掃描電鏡和X射線能量色散譜儀在涂層脫落現象分析中的應用
2021-10-09 07:56:40劉漪濤王福光崔樹林李航何德水
電鍍與涂飾 2021年17期
劉漪濤 ,王福光,崔樹林,李航,何德水
(1.北京新風航天裝備有限公司,北京 100854;2.海裝駐北京地區第二軍事代表室,北京 100854)
電子顯微技術的發展令掃描電鏡(SEM)、透射電鏡(TEM)、X射線能量色散譜儀(EDS)、紫外光電子能譜儀(UPS)、俄歇電子能譜儀(AES)等電子顯微儀器日漸普及,目前這些電子顯微儀器的應用范圍已經開始拓展到航空航天等尖端制造企業的生產質量控制過程。SEM-EDS因具有適用范圍廣、對樣品要求低、分析快速、結果直觀等優勢[1-2],在原材料質量鑒定、涂裝質量檢測、不合格品判定、涂層失效分析等方面具有廣闊的應用前景[3-4]。本文舉例說明 SEM-EDS技術在防熱涂層脫落失效分析中的應用。
1 涂層脫落情況
某型飛行器艙體表面的環氧基防熱涂層固化后,在艙體圓形設備安裝孔周圍的涂層與產品之間出現縫隙,用工具撬動就有大面積涂層脫落。該產品的金屬基材為ZM5鑄造鎂合金,金屬基材表面有氧化鎂保護層,底漆為環氧底漆。從圖 1可見,涂層脫落位置對應的產品表面呈現完整的古銅色氧化鎂保護層,目視無底漆及涂層殘留,說明底漆和氧化鎂保護層之間脫粘。如圖2所示,脫落下的涂層內側有完整的淺黃色底漆層,目視沒有氧化鎂保護層附著。另外,脫落的涂層附著在遮蔽保護物之上(產品上該區域不能有涂層),在撬下涂層時,遮蔽保護物與附著在產品表面的涂層一起脫落。
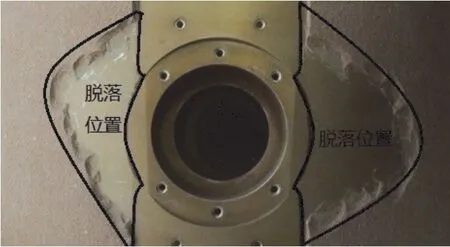
