DCJ-2型鍛造操作機(jī)氣缸改進(jìn)研究
2021-10-15 05:12:52李長(zhǎng)連
中國(guó)設(shè)備工程 2021年19期
李長(zhǎng)連
(中車大連機(jī)車車輛有限公司,遼寧 大連 116000)
1 生產(chǎn)現(xiàn)狀
DCJ-2型鍛造操作機(jī)是我公司大型鍛件生產(chǎn)的關(guān)鍵設(shè)備,可以?shī)A持φ120~φ510坯料完成自由鍛造的主要?jiǎng)幼鳎溆形鍌€(gè)基本動(dòng)作:鉗口夾緊、鉗桿旋轉(zhuǎn)、鉗桿前升降、鉗桿后升降和大車行走。該設(shè)備鉗口夾緊系統(tǒng)主要由鉗頭、氣缸、活塞和活塞桿等組成。工作中,由壓縮空氣進(jìn)入氣缸前壓縮空氣入口(或后壓縮空氣入口)作用在活塞上,由活塞桿控制鉗口夾緊過(guò)程中的夾料運(yùn)作。由于該系統(tǒng)工作環(huán)境惡劣,氣缸和活塞配合面磨損嚴(yán)重,工作中壓縮空氣沿著配合面縫隙前后泄壓,重則呈線狀外泄,造成氣缸內(nèi)壓力降低,直接影響鉗口夾緊力不足,設(shè)備不能正常工作。為了不影響生產(chǎn),維修工作人員經(jīng)常每天添加氣缸桿側(cè)端蓋與活塞桿間密封油繩一次,而且設(shè)備時(shí)常處于維修狀態(tài)。
2 工作原理
DCJ-2型鍛造操作機(jī)夾緊系統(tǒng)是由鉗頭和夾緊裝置兩部分組成。夾緊裝置的作用是使拉桿上產(chǎn)生拉緊力,并經(jīng)鉗頭機(jī)構(gòu)轉(zhuǎn)變?yōu)殂Q口的夾緊力,從而夾緊鍛件。按拉緊力的生產(chǎn)方式,拉緊裝置有機(jī)械式、氣動(dòng)式和液壓式三種。本機(jī)采用氣動(dòng)式拉緊裝置鍛造操作機(jī)。圖1所示為DCJ-2型鍛造操作機(jī)鉗口夾緊系統(tǒng)工作原理。
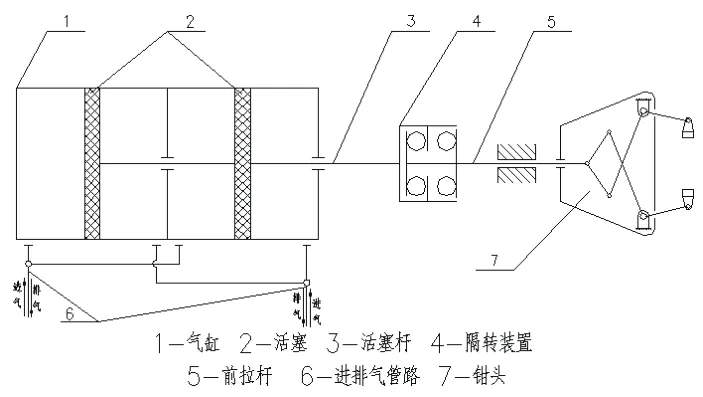
圖1 DCJ-2型操作機(jī)鉗口夾緊系統(tǒng)工作原理
DCJ-2型鍛造操作機(jī)鉗口夾緊系統(tǒng)由氣缸、活塞、活塞桿、隔轉(zhuǎn)裝置、前拉桿、進(jìn)排氣管路以及鉗頭等組成。氣缸采用的是串聯(lián)雙作用氣缸,也稱為倍力型氣缸。如圖2所示。它是由兩個(gè)單桿雙作用氣缸串聯(lián)在一起,且兩個(gè)活塞串聯(lián)在一根活塞桿上,所輸出地推力是單個(gè)氣缸的兩倍,從而達(dá)到使用小缸徑而獲得較大的輸出推理效果。缸體固定在操作機(jī)體框架內(nèi),由壓縮空氣控制閥從進(jìn)、排氣管1輸入壓縮空氣時(shí),進(jìn)、排氣管2排氣,氣缸兩腔的壓力差作用在活塞上所形成的力克服阻力負(fù)載推動(dòng)活塞運(yùn)動(dòng),使活塞桿伸出,來(lái)操作機(jī)鉗口張開(kāi)度。當(dāng)壓縮空氣控制閥從進(jìn)、排氣管2輸入壓縮空氣時(shí),進(jìn)、排氣管1排氣,使活塞桿縮回,操作機(jī)鉗口夾緊,以實(shí)現(xiàn)DCJ-2型鍛造操作機(jī)的鍛件夾緊工作。
