冷軋無取向硅鋼邊緣降與原料關系研究及控制
2021-10-20 00:58:38供稿張勇蘇學藝李邦波宋博
金屬世界 2021年5期
關鍵詞:測量
供稿|張勇,蘇學藝,李邦波,宋博 /
本鋼于2007 年引進兩臺德國SMS-Demag 公司單機架六輥CVC 可逆軋機,可軋制碳鋼、硅鋼、高強鋼,最薄軋制厚度0.15 mm。硅鋼板形包括橫截面外形和平坦度兩個項目,而凸度和邊緣降是橫截面外形主要參數[1]。硅鋼產品不僅要求板形平坦度良好,而且對硅鋼板的橫向厚差要求更高,這是由它的用途決定的[2]。因此,對硅鋼原料的凸度和軋后邊緣降的關系研究及分析是十分必要的。目前硅鋼單機架邊緣降指標低于國內同行業水平,連退的疊裝系數呈下降趨勢,直接影響下游用戶的產品質量和成本,因此針對硅鋼產品邊緣降采用深入的理論分析與工藝改進勢在必行。
邊緣降定義及控制現狀
邊緣降定義
邊緣降是指冷軋帶鋼邊部在一定寬度范圍內由于多種原因造成的厚度劇烈減薄現象[3]。
邊緣降量:距帶鋼邊部100 mm 位置點厚度與15 mm 位置點厚度的差值,見公式(1):

式中,Δh為邊緣降量,mm;h100為距帶鋼邊部100 mm 位置點厚度,mm;h15為距邊部15 mm 位置點厚度,mm。
邊緣降率:帶鋼邊部15 mm 位置點厚度值h15與帶鋼寬度中點厚度值h中點的比值,見公式(2):

式中,α為邊緣降率,%。
邊緣降控制現狀
