一種數控鉆銑機床翻轉夾緊工作臺的設計與仿真?
2021-09-26 02:39:00楊春梅丁禹程
林產工業 2021年9期
楊春梅 王 成 丁禹程 李 峰 薛 勃
(東北林業大學林業與木工機械工程技術中心,黑龍江 哈爾濱 150040)
隨著我國木工機械行業的發展與進步,門窗加工領域也向著高效、多元的方向發展[1-5]。梁柱材是門窗生產的主要材料,目前定制梁柱材加工設備存在自動化程度低、鉆銑加工過程中梁柱材定位不準確、夾緊力過大或過小等問題,導致定制梁柱材加工效率低,廢品率高,這些問題嚴重制約著梁柱材加工領域的發展[6-16]。近幾年,梁柱材加工機床種類繁多,但是這些機床大多只能加工一種類型、一種長度的梁柱材,或者只能進行單面或者雙面加工,需用人工進行翻轉夾緊定位以重新加工另外兩面,加工效率低,費時費力,并且成品率不高[17-25]。本文設計了一種數控鉆銑機床翻轉夾緊工作臺,旨在通過數控方式在工作臺上自動進行翻轉、限位和夾緊等步驟,實現梁柱材的四面加工,減輕工人的勞動強度,提高工作效率,降低廢品率。
1 數控鉆銑機床總體方案設計
1.1 總體布局
數控鉆銑機床在工作過程中主要完成木料搬運、木料夾緊、梁柱材翻轉和梁柱材鉆銑刨等工序。圖1 為梁柱材四面鉆銑刨的工藝路線流程圖,參與動作的部件主要有翻轉夾緊工作臺和數控雙面鋸材鉆銑刨聯合機。

圖1 梁柱材四面鉆銑刨工藝路線Fig. 1 Process route of beam and column material drilling and milling on all sides
通過分析加工對象和梁柱材生產工藝流程,結合總體布局的基本要求,在確定主要技術參數后最終明確數控鉆銑機床總體布局。數控鉆銑機床主要包括翻轉夾緊工作臺、數控雙面鋸材鉆銑刨聯合機和輔助系統三大部分。
翻轉夾緊工作臺主要完成梁柱材鉆銑刨工序前必要的準備工作;梁柱材搬運、定位夾緊;在鉆銑刨完梁柱材兩面后,對梁柱材進行翻轉再夾緊定位,為另外兩個面的鉆銑刨做準備。數控雙面鋸材鉆銑刨聯合機作用在于按照用戶實際要求對梁柱材四面進行合理鉆銑與刨切。輔助系統用于輔助操作員完成控制工作,及時發現并處理設備故障。
最終確定的數控鉆銑機床總體布局如圖2、3 所示。

圖2 數控鉆銑機床的總體布局Fig. 2 Overall layout of CNC beam and column four-sided drilling and milling machine

圖3 部件結構圖局Fig. 3 Component structure diagram
1.2 工作過程與性能參數
數控鉆銑機床工作過程:梁柱材上料機構將梁柱材推到翻轉夾緊工作臺上,工作臺上的搬運驅動部件夾緊梁柱材,并將其移至外露工作臺30 mm處,工作臺限位夾緊部件開始落下,進一步對梁柱材進行夾緊,此時鉆銑刨切加工機床開始工作,對梁柱材上表面和側表面進行相應的鉆銑刨加工。當鉆銑刨切加工機床退回初始位置時,翻轉夾緊工作臺的翻轉擋鐵升起,翻轉裝置帶動梁柱材進行180°翻轉,然后鉆銑刨切加工機床繼續工作,對梁柱材的另外兩面進行鉆銑刨加工,至此,梁柱材四面鉆銑刨加工完成。

