大壁厚窄間隙焊接接頭低溫CTOD性能研究
2021-10-15 05:13:10李文艷劉濤劉貴超
中國設備工程 2021年19期
李文艷,劉濤,劉貴超
(渤海卡麥龍流體控制設備(天津)有限公司,天津 300280)
1 概述
近年來,隨著石油、天然氣長輸管線、儲氣庫的大力發展,越來越多的輸油、輸氣管線使用高壓全焊接球閥作為切斷閥。作為管線上的關鍵設備之一,全焊接球閥使用介質復雜多樣、環境惡劣且輸送壓力高,要求全焊接球閥必須具有較高的可靠性、密封性和強度,保證球閥投入使用后可連續運行30年以上。由于全焊接閥體內部橡膠等密封材料的限制,閥體環焊縫焊后不能進行熱處理,作為全焊接閥門的關鍵工序,必須采用有效的評定準則保證焊縫的可靠性和安全性。
英國焊接學會提出的CTOD斷裂韌度能夠準確評價焊接接頭抗脆斷裂的能力,且能夠評定接頭的安全可靠性而得到了廣泛的應用。全焊接球閥閥體環焊縫采用多層多道焊接方式,在焊接過程中后一道焊接的高溫焊珠加熱前一道焊接的焊縫從而引起焊縫及熱影響區組織的不均勻性,產生較高的焊口熱應力,甚至產生裂紋、氣孔或夾渣等缺陷,使材料的韌性明顯降低。通過研究分析,材料韌性不足、微小裂紋引發的疲勞裂紋擴展是造成事故產生的主要原因。如果焊縫存在裂紋、氣孔等缺陷,需要采用斷裂力學理論來判斷材料是否有足夠的韌性阻止疲勞裂紋的擴展,具有均勻性、連續性和各向同性的彈性力學將不能用于焊縫的評定。
2 材料和焊接工藝
全焊接球閥閥體最大焊縫厚度大于130mm,按照標準要求該焊縫需進行焊后熱處理,由于閥門內部結構的特殊性,無法進行焊后熱處理。為此,本文依據英國BS7448斷裂韌性試驗標準,對大壁厚的A350LF2和A350LF6焊接接頭,在-46℃環境下對其進行斷裂韌性CTOD 試驗,同時研究焊接參數對焊接接頭焊縫及熱影響區CTOD 性能的影響,為指導全焊接球閥閥體環焊縫焊接提供數據支撐。
2.1 母材
本次試驗材料為A350LF2低溫鋼鍛件,屈服強度σsmin=275MPa,抗拉強度σy=485-655MPa。其主要化學成分如表1所示。A350LF6 CL2屈服強度σsmin=415MPa,抗拉強度σy=515-690MPa,其主要化學成分如表2所示。

表1 A350LF2合金化學成分(%max)

表2 A350LF6 CL2合金化學成分(%max)
2.2 焊接工藝
采用窄間隙焊縫結構,坡口角度2~7°,大壁厚試件模擬生產的最大規格球閥厚度,單層1~3道焊縫,窄間隙焊縫結構如圖1所示。
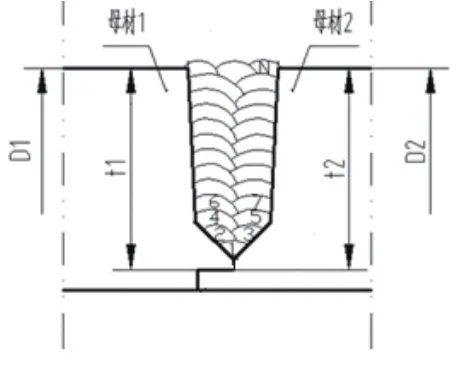
圖1 埋弧自動焊坡口形式示意圖
焊接前采用火焰加熱的方式進行預熱,初始預熱溫度為90℃;為了防止焊接過程中閥體溫度升高造成密封件失效,層間溫度最大控制在200℃以內;另外,全焊接球閥在焊接過程中會產生橫向收縮,該收縮量需控制在1.2mm以內,減小閥體內部各零部件裝配位置對閥門開關扭矩產生的影響,保證閥門的正常運行。鑒于上述情況,采用單絲埋弧自動焊對焊接接頭進行焊接時需合理匹配焊接參數,控制熱輸入量,減少焊縫及其附近區域由于不均勻的溫度場產生的殘余應力。
3 試驗方法
3.1 試樣制備
試樣尺寸為137mm×137mm×600mm。按照標準BS 7448:Part 1 的要求制作缺口形狀,并采用電火花切割如圖2所示的焊縫及熱影響區位置的CTOD試樣。
圖2 焊接接頭CTOD 試樣示意圖
3.2 試驗程序
本文按照標準BS 7448: Part I及BS EN ISO 15653的試驗方法開展CTOD試驗,采用三點彎曲標準試樣,裂紋面為N-P方向(平行于焊縫方向)。
在室溫下,采用(GPS200)200kN高頻疲勞試驗機對每一個試樣預制疲勞裂紋,預制疲勞裂紋波形為正弦波,預制疲勞裂紋參數f= 130 Hz,應力比R= 0.1,預制疲勞裂紋最大載荷為160 kN,名義深度為6 mm,在預制疲勞裂紋過程中應控制裂紋擴展速度,在最后的1.3mm內,適當增大疲勞載荷比;為了獲得較好的裂紋前緣形狀,對焊縫進行預壓縮處理;如圖3所示。

