亮光異形全拉伸絲毛絲影響因素探討
2021-10-22 01:26:22陳鋒
紡織報告 2021年9期
關鍵詞:產品
陳 鋒
(江蘇恒力化纖股份有限公司,江蘇 蘇州 215226)
1 實驗部分
1.1 生產原料
江蘇恒力化纖股份有限公司C區生產的聚酯熔體的主要指標:(1)特性黏度,(0.680±0.003)dl/g;(2)熔點,260.6 ℃;(3)端羧基,(30±3)mol/t;(4)二甘醇質量分數,(1.30±0.03)%。
1.2 生產設備
(1)紡絲:日本TMT側吹紡絲裝置,德國Barmag環吹紡絲裝置。
(2)卷繞:日本ATi-614R/12 TMT卷繞機。
1.3 測試儀器
全自動單紗強力機(YG 023B-Ⅱ型,常州紡織儀器廠),烏斯特條干儀(UT5-C800自動型,瑞士USTER公司),圓筒織襪機(A83,無錫天翔),風速儀(MODEL 6004,日本加野公司),張力儀(406,德國施密特公司)。
1.4 工藝流程
聚酯熔體→熔體管道→熔體過濾器→增壓泵→熱交換器→紡絲箱體→計量泵→組件→側吹/環吹冷卻裝置→上油系統→甬道→預網絡→第一熱輥→第二熱輥→主網絡→卷繞成型。
2 結果與討論
2.1 噴絲板對毛絲的影響
對異形孔噴絲板的質量要求,除與圓形孔噴絲板相同的部分外,還要求噴絲板的直徑大、孔密度小、各根單絲間要防止氣流的阻隔,以便于絲條的冷卻。
一般情況下,當噴絲孔內留有毛刺時,會影響孔的規整性,導致出細絲;噴絲孔的導壁較毛,會影響熔體的流動性;毛細孔中心偏差大,就是所謂的斜孔,垂直度較差,導致出彎絲和單絲間的粘連,甚至使單絲抖動。其中,毛細孔中殘留毛刺的影響最大[1-2],如圖1~2所示。

圖1 三角噴絲板