根據對冷軋無取向硅鋼成品(牌號50BW800、成品厚度0.5 mm)的現場測量及用戶反饋,邊緣降為8~12 μm,控制不穩定,硅鋼疊裝系數僅為0.975。不同廠家同牌號、同規格的冷軋硅鋼產品邊緣降對比情況見表1。

表1 不同廠家相同牌號和規格的冷軋硅鋼產品邊緣降對比
由表1 可見,本鋼硅鋼產品的邊緣降均值高于鋼企一、鋼企二指標4 μm,高于鋼企三、鋼企四指標2 μm。
為滿足用戶對疊裝系數的要求,單機架可逆軋機在生產無取向硅鋼時,必須減小其邊緣降指標,即邊緣降≤8 μm 以保證供貨標準。除了根據單機架可逆軋機現狀、以該產線現有設備特性為基礎進行軋制過程邊緣降控制外,還應重點考慮硅鋼原料的影響。因此,確定對硅鋼產品軋后邊緣降與原料關系進行系統研究。
邊緣降與原料的關系
邊緣降與原料關系的研究主要通過對硅鋼產品軋制后與熱軋供料橫斷面輪廓、凸度(橫向厚度分布)的分析來完成。
熱軋供料橫斷面輪廓分析
首先,對熱軋供料橫斷面輪廓分析,即對硅鋼原料凸度進行實際測量。在硅鋼酸洗原料庫,隨機選取牌號50BW800、規格2.55 mm×1240 mm、熱軋卷號X190808541L 的硅鋼原料進行測量,做橫斷面輪廓分析。對硅鋼原料鋼卷進行寬度方向畫點,為凸度測量做準備,如圖1 所示。

圖1 對鋼卷進行寬度方向畫點測量
根據圖1 對鋼卷由操作側向傳動側逐點測量各點厚度值,對厚度測量值做折線圖分析,如圖2 所示。
