LED 支架多工位級(jí)進(jìn)模設(shè)計(jì)
2021-10-20 06:26:44李慶生汪宗華汪宗寶
模具制造 2021年8期
關(guān)鍵詞:支架
李慶生,汪宗華,汪宗寶
(1.銅陵文一三佳科技股份有限公司技術(shù)部,安徽銅陵 244000;2.安徽荻港海螺水泥股份有限公司電氣技術(shù)室,安徽蕪湖 241200)
1 引言
在對(duì)環(huán)境惡化的憂慮以及中國(guó)對(duì)碳中和承諾的背景下,節(jié)約能源是當(dāng)前面臨的重要的課題。LED 發(fā)光產(chǎn)品具有節(jié)能、環(huán)保、壽命長(zhǎng)、體積小等特點(diǎn),可以廣泛應(yīng)用于各種顯示、背光源等設(shè)備以及普通照明等領(lǐng)域。LED 支架是LED 芯片的載體,LED 芯片貼裝在支架的基島上,再通過(guò)后序的打線、封裝、管腳成形、分離等工序形成可以使用的LED光源,圖1是一款SMD3528型號(hào)的LED單元產(chǎn)品。
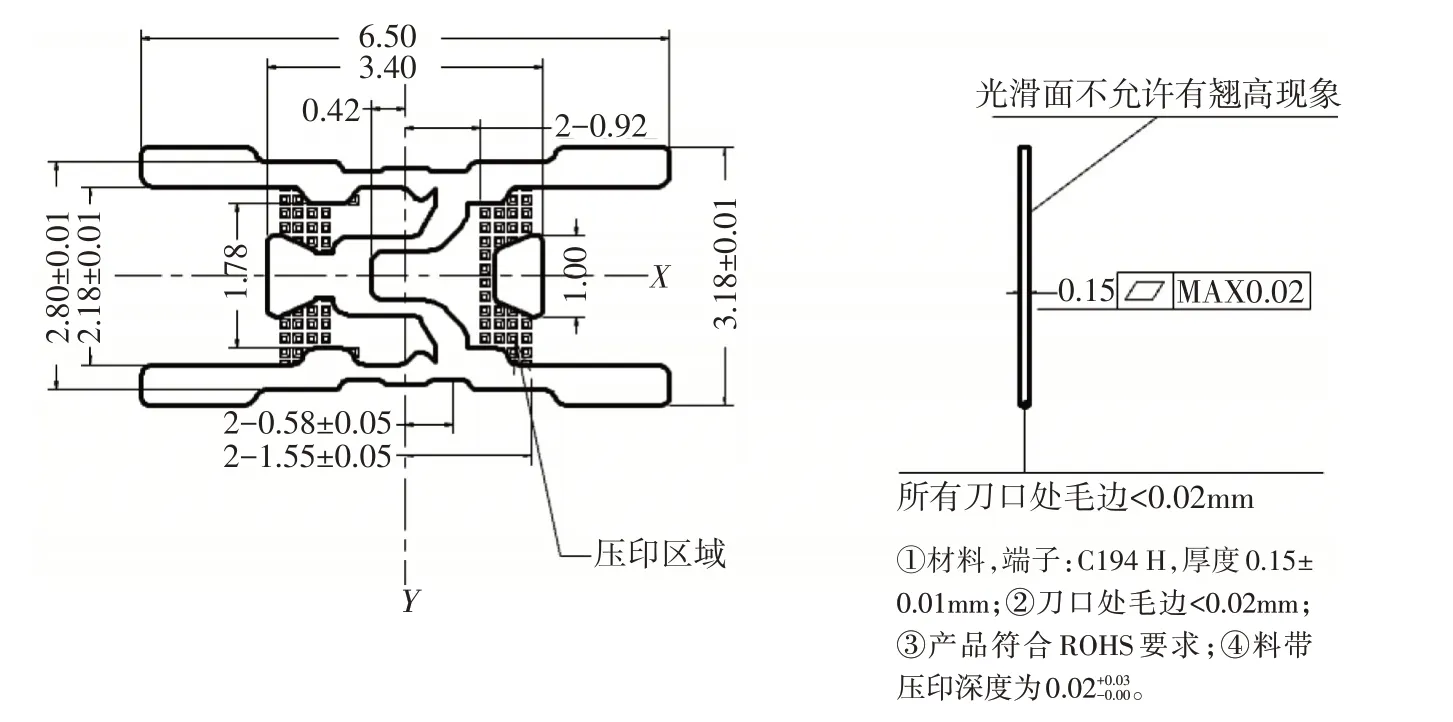
圖1 SMD3528型號(hào)LED單元產(chǎn)品
如圖1 所示,LED 產(chǎn)品對(duì)支架的外形要求很高,尺寸精度要做到±0.01mm,圖1 所示的只是其中的一個(gè)LED單元,而一片完整的LED支架需要集成280個(gè)這樣的單元。
2 支架排樣圖設(shè)計(jì)
SMD3528支架的排樣設(shè)計(jì)如圖2所示。
在多工位級(jí)進(jìn)模中,合理的排樣是模具是否成功的關(guān)鍵所在,是設(shè)計(jì)的基礎(chǔ),后續(xù)的所有的設(shè)計(jì)工作都是在排樣的基礎(chǔ)上進(jìn)行的。設(shè)計(jì)排樣時(shí)所需要考慮的因素很多,下面簡(jiǎn)要說(shuō)明一下排樣時(shí)所需要考慮的一些基本要素:
(1)排樣設(shè)計(jì)時(shí)沖裁力中心盡量接近模具的壓力中心。
