大型高壓對輥成型機(jī)智能控制
2021-10-25 07:19:14馬海軍雷久剛馬波望吳永強(qiáng)杜自彬
礦山機(jī)械 2021年10期
關(guān)鍵詞:智能
馬海軍,雷久剛,馬波望,吳永強(qiáng),周 威,杜自彬
1洛陽礦山機(jī)械工程設(shè)計(jì)研究院有限責(zé)任公司 河南洛陽 471039
2礦山重型裝備國家重點(diǎn)實(shí)驗(yàn)室 河南洛陽 471039
3長沙有色冶金設(shè)計(jì)研究院有限公司 湖南長沙 410019
4廈門科拓通訊技術(shù)股份有限公司 福建廈門 361000
近年來,高壓對輥成型機(jī)的應(yīng)用越來越廣泛,尤其是在褐煤成型領(lǐng)域。而大型高壓對輥成型機(jī)在負(fù)荷運(yùn)行中其自動化控制是一個(gè)難點(diǎn),需要同時(shí)滿足成型機(jī)運(yùn)行穩(wěn)定和型煤質(zhì)量穩(wěn)定。高壓對輥成型機(jī)運(yùn)行穩(wěn)定包括各運(yùn)轉(zhuǎn)件、各電動機(jī)和各液壓缸壓力的穩(wěn)定、各軸承溫度和各輔助設(shè)備運(yùn)轉(zhuǎn)正常,可以通過自動化控制操作實(shí)現(xiàn)電動機(jī)電流和液壓缸壓力的穩(wěn)定。但遺憾的是,目前對大型高壓對輥成型機(jī)而言還沒有一個(gè)能實(shí)際應(yīng)用的自動化控制方法。究其原因,大型高壓對輥成型機(jī)的自動化控制操作需要同時(shí)滿足以下條件:主電動機(jī)電流、左螺旋電動機(jī)及右螺旋電動機(jī)電流需穩(wěn)定在一個(gè)安全的控制范圍內(nèi),2 個(gè)液壓缸的壓力差需穩(wěn)定在一個(gè)控制范圍內(nèi),兩輥縫之差值需穩(wěn)定在一定控制范圍內(nèi)。型煤質(zhì)量穩(wěn)定可以通過控制下料量和擠壓力來實(shí)現(xiàn),轉(zhuǎn)化到自動化控制操作中即通過控制輥縫和液壓缸壓力來實(shí)現(xiàn)。截止目前,用于大型高壓對輥成型機(jī)的智能自動化控制方式還未見到相關(guān)報(bào)道。
1 大型高壓對輥成型機(jī)
大型高壓對輥成型機(jī)如圖 1 所示,主要由主電動機(jī)、減速器、機(jī)架、擠壓輥、液壓系統(tǒng)及給料機(jī)組成。給料機(jī)上端分別配置有左右螺旋電動機(jī),主電動機(jī)通過減速器為成型機(jī)提供動力,減速器為雙輸出結(jié)構(gòu)且作用是實(shí)現(xiàn) 2 個(gè)擠壓輥的同步運(yùn)行,減速器的一個(gè)輸出軸剛性聯(lián)接固定擠壓輥,減速器的另一個(gè)輸出軸柔性聯(lián)接活動擠壓輥,2 個(gè)液壓缸作用于活動擠壓輥?zhàn)笥覂奢S承座,并在運(yùn)行中給固定擠壓輥及物料實(shí)施擠壓力,并保持?jǐn)D壓輥受力及下料均勻,給料機(jī)位于兩擠壓輥上方并給物料一個(gè)預(yù)壓力[1-2]。