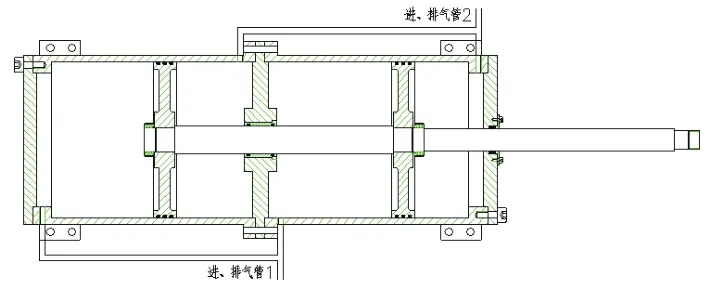
圖2 DCJ-2型鍛造操作機(jī)氣動(dòng)式拉緊裝置
3 故障分析
3.1 氣缸泄壓原因分析
鍛造時(shí)氣缸中的壓縮空氣為廠區(qū)風(fēng),風(fēng)壓一般在0.5~0.6MPa,在進(jìn)、排氣管1和進(jìn)、排氣管2交替進(jìn)氣或排氣,活塞實(shí)現(xiàn)往復(fù)直線運(yùn)動(dòng)。由于車間生產(chǎn)環(huán)境所限,該設(shè)備在鍛件加熱爐的高溫作業(yè)及空氣錘打擊時(shí)產(chǎn)生的震動(dòng)等環(huán)境中生產(chǎn)工作。氣缸活塞密封圈因?yàn)樵诟邷丶笆苷饎?dòng)的情況下,會(huì)與氣缸體在往復(fù)運(yùn)動(dòng)時(shí)出現(xiàn)相互磨損現(xiàn)象,而且會(huì)出現(xiàn)單面磨損現(xiàn)象。這時(shí)汽缸活塞在進(jìn)、排氣兩腔內(nèi)相互串氣,出現(xiàn)泄壓現(xiàn)象,這樣就會(huì)降低了兩腔的壓差,活塞運(yùn)動(dòng)緩慢無(wú)力等現(xiàn)象。同時(shí)該設(shè)備在鍛件加熱爐的高溫作業(yè)及空氣錘打擊時(shí)產(chǎn)生的震動(dòng)等環(huán)境中生產(chǎn)工作,氣缸桿與氣缸端蓋密封在高溫及受震動(dòng)的情況下也會(huì)出現(xiàn)嚴(yán)重泄壓現(xiàn)象,無(wú)法達(dá)到密封效果。在氣缸密封不好的情況下,該設(shè)備就會(huì)出現(xiàn)鉗口夾不緊現(xiàn)象,從而使該設(shè)備不能正常運(yùn)行。
3.2 鍛造操作機(jī)的夾持量分析
DCJ-2型鍛造操作機(jī)的夾持范圍為φ120~φ510mm,而夾持量的大小主要取決于鉗口的張開(kāi)度。在維修過(guò)程中,氣缸活塞桿徑法蘭盤與鉗口拉桿連接時(shí),由于在鍛件的過(guò)程中所產(chǎn)生的振動(dòng)力,使得活塞桿法蘭盤緊固螺絲有擼絲現(xiàn)象,更換新活塞桿的情況下,鉗口的張開(kāi)度不變,但是為保生產(chǎn)而快速搶修時(shí),將會(huì)縮短活塞桿尺寸,這時(shí)會(huì)導(dǎo)致鉗口張開(kāi)度減小。通過(guò)上述分析可知,鍛造操作機(jī)加持量大小取決于鉗口的張開(kāi)度,而鉗口張開(kāi)度的大小主要取決于氣缸活塞桿的長(zhǎng)短。因此鍛造操作機(jī)加持量大小直接取決于氣缸活塞桿的長(zhǎng)度。
4 改進(jìn)措施
4.1 改進(jìn)密封結(jié)構(gòu)
根據(jù)上述分析,提高氣缸和活塞的密封性和提高氣缸桿與氣缸端蓋的密封性是保證鍛造操作機(jī)鉗口夾緊力和對(duì)大型鍛件夾持進(jìn)行生產(chǎn)工作必要改進(jìn)項(xiàng)目。