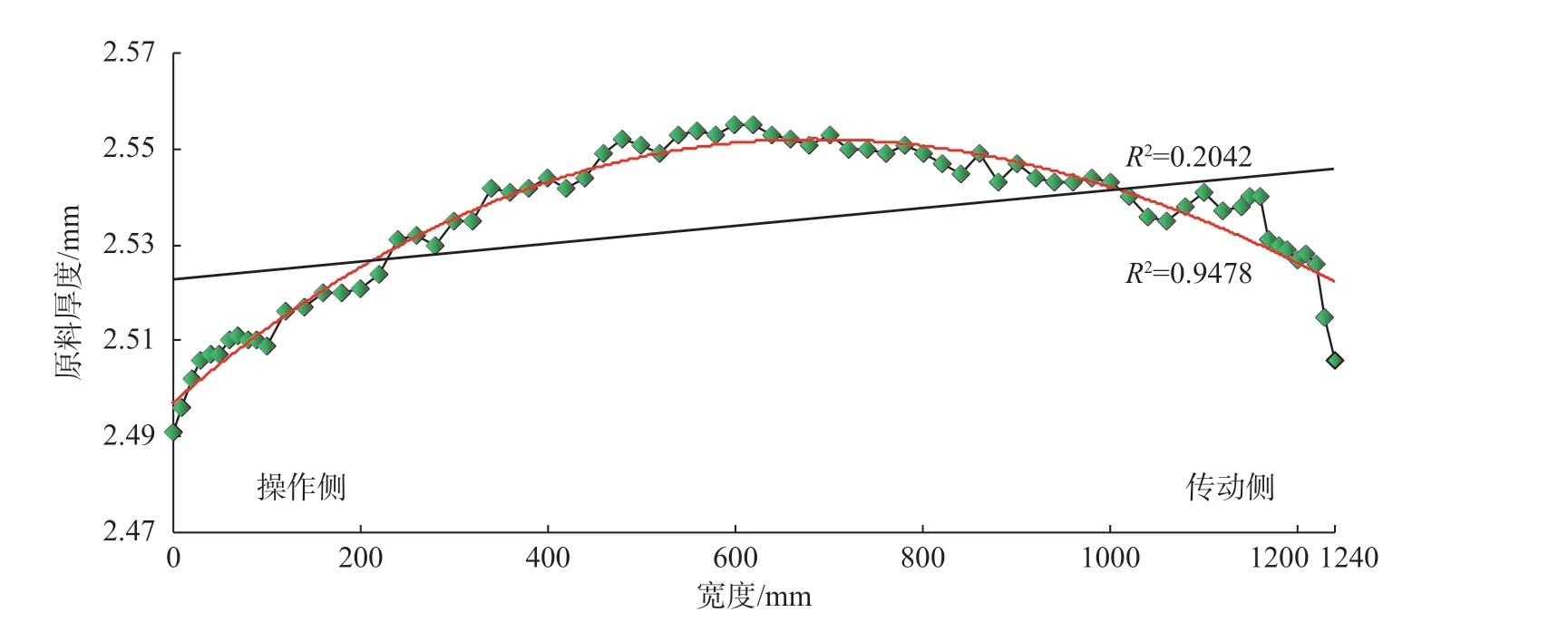
圖2 硅鋼原料凸度情況
由圖2 可見,硅鋼原料測試卷的厚度分布為中間厚度值較大,兩邊部厚度急劇減薄,傳動側尤其明顯。
凸度是帶鋼橫截面中點厚度與兩側邊部標志點平均厚度之差[4],見公式(3):

式中,Ce40為熱軋成品板凸度,μm;Hm為帶鋼橫截面中點厚度,mm;Ho為操作側距帶鋼邊部40 mm處厚度,mm;Hd為傳動側距帶鋼邊部40 mm 處厚度,mm。
圖2 中,帶鋼Ce40(邊部標志點取值40 mm)的凸度為38 μm,帶鋼邊緣降為13.75 μm。
軋制后橫斷面輪廓與邊緣降
軋制后橫斷面輪廓及邊緣降情況分布是對測量鋼卷牌號50BW800、規格0.5 mm×1220 mm(1220 mm 是酸洗后對1240 mm 每側切邊10 mm 后的寬度)經1#單機架可逆軋機進行軋制,冷軋后由操作側向傳動側進行畫點,測量各點厚度值,對厚度測量值做折線圖分析,如圖3 所示。
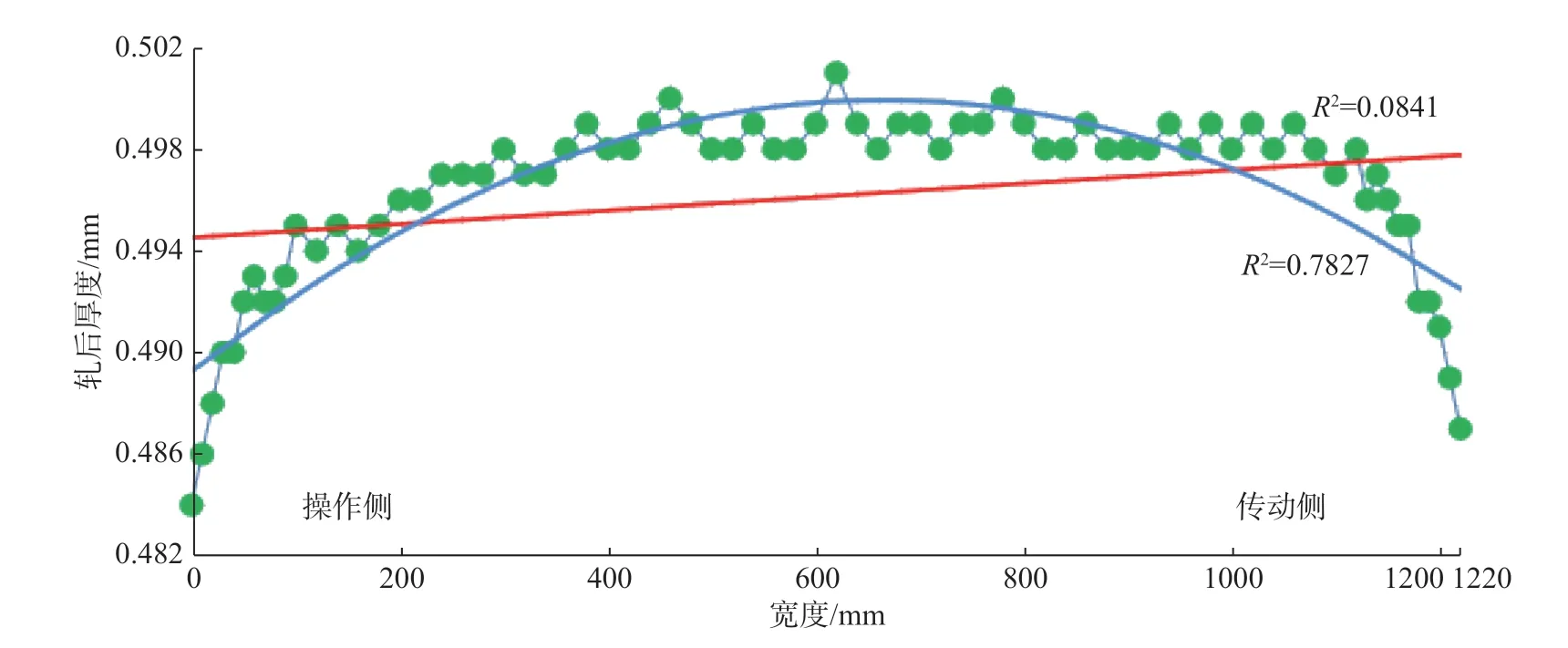
圖3 硅鋼原料軋后凸度情況
由圖3 可見,硅鋼原料測試卷軋制后的厚度分布由操作側向傳動側有增厚的趨勢,兩側邊部40 mm 內厚度陡降。帶鋼Ce40(邊部標志點取值40 mm)的凸度為10 μm,帶鋼邊緣降為8 μm。