2.2 拉伸工藝對毛絲的影響
拉伸是纖維制造中必不可少的過程。卷繞絲強度低、伸度高、尺寸穩定性差,性質極不穩定,沒有直接使用價值。通過拉伸和熱定型,可使纖維的大分子取向和結晶,形成一定的物理機械性能,滿足織造和服用的需求[1]。
全拉伸絲(Fully Drawn Yarn,FDY)也叫紡絲拉伸一步法,顧名思義,就是紡絲和拉伸一步完成,所以拉伸工藝是FDY長絲的主要特點。目前,FDY長絲最常用的是熱輥拉伸,熱輥一般為兩個,通常被稱為GR1和GR2。GR1的速度為紡絲速度,溫度為拉伸溫度,從噴絲頭到GR1的拉伸被稱為噴絲頭拉伸;GR2的速度為拉伸速度,溫度為定型溫度,從GR1到GR2的拉伸被稱為熱輥拉伸、后拉伸或名義拉伸。由于異形截面的比表面積比圓形截面大,在相同的冷卻條件下,異形截面絲條冷卻成型速度快、空氣摩擦阻力大、卷繞張力大,在拉伸時,由于伸度低,且在應力-應變曲線上的屈服點高,自然拉伸的平臺區短,拉伸性能不佳,易出現毛絲和斷頭[1]。
2.2.1 噴絲頭拉伸對毛絲的影響
在相同的卷繞速度下,計量泵吐出量取決于噴絲頭擠出速度,噴絲頭拉伸倍數取決于GR1的速度。不同DPF、不同異形截面的產品對噴絲頭拉伸的要求不同,如表1~2所示。
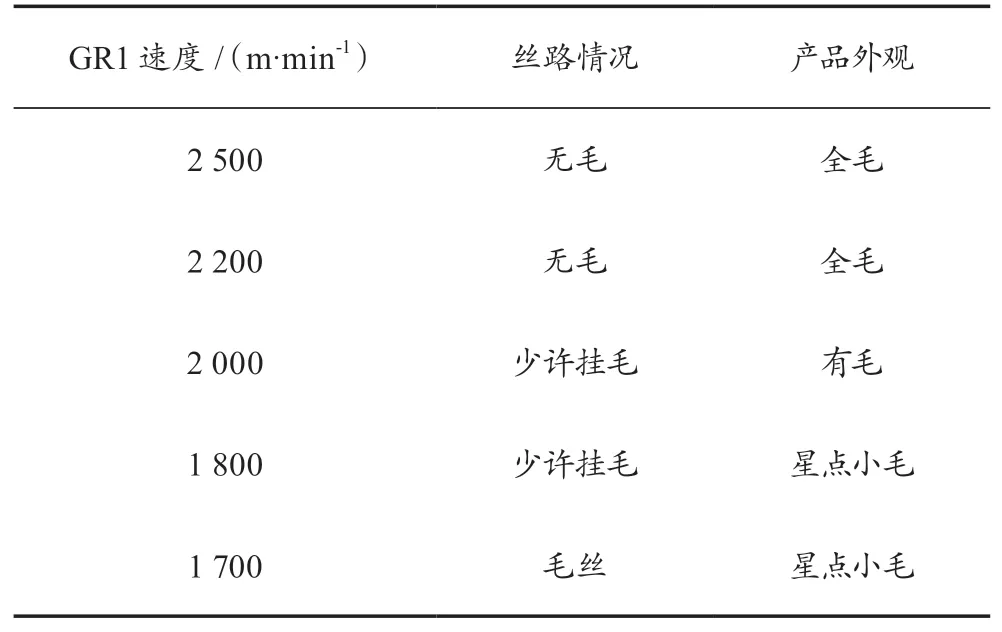
表1 167 dtex/192 f“一”字異形FDY產品
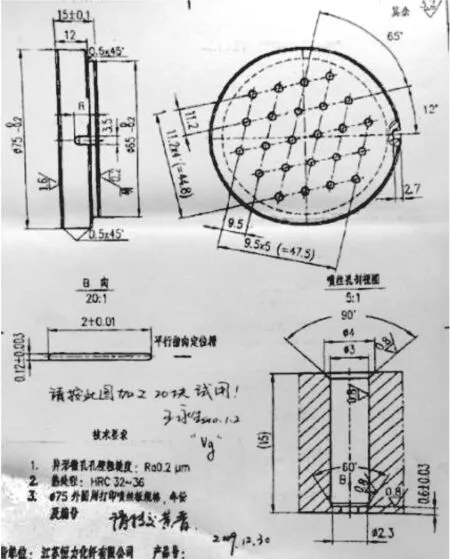
圖2 “一”字噴絲板
由表1可以看出,對于孔數較多的粗旦“一”字異形FDY產品,減小噴絲頭拉伸倍數可以得到較好的外觀,但若GR1速度過慢,會因熱輥拉伸過大,導致絲路上產生較多毛絲,產品的斷裂伸長率降低,即使卷繞筒子外觀沒有出現毛絲,產品依然存在毛絲隱患,在后道加工時易出現毛絲、斷頭多的情況。