圖1 產品脫落位置的宏觀形貌Figure 1 Macroscopic morphology of the position of exfoliation on the product
2 微觀形貌分析
采用SEM對涂層的脫落界面(即圖2中脫落區域內的界面)進行形貌分析。
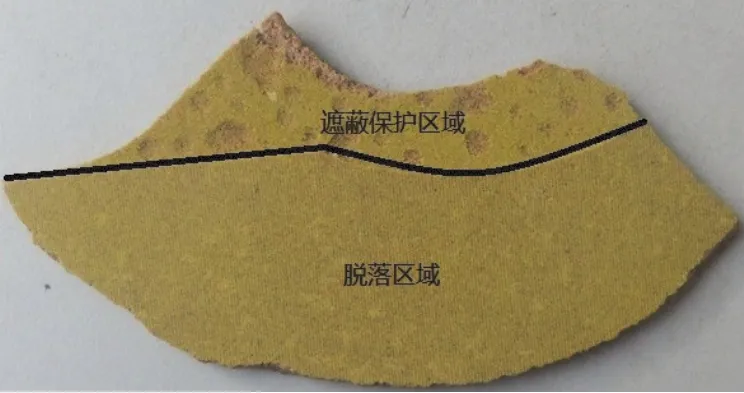
圖2 涂層上脫落界面的宏觀形貌Figure 2 Macroscopic morphology of the internal surface of the exfoliated coating
2. 1 低倍形貌
如圖3所示,涂層脫粘界面大部分區域較為平整(約占總面積的85%),有一些彌散分布的小凹坑(約占總面積的15%),整個脫粘界面內未見固體異物、液體異物殘留痕跡及氧化鎂保護層附著。
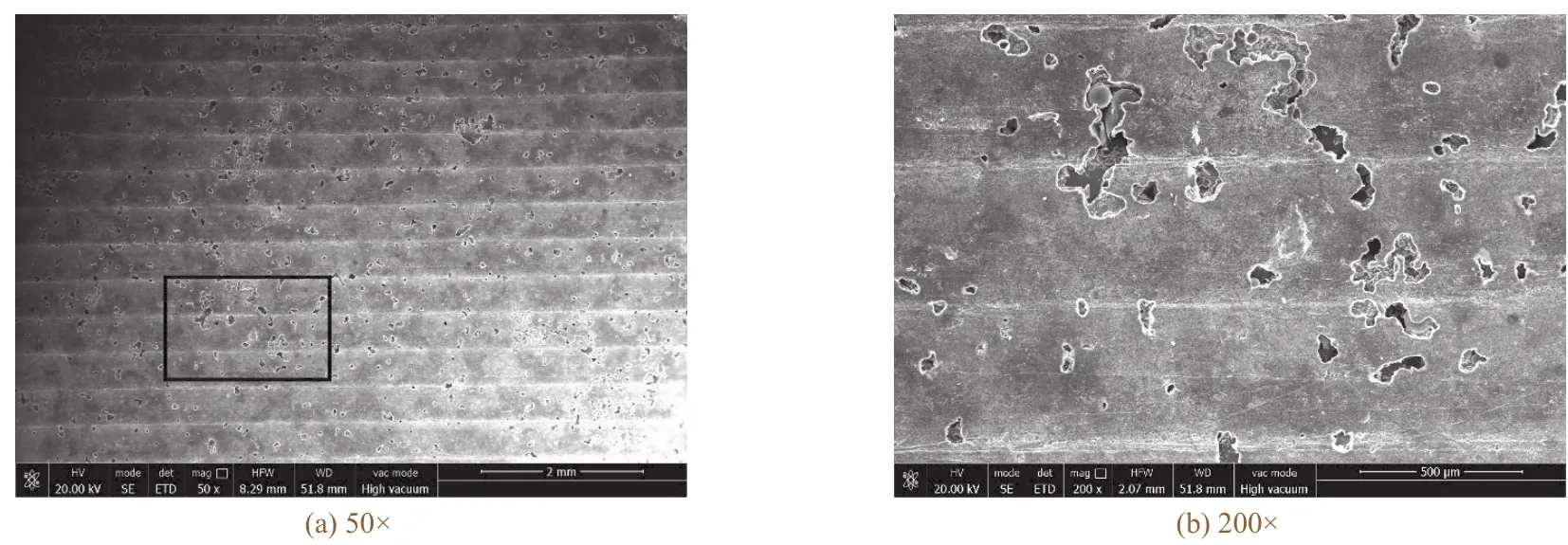
圖3 脫落界面的低倍SEM照片Figure 3 Low-magnification SEM images of the internal surface of the exfoliated coating
初步判斷:脫落界面位于底漆層與氧化鎂保護層之間,脫落涂層界面上不存在明顯的外來污染物,氧化鎂保護層與金屬母材附著正常,可排除氧化鎂保護層附帶涂層一起脫落的情況。
2. 2 高倍形貌
分別對脫落界面的平整區域和凹坑區域進行高倍形貌分析。如圖4所示,脫落界面平整、質地均勻,無正常粘接狀態下的斷裂痕跡,亦未見固體異物、液體異物殘留痕跡和氧化鎂保護層附著,說明涂層與氧化鎂保護層未建立有效粘接,該區域出現粘接異常現象。
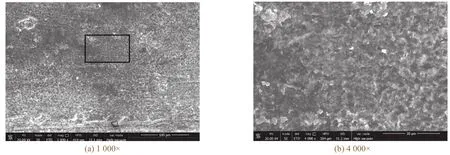
