全真絲半色織提花工藝設計實踐
2021-10-14 07:19:30王佳麗
紡織科技進展 2021年9期
關鍵詞:工藝
韓 雷,王佳麗,肖 露
(1.四川依格爾紡織品有限公司,四川 南充637000;2.四川省絲綢科學研究院有限公司,四川 成都610031)
真絲色織提花是指先對絲線染色,再進行提花織造。此類工藝生產的提花面料不僅提花效果顯著而且色彩豐富柔和,是紡織面料中的高檔產品;產品缺點是真絲綢存在濕彈性差,容易起皺,縮水率大,織造過程中絲線容易摩擦起毛,而且染絲、織造、后整理等工序損耗較大,臺產不及白坯織物產量高。傳統真絲色織大提花經線染色必須加捻,耗絲量比較多,用工時間長,因此投入成本高、技術要求高,生產出的產品價格昂貴[1-3]。為了拓寬市場,達到降低損耗、提高生產效率的目的,嘗試用經線淺色緯線深色的組合,采用生經熟緯工藝,經線用1/180/198 tex桑蠶絲生絲,先織造后染色流程,生產出的產品色彩淡雅素凈,具有很好的懸垂性,柔軟平滑,抗靜電不起球。
1 半色織工藝
1.1 半成品織物設計規格
經線組合:1/180/198 tex桑蠶絲生絲(淺金)。
緯線組合:A天藍色5/180/198 tex熟絲;B深金色5/180/198 tex熟絲;C咖啡色5/180/198 tex熟絲。半成品幅寬:282 cm;成品幅寬:280 cm。
1.2 工藝流程
絡筒——精煉——染色——烘干。
1.3 工藝參數
1.3.1 絡筒
緯線采用YJW-220型絡筒/張力片重18 g,絡筒速度650 m/min,硬度邵氏80°。每個筒子重量約600 g,絡筒的硬度和大小要重點考慮練白環節絲膠剝離后絲線筒子的下墜。
1.3.2 精煉
主要目的是使用精煉助劑,借助化學、物理的作用,將絲線中所含的天然雜質如絲膠、蠟質、礦物質以及其他的色素、油漬、污漬去掉。考慮到蠶絲屬于蛋白質纖維,耐堿性很差,故采用筒子染絲機(無錫全潤機械)高溫高壓無堿練白工藝。一方面克服絲線摩擦起毛的缺點,另一方面絲線的回彈性能得到提高。筒子紗練染應考慮紗線內外色差、色花的問題。采用進口活性染料低溫低堿染色,可保證蠶絲纖維的光澤、強力和色牢度,同時,染后要充分水洗、皂洗、固色,保證色牢度。
練白工藝處方:
雙氧水4%(o.w.f);
精煉劑4%(o.w.f);
滲透劑0.5%(o.w.f);
p H值:7;浴比1∶8;
溫度110℃;時間30 min;
脫膠率保證在23%左右。
1.3.3 染色
工藝處方:
活性染料(昂高)x%(o.w.f);
元明粉20~30 g/L;
碳酸鈉5~10 g/L;
p H值:7-8;
浴比1∶8。
工藝曲線:
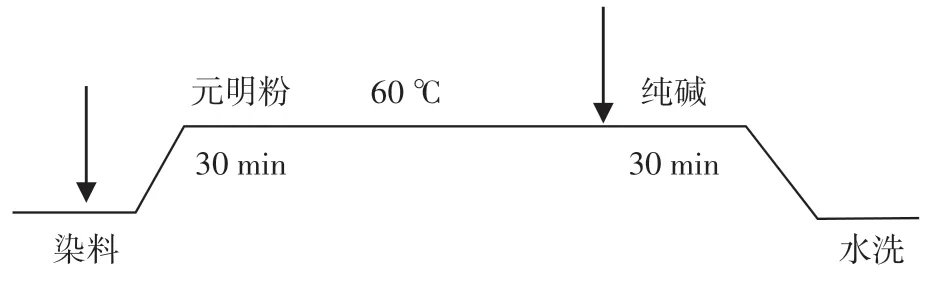
緯線3色分別按具體工藝處方染色,染色完畢后充分水洗,并用固色劑ECO(亨斯邁)0.5%(o.w.f)固色。真絲產品屬于蛋白質纖維,要注意堿的使用量,采用進口高牢度染料,低堿低溫染色,保證色牢度各項指標達到5級,是保證后工序的關鍵。
2 織綢工藝措施
2.1 產品規格
上機經密:120根/cm;
成品經密:123根/cm;
上機緯密:75根/cm;
成品緯密:78根/cm;
成品姆米數:28 mm;
半成品門幅:282 cm。
2.2 上機工藝參數
上機門幅(筘內幅):294 cm;
筘號:30齒/cm;
筘穿入數:4;
內經總根數:35 280;
邊經根數:60×2=120根;
總經線根數:35 400根;
經線用量:194.85 g/m;
緯線用量:279.54+12.49 g/m;
提花機紋針數:8 880針;
花回數:4花。
裝造類型:單造單把吊,一順穿,提花機龍頭:意大利STAUBLI電子龍頭,織機:國產天馬織機,機器速度:400 r/min(傳統提花320 r/min)。
2.3 織造流程
2.3.1 準備工序