(2)排樣設(shè)計(jì)時(shí)要考慮支架的后續(xù)工位的定位要求。
(3)排樣設(shè)計(jì)時(shí)對(duì)相互有精度要求的形狀要優(yōu)先考慮在同一工位中進(jìn)行沖壓,以消除重復(fù)定位造成的精度誤差。
(4)排樣時(shí)還需要考慮到必要的空位安排,在刀口件強(qiáng)度、安裝位置受到影響時(shí)要安排空位。
如圖2所示,SMD3528支架的沖壓共需要24個(gè)工位完成。其中1~4 工位完成側(cè)刃、預(yù)定位孔、定位孔的沖壓,5~6工位完成“T”形槽的沖壓,7~17工位完成支架外框的沖壓,18~20 工位完成支架的壓印,21 工位對(duì)壓印后的支架進(jìn)行整形,22~23 工位對(duì)支架的內(nèi)框進(jìn)行切斷,工位24進(jìn)行最終支架的校平。

圖2 SMD3528支架排樣圖
3 模具整體結(jié)構(gòu)設(shè)計(jì)
由于支架級(jí)進(jìn)模要在高速?zèng)_壓(SPM>300)的狀態(tài)下使用,模架就需要有很好的剛性,能夠在高速?zèng)_壓時(shí)保持穩(wěn)定并提供足夠的精度來(lái)保證沖裁間隙,滿足沖壓要求。
3.1 模架結(jié)構(gòu)設(shè)計(jì)
模具整體結(jié)構(gòu)如圖3所示。為了保證模具高速?zèng)_壓時(shí)剛性和精度的要求,采用了兩套導(dǎo)向系統(tǒng)對(duì)模具進(jìn)行導(dǎo)向。主導(dǎo)向機(jī)構(gòu)采用4組高剛性高精度滾珠導(dǎo)向機(jī)構(gòu)(由件5、7、15、16組成)。同時(shí)為了保證刀口件的導(dǎo)向和定位精度,在模內(nèi)使用了6組精定位裝置(由件21、22、23、24、26、27和件29組成)。精定位導(dǎo)柱22固定在卸料板11 上,串起凹模座9 和凸模固定板13,相互之間采用過(guò)盈滾動(dòng)配合。精定位導(dǎo)柱固定在卸料板上可以充分的保證裝配在凸模固定板13中的凸模和裝配在卸料板11上的卸料鑲件以及裝配在凹模座9中的凹模之間的相互位置精度,從而確保了模具的穩(wěn)定性和沖裁間隙的一致性。