圖4 平整區域的高倍SEM照片Figure 4 High-magnification SEM images of the flat area on the internal surface of the exfoliated coating
從圖5可以看出脫落界面的凹坑處明顯存在正常粘接狀態下的斷裂痕跡(撬下涂層時發生局部斷裂),斷裂位置位于底漆與氧化鎂保護層之間,或者底漆與防熱涂層之間,該區域內涂層的粘接情況正常。
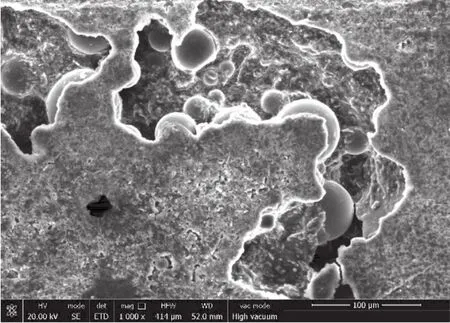
圖5 凹坑區域的高倍SEM照片Figure 5 High-magnification SEM image of the pit area on the internal surface of the exfoliated coating
根據涂層脫落界面的低倍和高倍顯微形貌觀察可以獲得如下結論:
(1) 涂層是在底漆層與氧化鎂保護層之間發生分離。
(2) 脫落界面的平整區域上涂層粘接情況異常,未建立有效粘接,該區域約占整個界面面積的85%;脫落界面的凹坑區域上涂層粘接正常,約占整個界面面積的15%。
(3) 產品表面清潔,無外來異物。
(4) 氧化鎂保護層與金屬基體之間附著牢固,未發生脫落。
3 X射線能量色散譜分析
根據顯微形貌分析的結果,分別對脫粘界面的粘接異常位置(平整區域)和粘接正常位置(凹坑區域)進行EDS檢測,分析兩種區域內元素種類及其占比的差異。
圖6和圖7反映出2種位置表面各元素的整體情況。
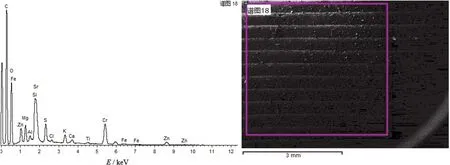