邊緣降與原料關系分析
通過將測試卷分別在1#、2#軋機軋制,對軋制后的邊緣降與原料進行對比,以及鋼卷批量測量軋制后邊緣降與原料對比分析,來確定邊緣降與原料關系。
測試卷1#軋機軋后邊緣降與原料對比
(1)測試卷經1#軋機軋制后與硅鋼原料的斷面尺寸(軋制后的1220 mm 寬度對應硅鋼原料1240 mm每側切邊10 mm 后的寬度)對比,如圖4 所示。
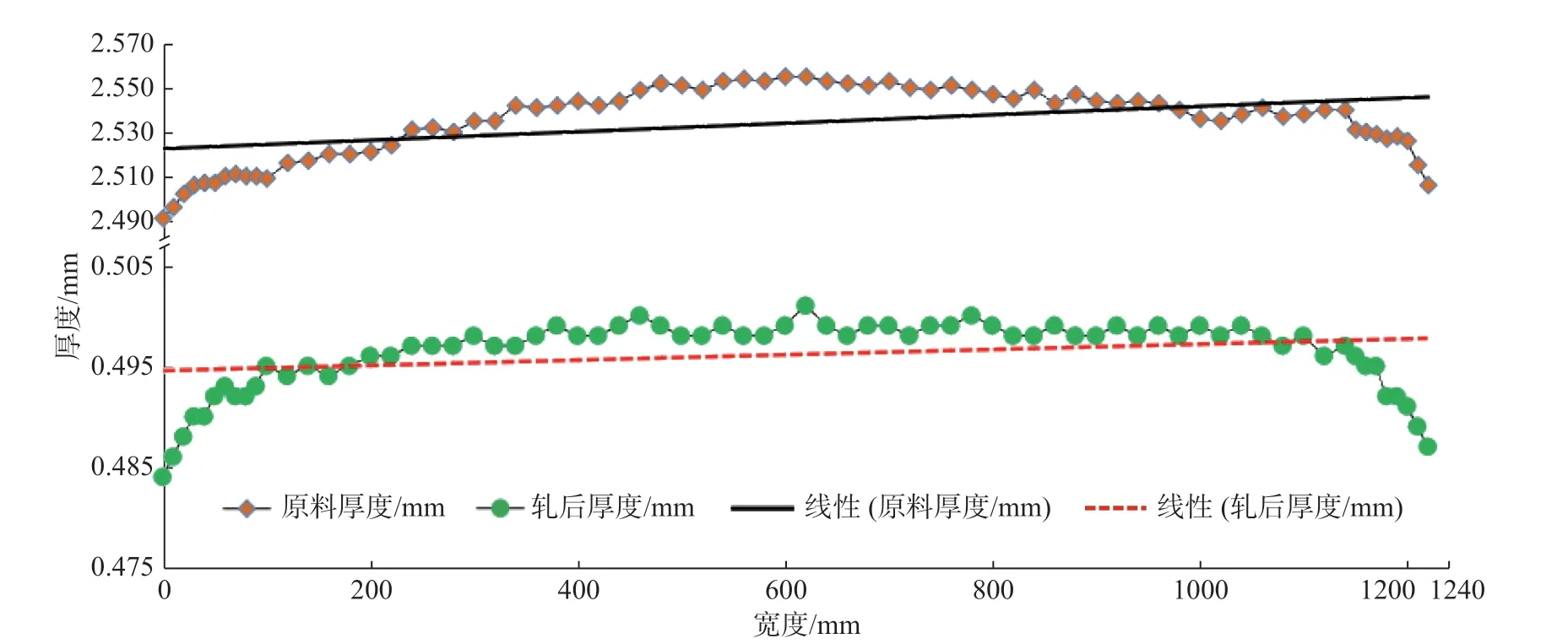
圖4 硅鋼原料與軋制后的斷面尺寸對比
由圖4 可見,硅鋼原料與軋制后的厚度分布均有操作側向傳動側增厚的現象,軋制前后的曲線特性一致,橫向厚度分布相似,邊緣降趨勢相同,兩折線圖的相似度很高。
(2)對1#軋機軋后的測試卷邊緣降與原料數據進行對比,見表2。
由表2 可知,硅鋼原料測試卷的凸度為38 μm,帶鋼邊緣降為13.75 μm;硅鋼原料測試卷軋制后的凸度為10 μm,帶鋼邊緣降為8 μm。硅鋼原料的凸度、邊緣降的大小,直接影響軋后產品的凸度及邊緣降值。可見,硅鋼原料的斷面形狀對冷軋成品的凸度和邊緣降影響程度非常大。

表2 1#軋機軋后的測試卷邊緣降與原料數據對比
測試卷2#軋機軋后邊緣降與原料對比
隨機選擇與測試鋼卷同規格、同牌號的硅鋼原料卷,在2#單機架可逆軋機進行軋制。對軋制前后的帶鋼橫向厚度分布情況進行畫點測量(與前述測量方式相同),其斷面輪廓形狀、厚度分布趨勢、凸度、邊緣降與1#軋機生產的測試卷雷同,不做具體闡述。