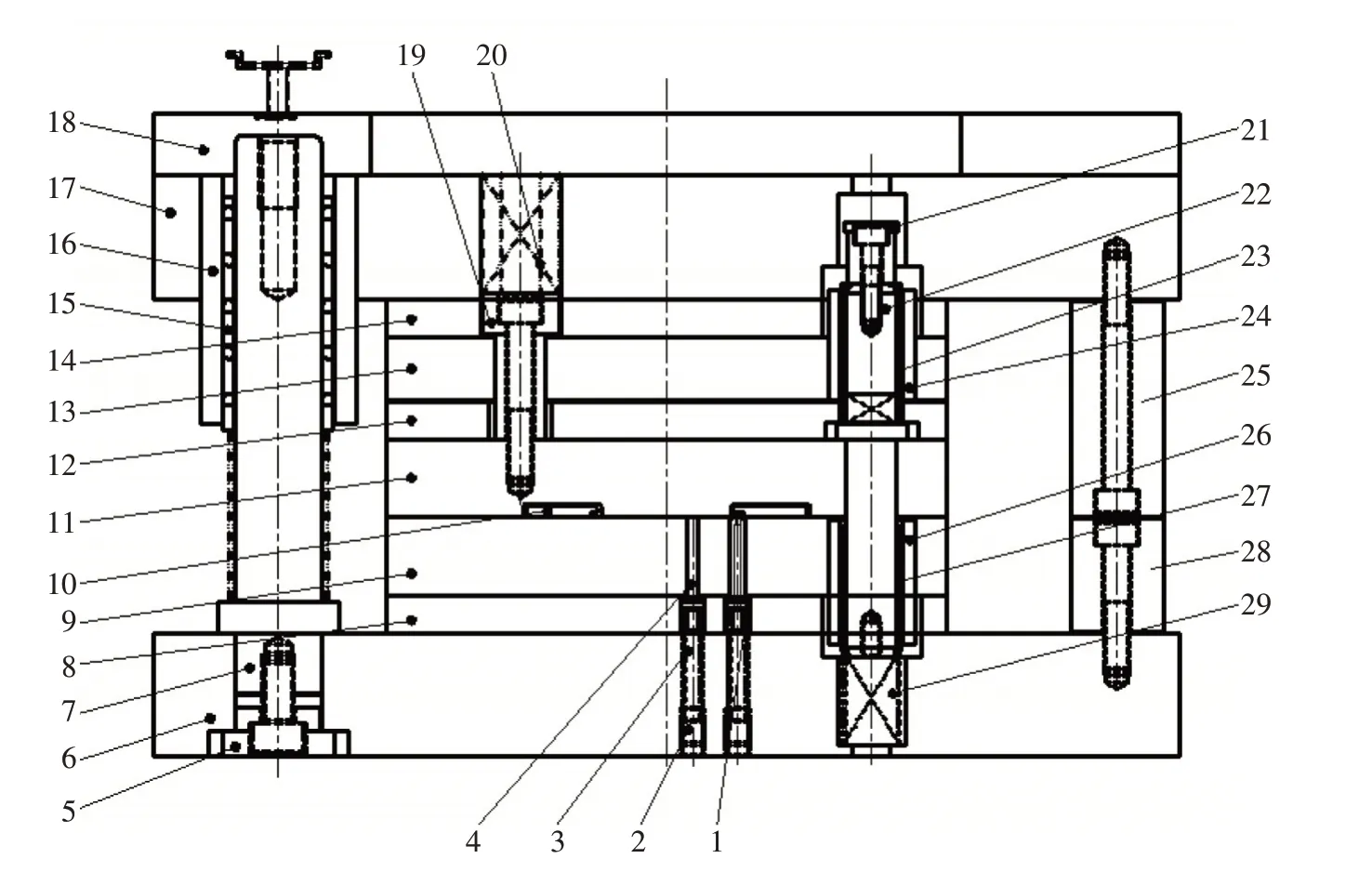
圖3 LED支架級(jí)進(jìn)模整體結(jié)構(gòu)
3.2 模具檢測(cè)部分設(shè)計(jì)
在LED支架沖壓過(guò)程中,對(duì)可能出現(xiàn)的支架送料位置錯(cuò)誤和沖壓廢料上跳到模面的情況要能夠做到及時(shí)的檢測(cè),防止在高速?zèng)_壓過(guò)程中造成支架批量報(bào)廢和模具損壞。如圖4 所示,在LED 支架沖壓模具中,件1~件6 共同構(gòu)成支架送料位置檢測(cè)系統(tǒng)。當(dāng)支架沒(méi)有處在正確的位置時(shí),在模具下行過(guò)程中,檢測(cè)針3就不能插入到支架相應(yīng)的定位孔中,從而向上推動(dòng)檢測(cè)桿4 水平運(yùn)動(dòng),觸發(fā)檢測(cè)傳感器6 給出停機(jī)信號(hào),完成檢測(cè)工作。
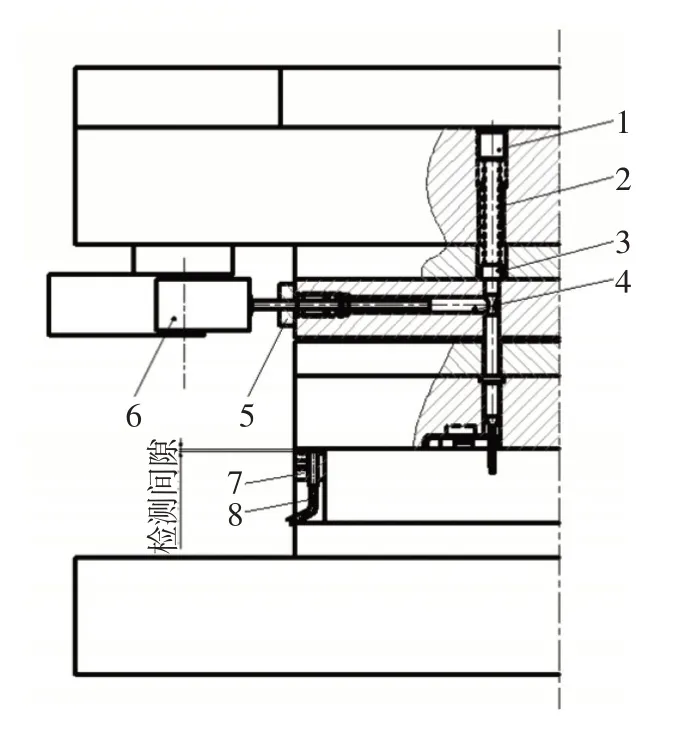
圖4 模具的檢測(cè)系統(tǒng)
在沖壓過(guò)程中,沖壓廢料偶爾會(huì)在凸模的吸附作用下回跳到凹模表面,如果不能及時(shí)的檢測(cè)到這種情況,那么在下一次沖壓過(guò)程中廢料會(huì)被卸料鑲件壓在制件上,導(dǎo)致制件報(bào)廢,嚴(yán)重的情況下還會(huì)導(dǎo)致相應(yīng)刀口件的損壞。件7(傳感器固定孔塊)和件8(接近傳感器)共同組成了跳料檢測(cè)系統(tǒng)。當(dāng)有廢料上跳到模面時(shí),檢測(cè)間隙(卸料板與接近傳感器的距離)就會(huì)發(fā)生變化,接近傳感器感應(yīng)到這種變化就會(huì)向控制系統(tǒng)發(fā)出信號(hào),讓設(shè)備停機(jī),完成檢測(cè)工作。
4 模具零部件設(shè)計(jì)