由表2可以看出,對于異形度較難做到的72孔“三葉”異形FDY產品,情況相反,只有盡量加大噴絲頭拉伸倍數,才能得到較好的外觀。同樣,過大的噴絲頭拉伸倍數會使熱輥拉伸過小,產品的斷裂伸長率過高,后道加工困難。
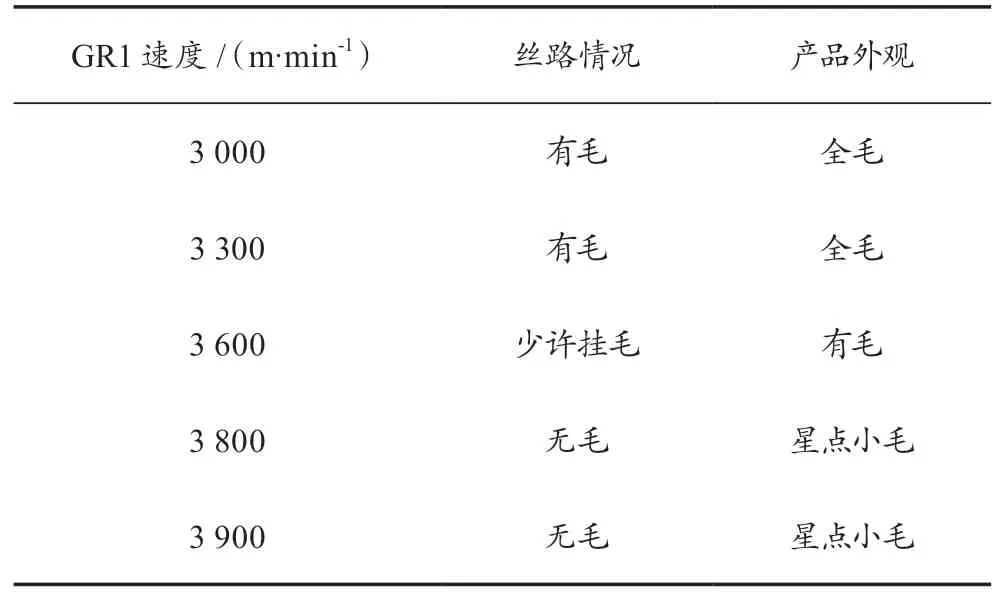
表2 83 dtex/72 f“三葉”異形FDY產品
因此,在實際生產中,選擇合適的噴絲頭拉伸倍數的同時,還要兼顧絲路和物性。
2.2.2 熱輥拉伸對毛絲的影響
由于熱輥拉伸是GR2與GR1之間的拉伸,而GR1速度又影響著噴絲頭拉伸,熱輥拉伸一般通過選擇不同的卷繞速度來實現。在相同的拉伸比下,一般慢速卷繞得到的斷裂伸長率比快速卷繞高,所以,在減速時,為了保持差不多的斷裂伸長率,都要適當加大后拉伸倍數。如果減速前的斷裂伸長率較低,也可以通過減速來適當提高,如表3~4所示。
由表3和表4可以看出,對于外觀不好的產品,減速可以在一定程度上改善這一狀況,不過減速意味著生產效率降低、生產成本增加,所以在選擇拉伸工藝時,要兼顧作業性和生產效率。

表3 83 dtex/36 f“△”異形FDY產品試驗

表4 83 dtex/72 f“三葉”異形FDY產品試驗
2.3 油嘴對毛絲的影響
2.3.1 油嘴型號對毛絲的影響
一般針對單絲纖度大的半消光品種,選用JTC小油嘴能獲得較好的上油效果。這是因為JTC小油嘴(圖3)的出油口為“□”型,絲束可以很好地分布其上,達到比較均勻的上油效果;常用的湯淺大油嘴(圖4)出油口為“○”型,絲條集束效果好,但對單絲而言,不如JTC小油嘴上油均勻。