圖6 粘接異常位置的能譜圖Figure 6 EDS spectrum of the position with abnormal adhesion
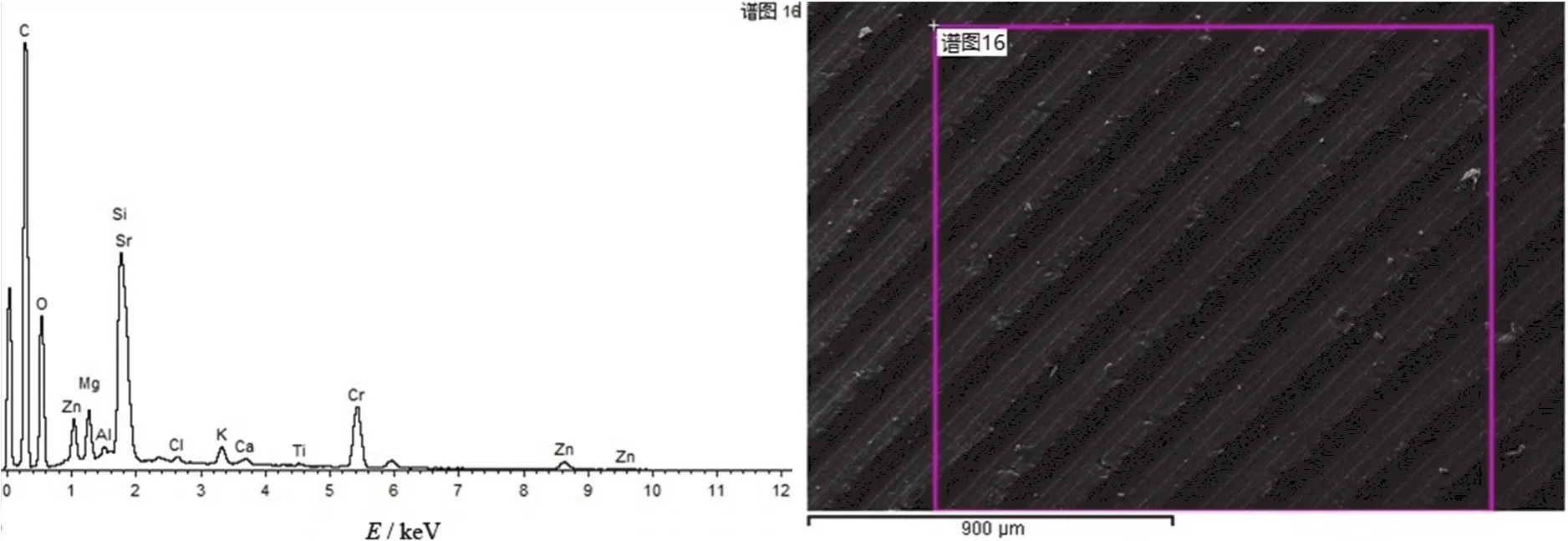
圖7 粘接正常位置的能譜圖Figure 7 EDS spectrum of the position with normal adhesion
粘接異常位置和粘接正常位置的EDS譜圖形狀基本相同,說明2種位置的元素成分基本一致。但在粘接異常位置的譜圖中存在一個明顯的硫元素(S)峰,而粘接正常的位置沒有該峰。S不屬于界面上正常存在的元素,且其摩爾分數高達0.59%,不可忽視,需對界面上S的分布進行重點檢測。
脫粘界面的粘接異常位置和粘接正常位置上元素S含量最高點的能譜圖如圖8和圖9所示。脫粘界面各元素占比見表1。
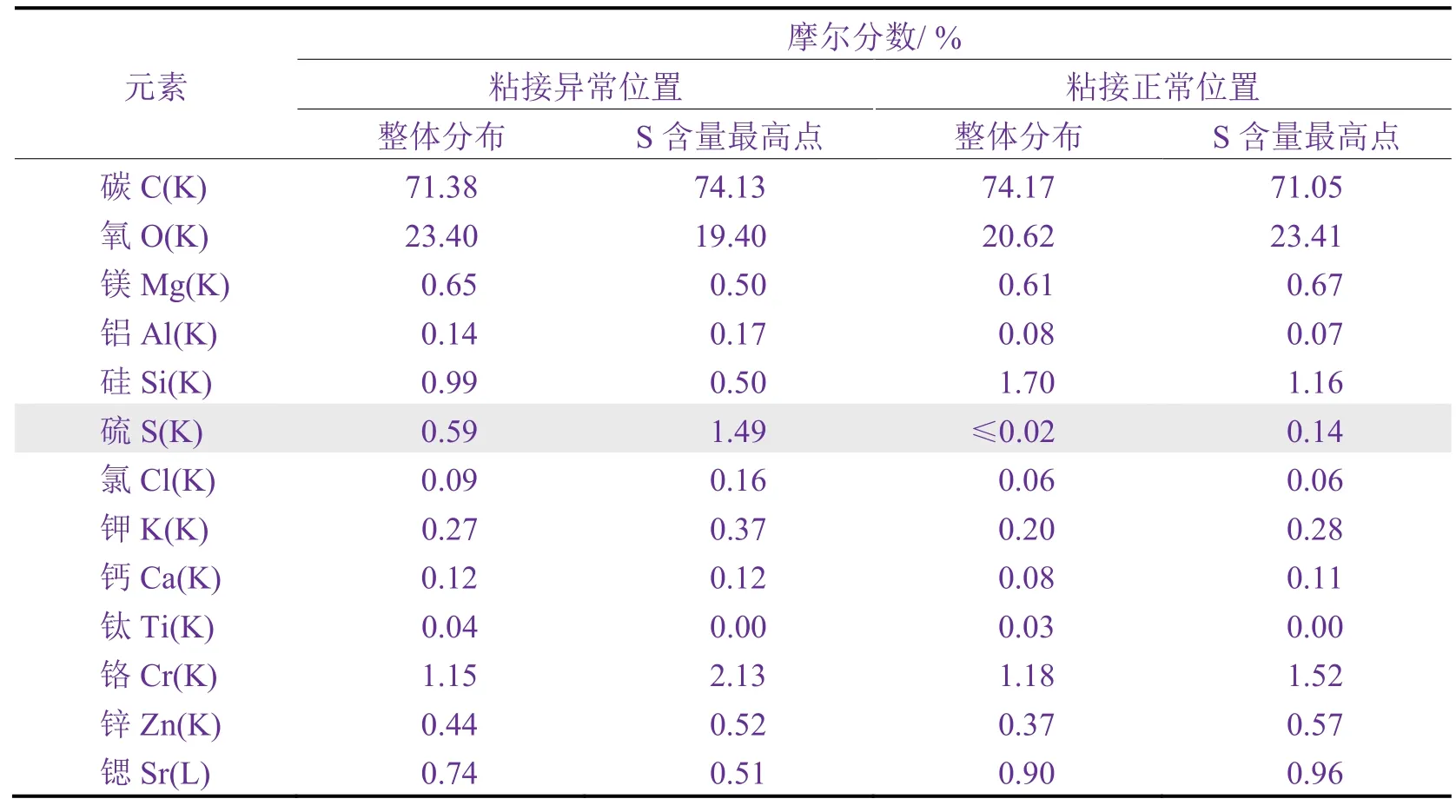
表1 脫落界面上各元素的摩爾分數Table 1 Mole fractions of elements at the internal surface of the exfoliated coating
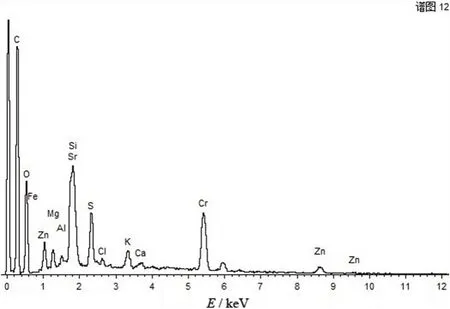
圖8 粘接異常位置硫元素S含量最高點能譜圖Figure 8 EDS spectrum of the spot having the highest sulfur content at the position with abnormal adhesion
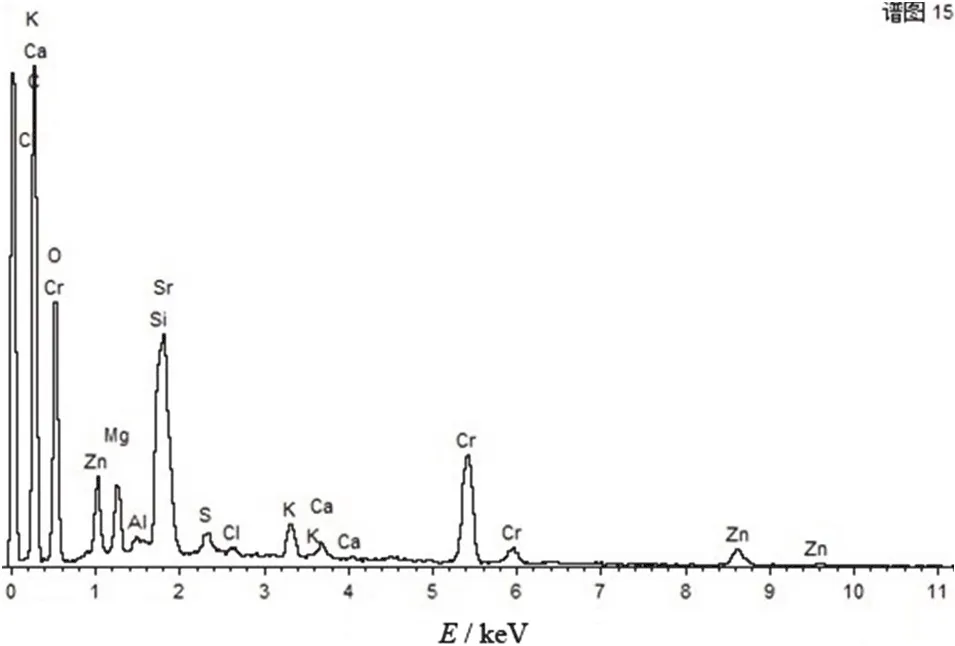