在LED支架級(jí)進(jìn)模設(shè)計(jì)中,需要綜合考慮刀口件的互換性和裝配定位精度,所有的凹模鑲塊和卸料鑲塊都采用了拼裝嵌入的方式。在實(shí)際加工中,對(duì)卸料板和凹模座上鑲件的安裝孔、模板上的銷釘孔、以及導(dǎo)柱導(dǎo)套的安裝孔這些位置精度要求高的部分,采用數(shù)控坐標(biāo)磨床一次性加工完成,這樣加工的尺寸精度和位置公差都能控制在±0.0015mm范圍內(nèi)。
4.1 凸凹模及卸料鑲件的固定方式
在級(jí)進(jìn)模中,凸凹模和卸料鑲件等關(guān)鍵零件的固定方式很重要,要考慮零件的工藝性和定位精度的保證,這些關(guān)鍵零件的固定方式遵循以下原則:
(1)凸凹模和卸料鑲件與模架導(dǎo)向部分最好同一工序加工完成。
(2)凸凹模及卸料鑲件的的的固定方式要便于裝拆。
(3)凸凹模刀口件的固定方式要便于后續(xù)刀口的再刃磨。
如圖5所示(卸料鑲件的固定方式和凹模相同),為了便于凹模鑲件的磨削,沖壓凹模拆分為件1、件2和件4,使用兩根芯軸3 將3 件凹模拼塊組裝在一起,然后裝配在相應(yīng)的凹模座6的孔內(nèi)。

圖5 凹模的固定方式
凸模的拼裝方式如圖6所示,凸模件4和件5通過(guò)凸模固定芯軸6固定在凸模固定塊上2。為了減小凸模的高度,凸模底部墊有凸模墊片3,這些都組裝成一個(gè)整體裝配在凸模固定板1上,使用凸模壓板7固定,這樣就非常便于安裝和拆卸。
4.2 刃口件的防跳料設(shè)計(jì)
沖壓加工時(shí)的廢料回跳易造成制件不良、模具損傷等。引起廢料回跳的主要原因是由于廢料和凸模壓合在一起所產(chǎn)生的真空吸附力,以及由于凸模加工過(guò)程中的殘磁等原因所導(dǎo)致。另外,沖裁形狀對(duì)廢料回跳也會(huì)產(chǎn)生影響,規(guī)則形狀的廢料比復(fù)雜形狀的廢料容易回跳。
一般的廢料回跳解決方法:
(1)凸模側(cè)的對(duì)策。斜刃口凸模、頂料凸模、帶氣孔凸模等。
(2)凹模側(cè)的對(duì)策。真空抽走廢料以及凸模切刃處增加的微小圓角等。
(3)其它對(duì)策。改變輪廓形狀,減小沖裁間隙,加大凸模進(jìn)入凹模的深度等。