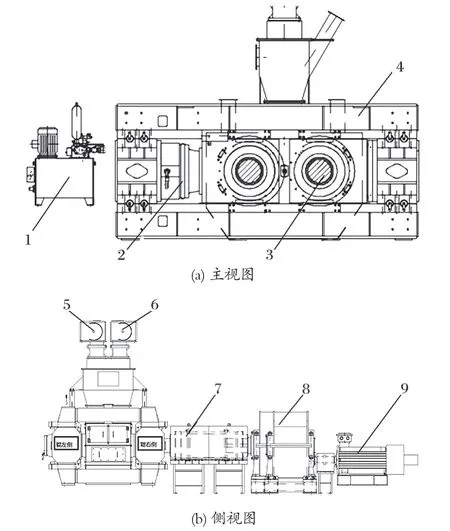
圖1 大型高壓對輥成型機(jī)Fig.1 Large high-pressure roll forming machine
筆者提供了一種用于大型高壓對輥成型機(jī)自動化智能控制方法,該方法通過調(diào)整左右螺旋電動機(jī)的轉(zhuǎn)速來實(shí)現(xiàn)大型高壓對輥成型機(jī)運(yùn)行平穩(wěn),并通過調(diào)整主電動機(jī)電流、左右螺旋電動機(jī)電流、2 個(gè)液壓缸壓差使擠壓輥兩端輥縫之間的差值穩(wěn)定在一定的范圍。
2 自動化智能控制
自動化智能控制邏輯如圖 2 所示[3]。由圖 2 可知,當(dāng)大型高壓對輥成型機(jī)進(jìn)入自動模式控制時(shí),所有控制技術(shù)參數(shù)均能被讀取,當(dāng)空載啟動主電動機(jī),主電動機(jī)電流穩(wěn)定時(shí),給料機(jī)才能進(jìn)行下料。自動模式控制下,當(dāng)左、右螺旋電動機(jī)的電流超過設(shè)定電流時(shí),則說明給料機(jī)的下料不暢即下料速度過快,此時(shí)應(yīng)降低左、右螺旋電動機(jī)的轉(zhuǎn)速;當(dāng)左、右螺旋電動機(jī)的電流不超標(biāo)即下料順暢,則說明給料機(jī)運(yùn)行正常。
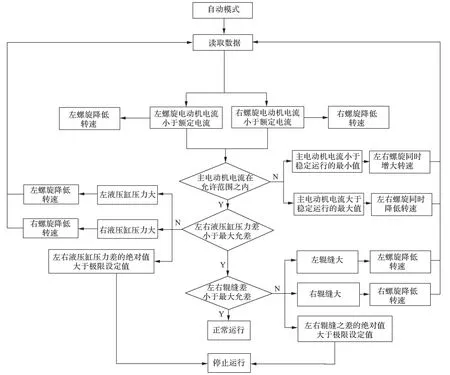
圖2 自動化智能控制邏輯Fig.2 Logic of automatic intelligent control
當(dāng)加載穩(wěn)定運(yùn)行時(shí),主電動機(jī)電流介于額定電流的 30%~90%。如果主電動機(jī)電流小于穩(wěn)定運(yùn)行的最小值且大于空載電流時(shí),應(yīng)同時(shí)增加左、右螺旋電動機(jī)的轉(zhuǎn)速以提高給料量;如果主電動機(jī)電流大于穩(wěn)定運(yùn)行的最大值且小于額定電流時(shí),則說明兩擠壓輥之間的給料較多,此時(shí)應(yīng)同時(shí)減少左、右螺旋電動機(jī)的轉(zhuǎn)速以減少給料量;如果主電動機(jī)電流大于額定電流則說明兩擠壓輥之間的給料極多并超過主電動機(jī)的額定承受能力,此時(shí)應(yīng)同時(shí)大幅度減少左、右螺旋電動機(jī)的轉(zhuǎn)速以減少給料量,并達(dá)到保護(hù)主電動機(jī)不過載的目的。