批量測量鋼卷軋后邊緣降與原料對比
隨機選擇與測試鋼卷同規格、同牌號的硅鋼原料25 卷,分別在1#、2#單機架可逆軋機軋制。對軋制前后的帶鋼邊緣降情況進行測量,并制作散點圖,如圖5 所示。
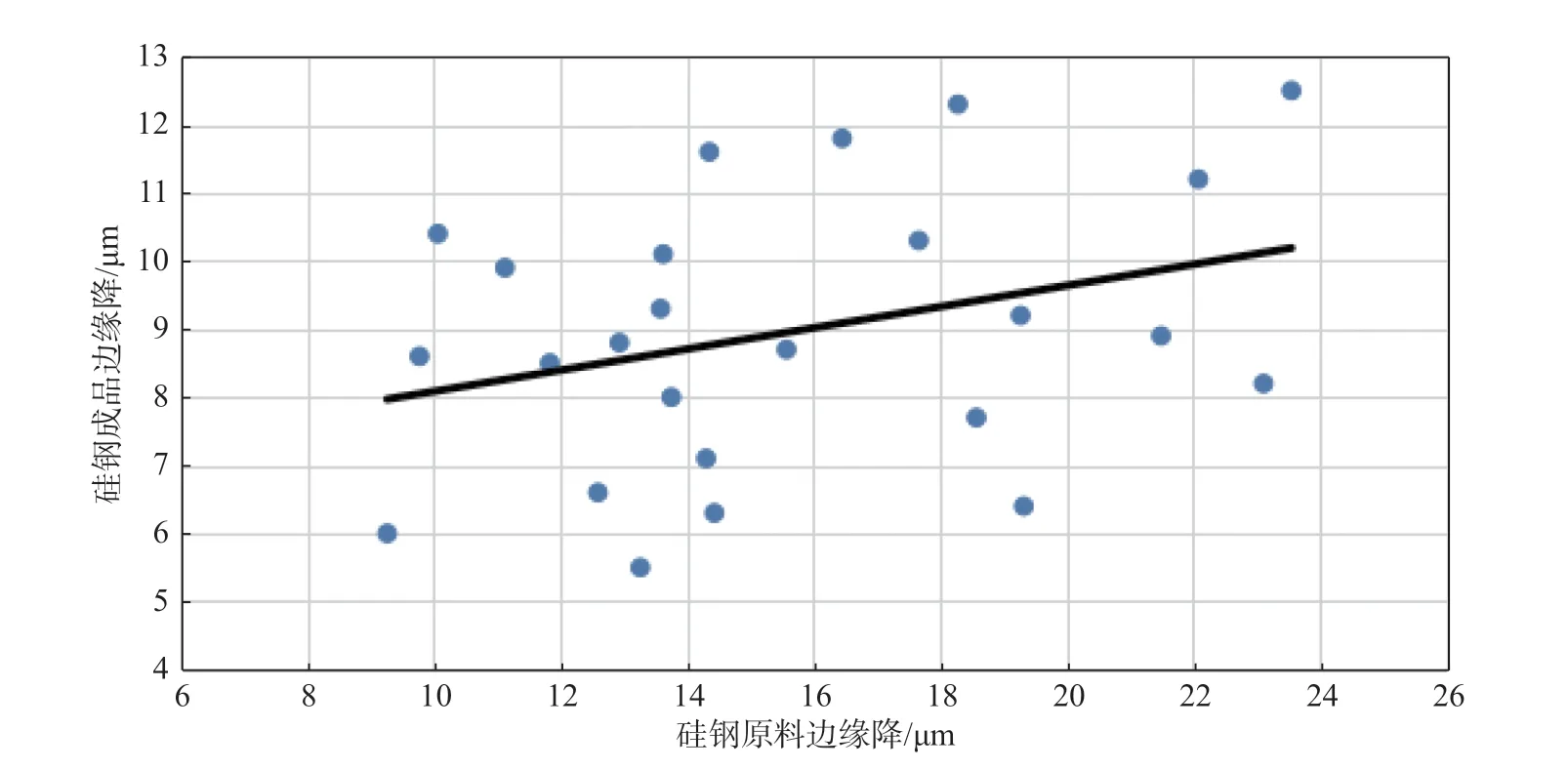
圖5 帶鋼軋制前后邊緣降分布趨勢
由圖5 可見,硅鋼原料與軋制后硅鋼成品的邊緣降,在統計一定樣本數據的情況下,表現了較強的線性趨勢[5]。
邊緣降與原料關系分析
硅鋼原料的斷面形狀經冷軋后被按比例保留,其斷面輪廓、凸度、厚度分布趨勢與原料非常相似。由于冷軋過程要求保證板形良好,所以軋制過程中雖然板凸度的絕對值不斷減小,但比例凸度始終保持不變[6]。
綜上測量統計、分析和對生產實際的對比研究發現,無取向硅鋼原料的凸度對冷軋成品的邊部厚度分布,即軋后邊緣降的影響程度非常大。針對上述分析結果,確定對硅鋼成品邊緣降進行優化,提高硅鋼疊裝系數。
邊緣降控制優化及效果
對硅鋼成品邊緣降的優化,通過控制硅鋼原料凸度、軋機EDC 輥開發等控制手段來完成。
控制硅鋼原料凸度
要求熱軋成品斷面輪廓:一方面邊部減薄區相對要窄,另一方面厚度在橫斷面上呈均勻、平滑狀態,為對稱分布的弧狀形貌,原料沿寬度方向不許有楔形。
熱軋對硅鋼原料板凸度的控制措施為:
(1) 精軋工作輥熱凸度控制。
(2) 精軋工作輥、支撐輥輥型優化配置。
(3) 精軋負荷分配優化。
(4) 精軋彎輥力控制優化。
通常熱軋生產硅鋼原料時,凸度應控制在合理范圍之內。經對滿足邊緣降標準鋼卷跟蹤試驗、凸度查詢和分析,確定熱軋成品板凸度Ce40控制在(30±10) μm 為宜。
軋機EDC 輥開發
借鑒三冷軋五機架六輥CVCPLUS軋機經驗,開發硅鋼單機架可逆軋機具有邊緣降控制功能的EDC 軋輥,可以有效控制邊緣降。
邊緣降優化效果
針對邊緣降控制優化控制措施,進行現場效果檢驗。經2#單機架可逆軋機,在硅鋼連退機組隨機取樣10 卷硅鋼產品,牌號50BW800、規格0.5 mm×1220 mm,測量邊緣降情況,見表3。

表3 邊緣降優化效果驗證
由表3 可知,隨機取樣10 卷的平均邊緣降范圍為5.5~8.5 μm,平均值為7.15 μm,達到硅鋼產品邊緣降≤8 μm 的指標。
結束語
(1)通過研究發現,硅鋼原料與軋制后硅鋼成品的邊緣降有較強的線性關系,原料的凸度值直接影響邊緣降指標的控制水平。
(2)硅鋼原料凸度應控制在合理范圍之內,熱軋成品板凸度Ce40控制在(30±10) μm 為宜。
(3)開發硅鋼單機架可逆軋機具有邊緣降控制功能的EDC 軋輥,可以有效控制邊緣降。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