圖3 預制疲勞裂紋
CTOD試驗在(YDL2000)2000kN電液伺服萬能試驗機上進行,為考察該材料在低溫工作環境下的服役表現,測試溫度設定為-46℃。將干冰和酒精的混合液放入低溫槽內,隨后將預制裂紋的試樣放置其中,嚴密監測溫度變化至-46℃后保溫70min,控制溫度波動幅度在±2℃,試驗加載速率為1.00 mm/min。直到加載載荷出現下降,試驗停止。分別在焊縫中心以及熱影響區粗晶區位置預置機加工裂紋,同一位置進行三次試驗測試獲得平均值以探究焊接參數對不同接頭焊縫中心及熱影響區斷裂韌性值的影響。
4 試驗結果與討論
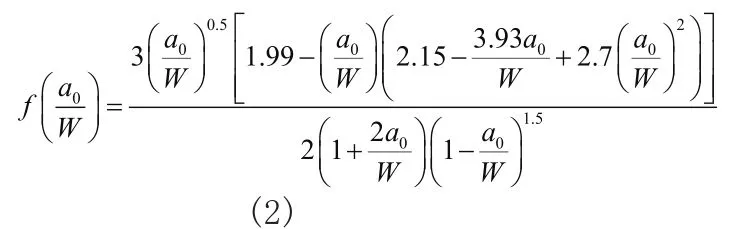
試驗機系統自動記錄載荷F和裂紋嘴張開位移值V并繪制F-V曲線。當達到最大載荷時停機,將試樣取下,記錄曲線上的最大載荷Fmax和其對應的裂紋嘴張開位移Vp。為了觀察裂紋擴展區和測量裂紋擴展長度,對試樣進行二次疲勞后打斷,將斷口烘干后在光學顯微鏡下測量初始裂紋長度a0和擴展長度a。CTOD 值按照標準BS7448計算:

式中:δ為裂紋尖端張開位移(CTOD);μ=0.3為泊松比;E=206GPa為彈性模量;F為F-V曲線上所對應的最大載荷(N);σs為材料的屈服極限強度;B為試樣厚度(mm);W為試樣寬度(mm);Vp為F-V 曲線上最大載荷對應的張開位移,mm;z=2.0mm為刀口高度。f(a0/W)為幾何形狀因子,按下式計算:
上述兩種材質的焊接接頭焊縫金屬和熱影響區的CTOD試驗結果如表3所示。

表3 埋弧自動焊焊接接頭CTOD 試驗結果
試驗結果表明,焊縫和熱影響區的在低溫(-46℃)下均具有很好的CTOD斷裂韌度,焊縫中心區CTOD 特征值相對較高,焊接接頭斷裂韌度最小值為0.197mm,位于A350LF6側熱影響區位置;產生上述現象是由于在熱影響區存在局部脆性粗晶區,但并不意味著焊接接頭整體韌度低,如果該區域周圍材料有較好的止裂特性,可以保證整體的安全性。
5 結語
(1)對大壁厚焊接接頭的CTOD 特征值進行分析,焊縫金屬試樣的CTOD特征值大于熱影響區的試樣。
(2)兩種材質的焊接接頭焊縫、熱影響區的CTOD值均大于API 1104和DNV標準的要求,表明焊接接頭可以在不進行熱處理的情況下使用,具有足夠的斷裂韌度值。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