如果左、右兩側(cè)液壓缸壓力差大于 2 MPa 時(shí),則說明擠壓輥間給料不均,此時(shí)應(yīng)減少相對應(yīng)一側(cè)螺旋電動機(jī)的轉(zhuǎn)速以降低給料量,以此來平衡擠壓輥間的料壓;如果左、右兩側(cè)液壓缸壓力差大于 5 MPa 時(shí),應(yīng)緊急停止運(yùn)行。
當(dāng)左、右兩側(cè)輥縫差大于 50 mm 時(shí),說明左、右兩側(cè)給料不均且會影響輥壓效果,此時(shí)應(yīng)減少對應(yīng)側(cè)螺旋電動機(jī)的轉(zhuǎn)速以平衡擠壓輥間的物料;如果左、右兩側(cè)輥縫差大于極限設(shè)定 80 mm 時(shí),應(yīng)緊急停止運(yùn)行。
在自動模式控制下,上述幾種控制方式始終處于即時(shí)反饋和即時(shí)對應(yīng)調(diào)整狀態(tài),從而實(shí)現(xiàn)動態(tài)平衡控制,以此完成對大型高壓對輥成型機(jī)的自動化智能控制。
3 應(yīng)用實(shí)例
3.1 自動糾偏實(shí)時(shí)控制
輥縫自動糾偏程序設(shè)計(jì)如圖 3 所示。輥縫與預(yù)壓螺旋自動糾偏的程序可以實(shí)現(xiàn)大型高壓對輥成型機(jī)輥縫與左右預(yù)壓螺旋電動機(jī)轉(zhuǎn)速的實(shí)時(shí)控制,通過智能控制自動糾偏可使其輥縫始終處于合理的運(yùn)行區(qū)間,實(shí)現(xiàn)輥縫與預(yù)壓螺旋頻率的閉環(huán)控制,同時(shí)減少因物料的頻繁變化對設(shè)備的沖擊,從而提高大型高壓對輥成型機(jī)的達(dá)產(chǎn)達(dá)標(biāo)率以及運(yùn)轉(zhuǎn)率[4]。
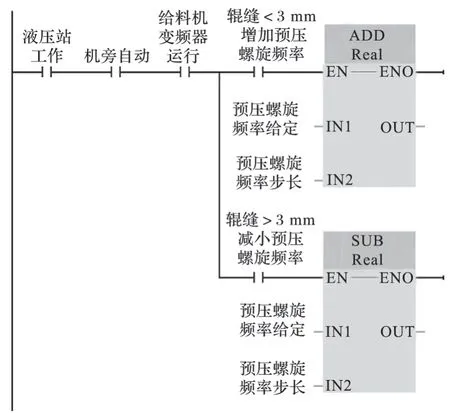
圖3 輥縫自動糾偏程序設(shè)計(jì)Fig.3 Automatic deviation correction program for roll gap
大型高壓對輥成型機(jī)的進(jìn)料預(yù)壓螺旋、輥縫以及液壓缸壓力是相互影響又相互制約的,其中左右兩側(cè)預(yù)壓螺旋的運(yùn)行頻率直接反映在物料上,而物料受力后直接作用于擠壓輥,然后通過機(jī)架施加在液壓缸上,液壓系統(tǒng)受作用力后,通過參數(shù)設(shè)置,液壓壓力會升高或降低,進(jìn)而影響輥縫增大或減小。
3.2 人機(jī)交換