經緯線分別按生產工藝單指示準備經線上軸,緯線絡筒。
2.3.2 花型設計
采用紡織CAD設計軟件按意匠——組織——工藝——輸出紋版的流程生成紋版文件,輸入到織機電腦輸入端,發送信號到電子龍頭,開機準備織造。
2.3.3 生產階段
輸入由電腦CAD設計的花型織造紋版,輸入工藝參數(上機緯密、織造速率、生產產量等參數),織機儲緯器放入相應的不同紗線,開機生產。
2.3.4 下機階段
根據生產計劃單,完成生產量后,停機、下卷取軸。
2.3.5 面料后整理階段
下機后做面料初檢,去除表面疵點,標注顏色色差位置,做初步記錄。
2.4 技術要點
(1)由于織綢車間機器高速運轉,容易起靜電,導致空氣中的粉塵或雜質容易織到布面,形成織疵。故車間環境溫度宜控制在20~25℃,濕度控制在80%左右。保持一定的濕度,有利于提高產品的質量和生產效率。
(2)為了保證面料的光澤度,提高紋路清晰,采用電子清糙器先對絲線進行清糙,提高面料檔次。
(3)本工序織綢車速可以提升25%。
3 后整理工藝措施
將織造好的面料,進入卷染機(宏達NSWR630)進行練白。半色織織物是絲綢的傳統品種,風格別致,精煉質量要求相當高,不但手感柔軟,脫膠均勻,而且還要避免褪色,防止經緯線相互串色。
3.1 練白工藝
半色織提花經線采用1/180/198 tex桑蠶絲生絲,緯線已經脫膠,所以整個半成品絲膠含量較少,要考慮到再次練白時緯線不掉色,必須在溫和的環境下減少練白時間。為此,選用諾維信生物酶絲麗106(多種酶制品復配產品),該酶可以在相對溫和的條件下迅速脫膠且不損傷蠶絲纖維,對顏色也沒有任何影響。
絲麗凈106:0.5%(o.w.f);
滲透劑0.5%(o.w.f);
溫 度:40℃;p H值:7-7.5;
時間:20 min。
經過此步驟后已經能夠形成顏色立體感、漂亮的色織大提花。
3.2 再染工藝
酸性GN灰(德國博朗化工)0.02%(o.w.f),染色完畢后,加平滑劑進行柔軟。該工序在于適當經線染色,由于染料濃度較低,對緯線的顏色基本沒有影響。
3.3 烘干
國產烘干機車速30 m/min,壓力0.4 MPa,濕度控制在10%左右。
3.4 定型
國產TH-3000-8拉幅呢毯機定型,車速30 m/min,門幅280 cm,回潮率控制在4%內。
傳統的色織綢還需要下水單獨進行縮率處理,耗時很長,經過本工序后無需單獨進行縮率處理,縮率控制在0.5%以內。
3.5 環保要求
印染各工序的工藝設計,均應遵循環保生產要求,嚴禁使用有害染化料助劑,保證符合生態紡織品的要求。
4 成品性能指標檢測
經檢測,采用本工藝生產的全真絲半色織提花織物性能指標為:
平方米克重:108 g/m2;經向斷裂強力:760.3 N;緯向斷裂強力:450.4 N;水洗牢度:5級;汗漬牢度:4級;干摩擦牢度:4級;濕摩擦牢度:4級;p H值:7;甲醛:未檢出。
5 結論
(1)真絲生經熟緯的工藝,經線減少了加捻、并絲、絡絲、絡筒、倒筒等繁瑣工序,練染環節減少了經線練白工藝,后整理不需要進行單獨縮率處理。與傳統真絲提花用時相比,能縮短時間1~2天;從原料耗用看,經線采用1/180/198 tex生絲織造,對比傳統用的2/180/198 tex復捻真絲,經絲耗用量減少了一半;人工費用方面同時也大幅度下降。總體降低了面料成本。
(2)文中所述工藝目前只適合淺經深緯的顏色組合,不適用經線顏色深的組合,所以在顏色的選擇上有一定的局限性。因此,在采用該工藝之前先要考慮顏色的組合。
(3)經過獨特的提花工藝織造后,生產出的提花面料具有豐富多姿的色彩,花型凹凸有致,具有很強的立體感,產品手感豐滿。同時能舉一反三,可以采用不同纖維的組合,通過不同纖維染色性能不同,織造出更多漂亮的色織大提花。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
