鋼儲罐中的全面應用[J].石油化工建設,2013(1):71-73.
[9]閆興貴,李占勇. SUS304不銹鋼等離子弧焊接[J].焊接技術,2012,41(9):20-22.