支架級(jí)進(jìn)模的防跳料方法如圖7 所示。在凹模的內(nèi)側(cè)面,加工一對(duì)微型斜溝槽,從中心開(kāi)始相互朝相反的方向加工。在沖壓過(guò)程初期,沖壓的廢料會(huì)形成和凹模斜溝槽相對(duì)應(yīng)的小突起。隨著凸模的下降,突起部分會(huì)被凹模側(cè)面壓縮(見(jiàn)圖7 所示的受力方向),從而增大廢料和凹模側(cè)面的摩擦力,防止廢料回跳。
5 結(jié)束語(yǔ)
LED支架級(jí)進(jìn)模是一種多工位級(jí)進(jìn)模,是在普通級(jí)進(jìn)模的基礎(chǔ)上發(fā)展起來(lái)的一種高精度、高效率、長(zhǎng)壽命的模具。有著零件結(jié)構(gòu)復(fù)雜,尺寸精度要求高、制造難度大等特點(diǎn)。實(shí)踐證明,在高精密加工設(shè)備的保證下,LED類支架多工位級(jí)進(jìn)模完全可以做到國(guó)產(chǎn)替換。現(xiàn)該模具已經(jīng)在生產(chǎn)線上穩(wěn)定生產(chǎn),沖壓的支架完全滿足客戶需求。
猜你喜歡
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學(xué))(2021年8期)2021-11-20 06:08:04
海洋信息技術(shù)與應(yīng)用(2020年3期)2020-08-24 07:25:10
中國(guó)臨床醫(yī)學(xué)影像雜志(2019年5期)2019-08-27 02:48:00
中國(guó)生物醫(yī)學(xué)工程學(xué)報(bào)(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:14
中國(guó)繼續(xù)醫(yī)學(xué)教育(2015年6期)2016-01-07 07:38:49
沈陽(yáng)醫(yī)學(xué)院學(xué)報(bào)(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55