氣缸和活塞的密封性改進(jìn)項(xiàng)目為加大活塞密封圈與氣缸的接觸面積,從而延長(zhǎng)氣缸的工作時(shí)間。將活塞密封圈槽從11mm加寬至12.5mm,由原來(lái)11mm的O型密封圈換成12.5mm的O型密封圈。這樣增加了O型密封圈與缸體的接觸面積,使得缸體與O型密封圈之間耐磨性增加,密封效果更顯著。在鍛件加熱爐的高溫作業(yè)及空氣錘打擊時(shí)產(chǎn)生的震動(dòng)等環(huán)境中,因?yàn)楦左w與O型密封圈接觸面積的增大,可以起到很好減震效果,避免了活塞與缸體之間硬碰硬現(xiàn)象發(fā)生。從而使得該設(shè)備能夠長(zhǎng)時(shí)間連續(xù)工作,減少維修次數(shù)。如圖3所示。
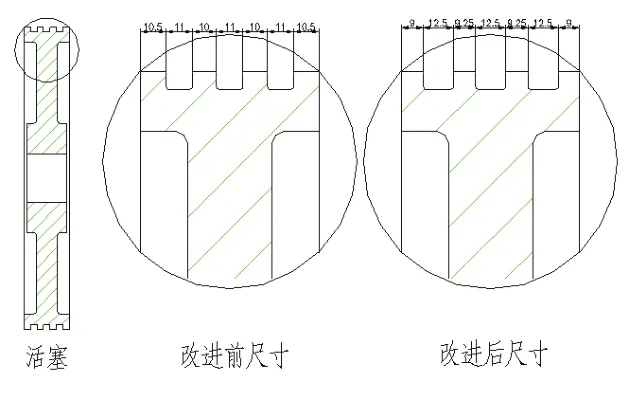
圖3 氣缸活塞密封槽尺寸
氣缸桿與氣缸端蓋的密封性改進(jìn)項(xiàng)目為重新設(shè)計(jì)加工擋蓋,使得擋蓋與氣缸端蓋之間尺寸由7mm增加到21mm。以前在擋蓋與氣缸端蓋之間加一道密封油繩,改進(jìn)后可以加3道密封油繩,再用6個(gè)M10mm內(nèi)六角螺絲將擋蓋固定在氣缸端蓋上。在鍛件加熱爐的高溫作業(yè)及空氣錘打擊時(shí)產(chǎn)生的震動(dòng)等環(huán)境中,通過(guò)增加密封油繩的圈數(shù),由原來(lái)的一道密封油繩增加到現(xiàn)在的三道密封油繩,可以使得隔熱與減震效果更明顯,同時(shí)能夠達(dá)到更好的密封效果。通過(guò)改進(jìn)后,將不會(huì)出現(xiàn)泄壓現(xiàn)象,減少維修人員的維修次數(shù)。如圖4所示。
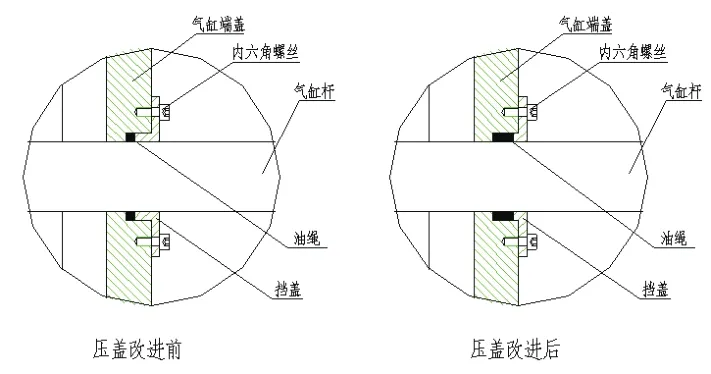
圖4 氣缸壓蓋改進(jìn)尺寸
4.2 改變活塞桿尺寸
DCJ-2型鍛造操作機(jī)的夾持范圍為φ120~φ510mm,在生產(chǎn)過(guò)程中,因?yàn)樾鹿に嚨囊螅枰獖A持φ520mm坯料,而現(xiàn)在的鍛造操作機(jī)不能滿足生產(chǎn)要求,因此需要增加鉗口的夾持量來(lái)完成生產(chǎn)任務(wù)。通過(guò)上述對(duì)鍛造操作機(jī)的夾持量分析,可知鍛造操作機(jī)夾持量的大小主要取決于氣缸活塞桿的長(zhǎng)短,因此需要通過(guò)增加活塞桿的長(zhǎng)度來(lái)增加鉗口的張開(kāi)度,使得該設(shè)備能夠完成夾持φ520mm坯料工作。改進(jìn)方案為將活塞桿長(zhǎng)度由原先的1785mm增加至1795mm,這樣可以使鍛造操作機(jī)鉗口最大張開(kāi)量增加至φ530mm,以完成對(duì)φ520mm坯料的夾持工作。
5 使用效果
通過(guò)對(duì)DCJ-2型鍛造操作機(jī)的氣缸密封系統(tǒng)以及氣缸桿的改進(jìn)。經(jīng)過(guò)1年的運(yùn)行,氣缸缸體與活塞之間沒(méi)有出現(xiàn)因?yàn)槊芊庠蚨霈F(xiàn)串氣現(xiàn)象。氣缸桿與氣缸端蓋的密封油繩磨損減少,極大的降低了更換油繩的頻率,減輕了維修負(fù)擔(dān)。在增加氣缸桿的長(zhǎng)度后,保證了公司大型鍛件毛坯料的夾持工作。