高壓對輥成型機(jī) HMI 人機(jī)接口的監(jiān)控和操作畫面如圖 4、5 所示。由圖 4 可以更直觀的監(jiān)控高壓對輥成型機(jī)系統(tǒng)每個(gè)設(shè)備的運(yùn)行狀況,并對相應(yīng)的設(shè)備進(jìn)行操作,還可以根據(jù)實(shí)時(shí)數(shù)據(jù)判斷和分析設(shè)備運(yùn)行狀況是否良好。實(shí)踐證明此種大型高壓對輥成型機(jī)智能自動化控制方法可以使高壓對輥成型機(jī)在帶負(fù)荷運(yùn)行中實(shí)現(xiàn)自我調(diào)整,進(jìn)而達(dá)到高壓對輥成型機(jī)在設(shè)定參數(shù)下穩(wěn)定運(yùn)行。當(dāng)左右螺旋電動機(jī)的轉(zhuǎn)速提高后會增加兩擠壓輥之間的給料量,進(jìn)而撐開擠壓輥使其輥縫增加,由于液壓油路中的 2 個(gè)液壓缸設(shè)有單向閥,因此輥縫的增加導(dǎo)致擠壓力變大,此時(shí)連續(xù)給料對擠壓輥的反作用力也相應(yīng)增加,進(jìn)而使得主電動機(jī)的轉(zhuǎn)矩會相應(yīng)增大并使主電動機(jī)電流提高,通過自動化智能控制可以使大型高壓對輥成型機(jī)壓力和輥縫處于合理的運(yùn)行區(qū)間。
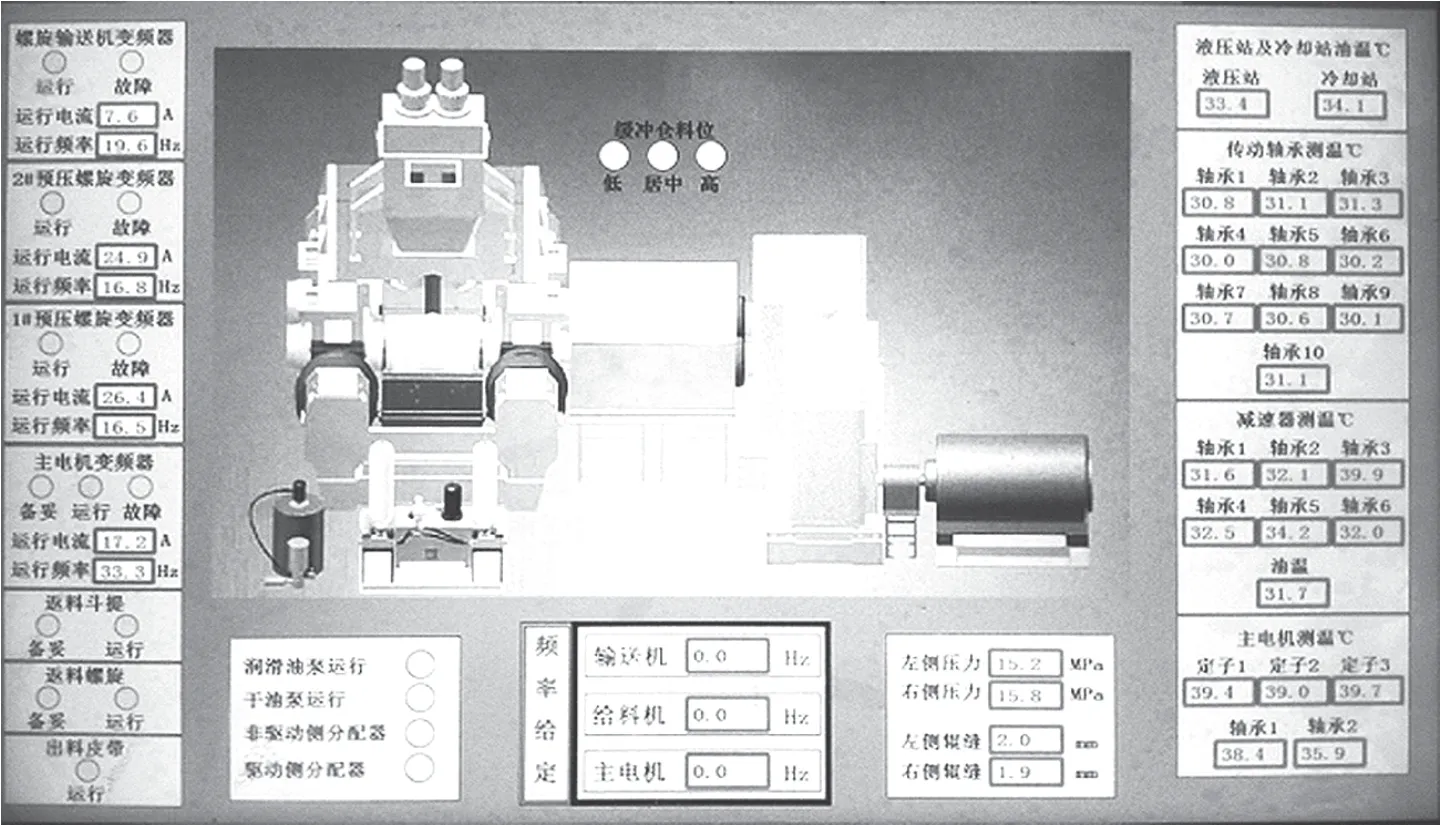
圖4 高壓對輥成型機(jī)監(jiān)控畫面Fig.4 Monitoring screen of high-pressure roll forming machine
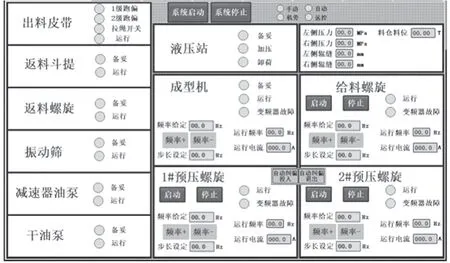
圖5 高壓對輥成型機(jī)操作界面Fig.6 Operation interface of high-pressure roll forming machine
4 結(jié)語
大型高壓對輥成型機(jī)智能自動化控制系統(tǒng)安全可靠,具有自動保護(hù)功能,在自動化智能控制程序中,各種技術(shù)參數(shù)都可以提前設(shè)定或在線更改,便于根據(jù)不同的物料性質(zhì)設(shè)定相應(yīng)的技術(shù)參數(shù),有利于提高生產(chǎn)效率、保證產(chǎn)品質(zhì)量。該控制方法為相關(guān)企業(yè)的設(shè)計(jì)和技術(shù)人員提供了一種新的控制思路。
猜你喜歡
開放教育研究(2021年3期)2021-05-25 02:41:06
小學(xué)科學(xué)(學(xué)生版)(2020年12期)2021-01-08 09:28:04
裝備制造技術(shù)(2020年4期)2020-12-25 05:26:24
表面工程與再制造(2019年6期)2019-08-24 06:40:04
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
能源(2018年4期)2018-05-19 01:53:44