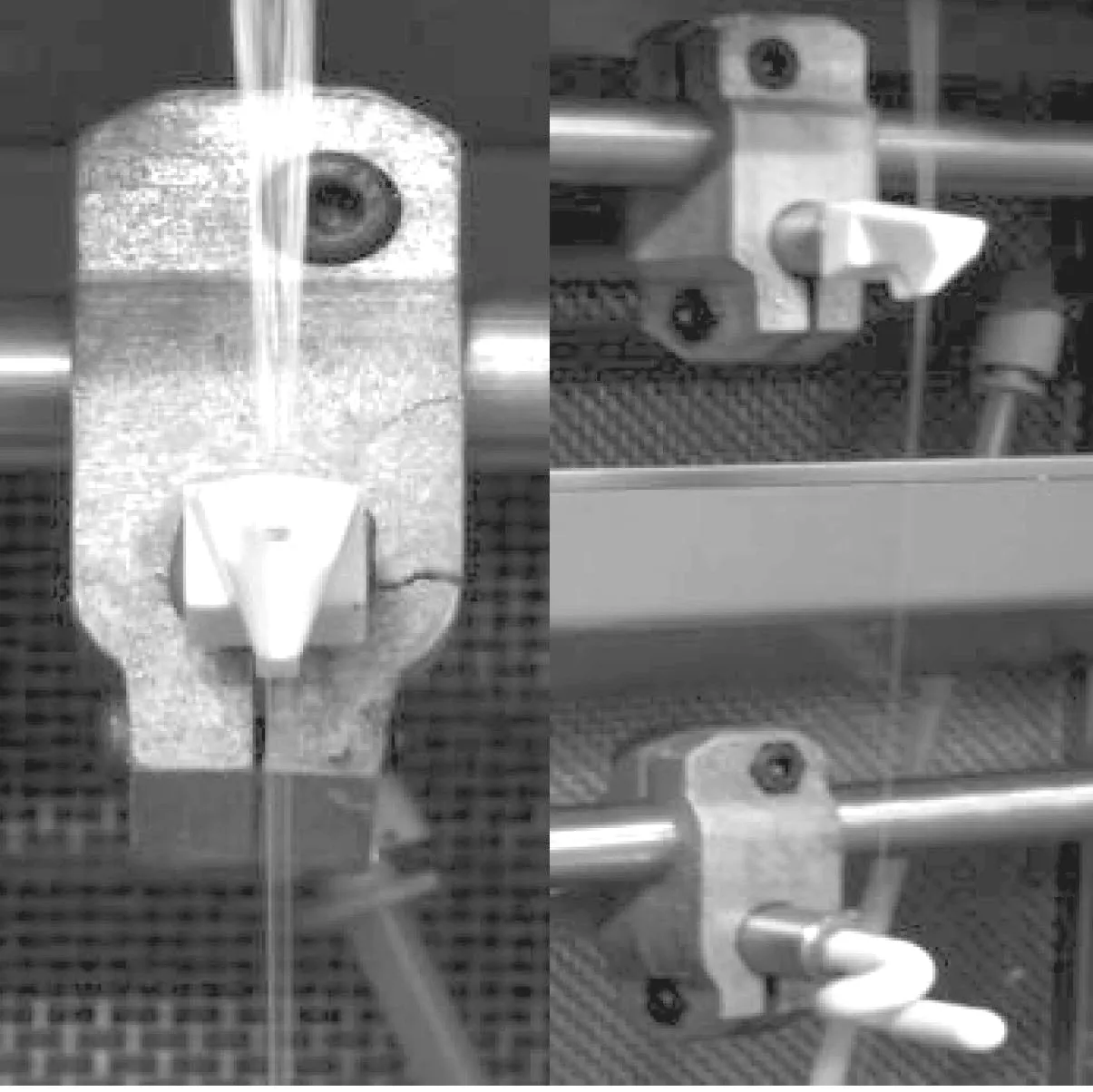
圖3 JTC小油嘴
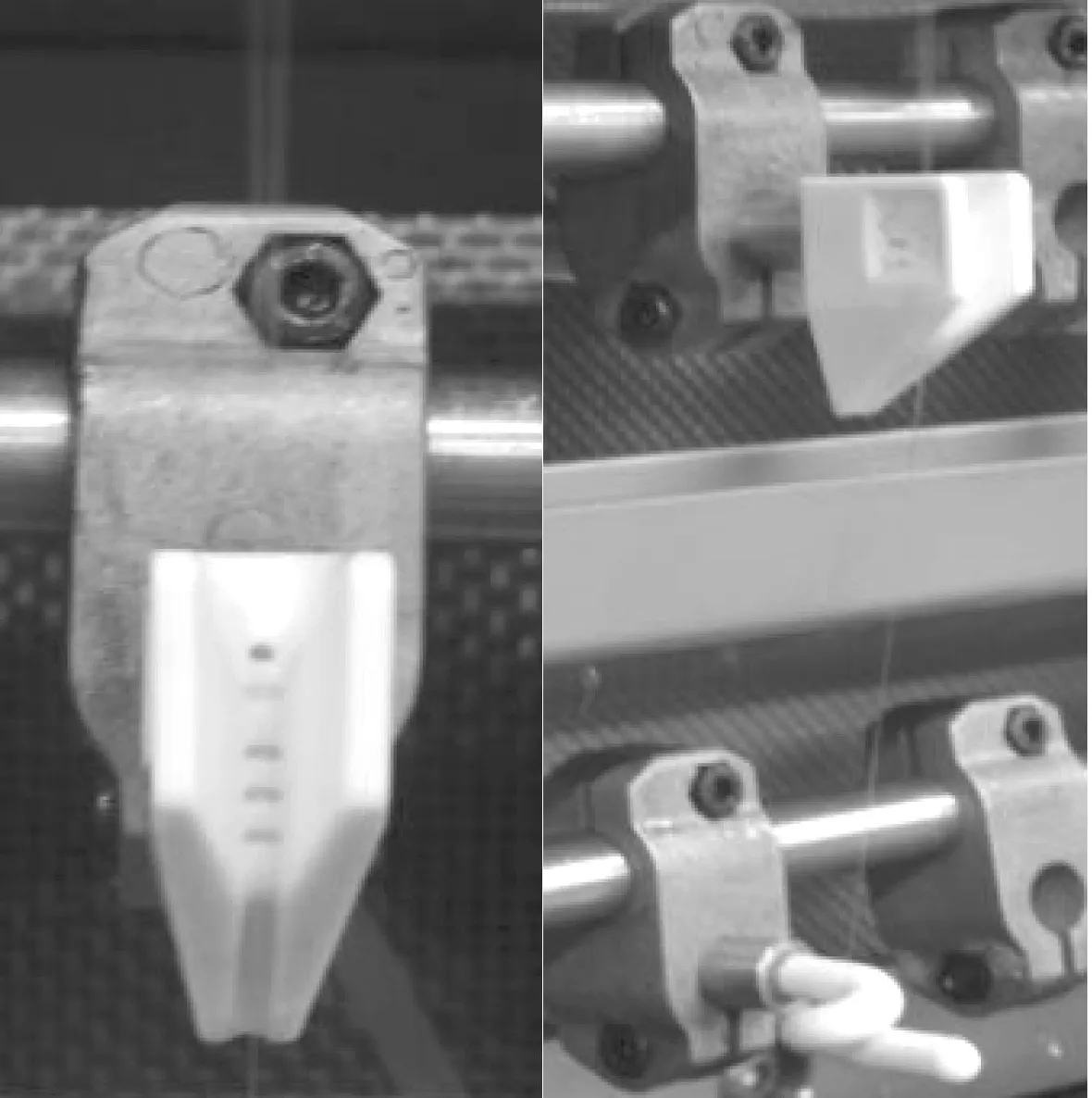
圖4 湯淺大油嘴
對于亮光異形絲而言,油嘴對產品外觀的影響很大。在實際生產中,55 dtex/36 f三角絲、53 dtex/36 f三角絲和55 dtex/72 f三葉絲的數據如表5~6所示。

表5 三角絲
從表5和表6可以看出,對大有光異形絲而言,JTC小油嘴外觀優于湯淺大油嘴。
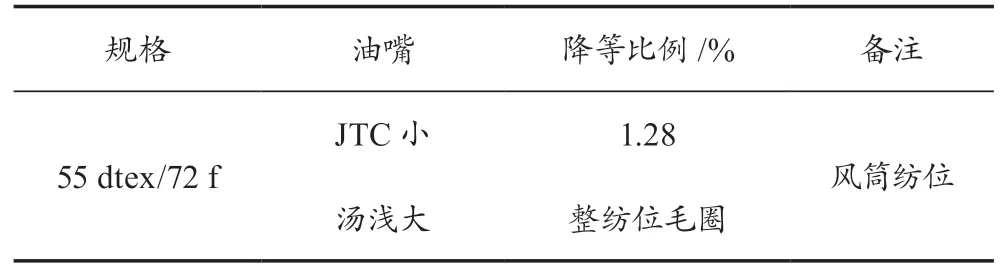
表6 三葉絲
2.3.2 油嘴角度對毛絲的影響
調整油嘴角度也是為了使絲束上油充分、均勻。除了左右調整使絲束處在出油口的中心部位外,上下角度的調整對單絲纖度大的品種尤為重要,向下傾斜角度大,對半消光產品而言,在油嘴上易產生白粉(與油劑種類有關,如HL100油劑的POY-FDY紡位的湯淺大油嘴)。對大有光產品而言,油嘴出油孔上部易被摩黑(如HL82油劑的JTC小油嘴);下傾斜角度小,絲條不能獲得良好的上油效果,某些附著性差的油劑易飛濺(如HL82)。通過試驗發現,一般情況下,油嘴下傾角度在2°~3°時,可以獲得良好的上油效果,絲路上的刮油和掛毛明顯減少。
2.4 油劑對毛絲的影響
油劑主要起潤滑、集束、消除靜電的作用,在纖維上還具有附著性、耐熱性、對導絲等部件的耐摩擦性。
FDY產品,尤其是異形有光FDY產品,對油劑的要求有:(1)潤濕性優良,飛濺少,集束性優良;(2)導絲瓷件(包括主預網絡)上的白粉、絮狀物等較少,耐摩擦性優良;(3)熱輥結焦、發煙較少;(4)絲路毛絲、絲餅毛絲、絲餅成形好。
