基于標準靶向控制的打葉復烤批次質量評價
2021-10-17 08:34:54李善蓮鄧國棟鄒嚴頡周進華
湖南農業科學 2021年9期
李善蓮,鄧國棟,周 東,杜 薇,陳 平,余 雯,鄒嚴頡,周進華
(1. 中國煙草總公司鄭州煙草研究院,河南 鄭州 450001;2. 四川中煙工業有限責任公司,四川 成都 200082;3. 四川煙葉復烤有限責任公司,四川 成都 610041;4. 鄭州輕工業大學,河南 鄭州 450002)
打葉復烤是將煙葉從農業產品轉變為工業生產原料的一個整理和準備性的加工過程[1],是卷煙生產大工藝中的“第一車間”。打葉復烤加工質量與管控水平直接影響卷煙后續加工質量及卷煙產品質量,對于中式卷煙品牌原料保障發揮著重要的橋梁作用[2]。在卷煙加工質量評價領域,對制絲批次質量的分析評價研究較多,如廖材河等[3]提出了基于ISA-SP95的柔性制絲線批次管理模式,并結合柔性制絲工藝的特征建立了批次管理模型;李善蓮等[4]采用功效系數法對制絲過程批次質量進行了分析評價;羅志雪等[5]構建了卷煙制絲過程參數穩定性評價指數;但對打葉復烤批次質量的量化評價研究較少。近年來,卷煙工業企業對打葉復烤的加工要求不再局限于成品片煙質量,對加工過程參數和指標也越來越重視[6]。因此,筆者以工藝標準的控制要求為基礎,通過實際值與標準要求的定量比較以及多元參數指標的賦權計算,建立了基于標準靶向控制的打葉復烤批次質量的分析評價方法,以期為加強生產過程的管控,提高煙葉加工質量提供參考。
1 評價指標要求與數據處理
1.1 評價指標與要求
以打葉復烤工藝技術標準為基礎,以“精細、穩定、量化”為原則,結合歷史數據分析和專家討論,確定了打葉復烤批次質量分析評價的主要工序參數指標,其具體要求如表1所示。

表1 打葉復烤批次質量評價的指標與要求
1.2 數據采集與處理
可在線采集的參數指標,按照規則(表2)篩除料頭料尾后,計算各參數指標的平均值、標準偏差;離線檢測指標計算測試數據的平均值。

表2 在線數采數據處理規則
2 質量表征與評價
根據表1批次質量控制要求,打葉復烤質量管控與評價可分為3種類型,一是單一范圍控制的符合型,二是單一優化控制的望目型和極值型,三是范圍控制與優化控制相結合的類型。
2.1 參數指標評價
(1)單一范圍控制型。當實測結果在要求范圍內時,賦值100,否則賦值0。
(2)單一優化控制型。對于優化控制參數指標,可分為望目控制和極值控制2種類型,其質量指數分別按式(1)和式(2)進行計算,質量指數取值范圍為[0,100],即當計算結果小于0時賦值0,計算結果大于100時賦值100。


式中,Id為極值控制參數指標質量指數;為實測平均值;xpv為標準設計值;xbest為理論或實際最優值。
(3)范圍與優化控制相結合型。分別按單一控制方式計算質量指數,最終質量指數以4∶6的權重進行綜合。
2.2 工序評價
工序內各變量是平行的,采用統計加權的方法,工序管控質量指數按式(3)計算。

式中,G為工序管控質量指數;Ii為第i個變量的管控指數;wi為第i個變量的權重。
2.3 批次評價
批次各工序是前后相互影響的,采用幾何平均的方法,批次綜合質量指數按式(4)計算。

式中,L為批次綜合質量指數;Gi為第i個工序的管控指數;di為第i個工序的權重。
3 實證分析
3.1 質量指數取值
按工藝管控要求,質量指數取值如圖1所示。并從左上往右下劃分為:(1)優(≥80);(2)良(70<I<80);(3)需關注(60<I≤70);(4)差(≤60),需改進。

圖1 質量指數得分區間與級別
3.2 結果分析
按照建立的評價方法,選取2020烤季打葉復烤5個生產批次數據(表3),分別編號A~E。5個批次均為優的下限控制水平,工序過程結果表明,批次D和批次E分別在二次潤葉和打葉去梗工序質量得分偏低,需要進行分析關注。從二次潤葉和打葉去梗工序各參數指標質量得分(表4和表5)可以看出,批次A和批次D的二次潤葉的物料流量管控得分較低,沒有達到標準控制要求,打葉去梗工序各批次葉片結構控制均需提高,尤其是批次E有2項指標沒有達到標準控制要求。

表3 批次綜合質量得分計算結果 (分)
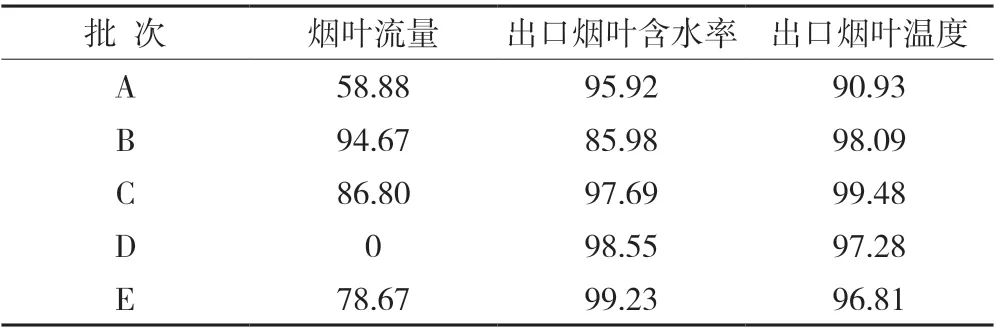
表4 二次潤葉工序參數指標質量得分計算結果 (分)

表5 打葉去梗工序參數指標質量得分計算結果 (分)
3.3 應用效果
表6為某打葉復烤廠2020烤季管控指數月度均值與改進項目統計結果,從表6中可以看出,2020烤季打葉復烤生產過程中,發現改進項共89項,范圍包括設備異常、過程穩定性、指標符合性、流量控制精度等方面,通過持續改進,打葉復烤過程批次管控指數均值由最初的61.2提高至78.3。
從應用效果來看,根據該評價方法建立的打葉復烤工藝質量分析平臺,通過與生產實時數據的對接,可實現參數、工序、批次等多維度工藝過程管控水平的量化分析,從而有效地監督過程管控的執行程度,能夠及時地發現并追溯生產過程中管控薄弱的工序或參數指標,并加以改進,顯著增強了打葉復烤過程的管控能力,提升了煙葉加工質量。
4 結 論
以打葉復烤工藝標準的控制要求為基礎,根據工藝過程參數指標的數據特點,建立了基于標準靶向控制的打葉復烤批次質量評價方法,并開發了打葉復烤工藝質量分析平臺,實現了打葉復烤批次質量的多維度量化分析,實時監控批次質量狀態的變化情況,及時發現、追溯生產過程中管控薄弱的工序或參數指標,加以改進,為持續改進打葉復烤過程、提高管控水平提供了有效途徑。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
石油瀝青(2021年4期)2021-10-14 08:50:44
世界科學技術-中醫藥現代化(2021年10期)2021-03-02 05:52:06
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26
中國質量與標準導報(2014年1期)2014-02-28 22:21:28