圖9 粘接正常位置硫元素S含量最高點能譜圖Figure 9 EDS spectrum of the spot having the highest sulfur content at the position with normal adhesion
對粘接異常位置和粘接正常位置進行X射線面掃描,以及對2種位置含硫最高點進行X射線點掃描的分析結果如下:
(1) S不屬于界面上正常存在的元素。
(2) 粘接異常部位存在異常高的S含量,整體含量為0.59%,最高含量為1.49%。
(3) 在粘接正常位置,整體的S含量極低≤0.02%,在整個區域內S的含量最高不超過0.14%,不排除由粘接異常位置擴散而來的可能。
(4) 異常的S元素含量與界面粘接異常現象存在相關性。
4 涂層脫落實例分析結果
通過對產品生產工藝流程的排查,發現脫落界面粘接異常位置有過高含量的S源自鑄造鎂合金產品氧化處理工序的氧化槽液中硫酸鎂的殘留。氧化處理后工序未能將表面殘留的硫酸鎂徹底清理,致使金屬基體表面的某些部位存在較多的水合硫酸鎂(MgSO4·7H2O)。在涂層加熱固化過程中,水合硫酸鎂脫水,使粘接界面局部存在游離水分,導致底漆與氧化鎂保護層發生脫粘,同時這些水分氣化膨脹,將脫粘位置的涂層頂起,造成涂層脫落。
5 結語
SEM-EDS技術因其可同時獲得形貌和成分的信息,以及分析速度快、試樣制備簡單等特點[4],可方便快速地對涂層脫落界面進行形貌觀察,并根據形貌特點,對異常位置的元素成分進行定量和定性分析,是涂裝質量問題分析的一種可靠手段。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新聞傳播(2015年11期)2015-07-18 11:15:04