2.4.1 不同油劑對毛絲的影響
江蘇恒力化纖股份有限公司的亮光絲使用的主要油劑有HL82(德國雙S)、HL106(日本竹本)兩種。就外觀而言,HL106優于HL82。55 dtex/36 f三角亮光絲油劑試驗結果如表7所示。

表7 55 dtex/36 f三角亮光絲油劑試驗
觀察現場使用情況,HL106(日本竹本)相較于HL82(德國雙S),有著良好的乳液附著性和良好的耐熱性,低發煙,低結焦。
2.4.2 含油率對毛絲的影響
油輪紡位,當含油率較低時,油膜厚度和強度不夠,高摩擦和高倍拉伸會產生較多毛絲;當含油率超過1.5%時,流體潤滑十分明顯,絲條運行的阻力增加,毛絲增多。當含油率為1.0%~1.5%時,絲路毛絲最少。
與油輪上油相比,油嘴上油的含油率超過1.3%后,絲路毛絲明顯增多,原因是當流體潤滑嚴重時,絲條速度越快,運行阻力增幅越大,毛絲增幅更大,從絲路毛絲的角度看,含油率以低于1.3%為宜。
2.5 冷卻送風對毛絲的影響
由于異形截面絲條的比表面積比圓形截面大,在相同的冷卻條件下,冷卻成形速度快,熔體細流的凝固點上移。一般來講,減緩冷卻風風速,降低冷卻速率,會對毛絲和斷頭有所改善;但風速過慢,絲條冷卻過慢,會由于熔體細流表面張力的作用,使異形截面呈現變為圓形的趨勢,所以冷卻風風速不能太慢[1]。
油架高度也就是絲條集束位置,分垂直方向和水平方向兩方面。由于纖維一般為復絲,集束位置的改變必將影響單絲間的相互匯集情況。在垂直方向上,纖維的冷卻情況不同,集束位置越往下,絲條的冷卻情況越好;在水平方向上,當與側吹風網的距離逐漸增大時,絲條的傾斜角度隨之增大,在卷繞牽引力的作用下,沿絲條上的分力減小,并且傾斜的絲條與橫向側吹風的夾角增大,導致冷卻情況和絲條張力會變化。若距離過大,剛成形的絲條易在集束點附近被擦傷,形成毛絲,且由于紡絲張力低,易受其他因素的干擾,而且對生頭投絲操作也造成了困難;若距離過小,絲條在吹風窗內會受到側吹風的橫向作用力,使紡絲線變成弓形,對紡絲成形極為不利[1-3]。
2.6 實例分析
海寧德逸紡織有限公司用83 dtex/72 f三角或三葉的大有光FDY產品做拉毛沙發布類產品。江蘇恒力化纖股份有限公司先后提供了批號1(三角)、批號2(三角)、批號3(三葉)3種不同品種的大有光FDY產品,客戶使用效果如表8所示。

表8 3種不同品種的大有光FDY產品使用效果
在實際生產中,不加風筒的批號1與加風筒的批號2作業性無明顯差別,但在后道使用中,加風筒的批號2毛絲、斷頭優于不加風筒的批號1,而異形度更好的三葉產品后道使用效果更好。
3 結論
(1)影響亮光異形FDY產品質量的主要問題是毛絲多,這就要求在設計和選擇噴絲板時保證絲條的冷卻效果,在日常檢板時,避免噴絲孔內留有毛刺、毛細孔中心偏差大等異常噴絲板上機。
(2)根據不同規格、不同截面的產品選擇合適的噴絲頭拉伸和熱輥拉伸工藝,可以得到較為理想的外觀。
(3)選擇合適的油嘴(如絲道較寬的JTC小油嘴)等導絲瓷件,調整好角度(如油嘴下傾2°~3°),選用合適的油劑(如竹本油劑)及上油率,可以改善毛絲情況。
(4)采用合適的冷卻送風方式(如冷卻要求高的加裝風筒,孔數多的采用環吹冷卻設備)及冷卻位置,可以在一定程度上改善毛絲情況,且有利于后道織造。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