表1 翻轉夾緊工作臺性能設計參數表Tab.1 Performance design parameter table of the turnover and clamping table
2 翻轉夾緊工作臺結構設計
翻轉夾緊工作臺需要完成梁柱材四面鉆銑刨前的所有準備工作,集翻轉、夾緊、搬運、限位功能于一身,操作較為繁瑣,工作量較大,是確保四面鉆銑刨正常工作的先決條件,對精度要求較高。因此,翻轉夾緊工作臺的設計,應在保證結構合理的前提下簡化結構,減少占用空間,同時,能滿足加工長度為500 ~2 000 mm的梁柱材,確保翻轉裝置帶動梁柱材翻轉180°并回到原位。為實現上述技術要求設計的翻轉夾緊工作臺結構如圖4所示,主要由翻轉裝置、工作臺、搬運驅動部件和限位夾緊部件構成。

圖4 翻轉夾緊工作臺的結構圖Fig. 4 The structure diagram of the turnover and clamping table
2.1 翻轉裝置結構設計
翻轉裝置是整個數控鉆銑機床設計的關鍵,直接關系到本設計能否實現鉆銑刨四面一體化加工的目標。翻轉裝置工作時通過氣缸推動齒條帶動齒輪旋轉,從而帶動輔助翻板進行90°翻轉,輔助翻板上通過的梁柱材則以翻轉擋鐵為支點,隨輔助翻板同步翻轉180°,完成翻轉過程。
為使該翻轉裝置滿足不同寬度的梁柱材加工需要,輔助翻板設計為300 mm長。為確保翻轉過程能夠正常平穩運行,將翻轉齒條的移動速度定為v= 40 mm/s,則翻轉機構輔助翻板從0°旋轉至90°位置時齒輪齒條經過的直線距離S(mm)為:

式中:齒輪的分度圓半徑r= 25 mm。
由式(1)得S= 39.3 mm,因此,翻轉機構輔助翻板從0°旋轉到90°位置時經過的時間T(s):

由式(1)可得T= 1 s。
齒條推動氣缸的推桿與翻轉齒條固連,翻轉齒條移動的最大直線距離和齒條推動氣缸的推桿最大行程相同,均為39.3mm。齒條推動氣缸選用SC-32×40-c型,齒輪兩端采用軸套固定,起到潤滑、減少摩擦,增加齒輪使用壽命的作用,齒輪下部連接有導軌,使齒條平穩運行,翻轉機構側面安裝有輔助翻轉過程的翻轉擋鐵結構,翻轉擋鐵由雙推桿氣缸(選用TN-10×20-s型氣缸)推動其上下直線移動,翻轉裝置結構如圖5所示。

圖5 翻轉裝置結構示意圖Fig. 5 Schematic diagram of turnover device structure
2.2 搬運驅動部件結構設計
搬運驅動部件結構如圖6 所示。搬運驅動部件需要完成的動作:將梁柱材送至相應位置進行雙面加工、翻轉,以及翻轉后將梁柱材再次送至加工位置進行另外兩面的加工。由于前后夾緊靠尺及其相關部件的運動方式與構成相似,在此僅以前夾緊靠尺及其相關部件為例進行說明。前夾緊靠尺運動方式有2 種:沿Y軸方向的橫向進給和沿Z軸方向的縱向進給。通過橫向進給實現搬運梁柱材的目的,通過縱向進給實現前夾緊靠尺的上升與收回,2 種運動方式相結合才能實現搬運驅動部件的有效功能。
由于前夾緊靠尺搬運驅動部件橫向進給移動的距離長,且需承受來自前底架較大的徑向載荷,因此傳動方式選取絲杠和導軌滑塊配合使用。安裝在支架橫梁上的伺服電機作為動力源驅動絲杠轉動,電機正反轉間接改變絲杠螺母移動方向,由于工作臺的重量較大,有較大的徑向載荷,因此需要選擇合適的伺服電機對絲杠進行驅動。
首先計算絲杠所受的驅動扭矩:

式中:Ta為滾珠絲杠的驅動扭矩,N·mm;Fa為滾珠絲杠的軸向負載,N;l為滾珠絲杠導程,mm;n1為滾珠絲杠正效率。
已知,滾珠絲杠導程l= 5 mm,滾珠絲杠正效率n1= 0.94,滾軸絲杠的軸向負載Fa未知,可由下式進行計算:

式中:F為滾珠絲杠的徑向切削力,N;μ為導向件間的綜合摩擦系數;m為前機架及其相關組件加上梁柱材的質量,mg;g為重力加速度,g= 9.8 N/kg。
已知,本設計中滾珠絲杠驅動的是工作臺,因此滾珠絲杠徑向切削力F= 0,μ= 0.1,m= 60 kg,代入公式(4)中,可得滾軸絲杠的軸向負載Fa= 58.8 N。
將(4)中計算所得的滾軸絲杠軸向負載Fa代入公式(3)中,可得絲杠所受驅動扭矩Ta= 99.6 N·mm =0.996 N·m,因此,最終選用的伺服電機功率為400 W,伺服電機型號為60ZFHA1-0D40DIN(Y)M-SVZ6。
在前夾緊靠尺搬運驅動部件縱向進給過程中,由于移動的距離較短,所受徑向載荷僅為前夾緊靠尺自重引起,因此縱向進給的傳動方式選用氣缸導軌來實現,選取的氣缸型號為SC-32×120-c,用支撐板螺栓固定。搬運驅動部件的具體結構如圖6 所示。

圖6 搬運驅動部件結構示意圖Fig. 6 Schematic diagram of transport drive components
2.3 限位夾緊部件結構設計
限位夾緊部件的作用是在四面鉆銑刨加工時對梁柱材進行夾緊,確保對梁柱材的加工平穩順利進行。當搬運驅動部件的前后夾緊靠尺對梁柱材進行前后夾緊,工作臺一側活擋鐵對梁柱材側面進行限位時,限位夾緊部件對梁柱材的上表面進行夾緊,這種限位夾緊部件在距離升降底板150、350、850 mm和1 850 mm處工作臺的龍門架上都有安裝,以此滿足不同長度梁柱材四面加工的需要。應根據工作臺上梁柱材上的行程開關被觸發的數量來選擇下降限位夾緊部件的個數,例如,工作臺上的行程開關被觸發2 次,說明需要加工的梁柱材長度在350 ~ 850 mm之間,只需讓靠近升降底板的2 個限位夾緊部件工作就能滿足需要。限位夾緊部件運動方式類似于搬運驅動部件,分為橫向進給和縱向進給,而且這2 種進給方式均由氣缸驅動。橫向進給時,通過氣缸推動夾緊輔助運動機架在橫向進給輔助導軌和滑塊上整體向Y軸方向移動,縱向進給時,通過縱向進給推動氣缸推動輔助支撐壓板夾緊梁柱材,然而與搬運驅動部件不同的是,限位夾緊過程中氣缸推桿位移較長,因此需要選用符合要求的長行程氣缸,最終橫向進給輔助氣缸選用SC-32×600-c型,縱向進給輔助氣缸選用SC-32×600-c型。限位夾緊部件具體結構如圖7 所示。

圖7 限位夾緊部件結構示意圖Fig. 7 Structure diagram of limit clamping parts
3 翻轉夾緊工作臺翻轉操作動力學分析
當鉆銑刨加工平臺對梁柱材上表面和側表面進行加工后,需要通過前后夾緊靠尺夾緊工件移動至指定位置,翻轉機構在齒輪齒條配合作用下,伸出翻轉裝置的翻轉擋鐵,工件以翻轉擋鐵為支點開始翻轉。通過對翻轉裝置與工作臺進行三維建模,利用ADAMS軟件對重心位移曲線與翻轉角度等進行動力學分析,提取梁柱材翻轉過程中位移、角度、能量的變化以及重心運動軌跡等參數,來進一步確定設計的結構是否符合梁柱材的翻轉要求,并通過上述參數找到梁柱材翻轉的最佳時間,合適的翻轉速度與翻轉后工件停留的具體位置。
3.1 翻轉裝置建模
3.1.1 模型導入與材料屬性設定
首先使用SolidWorks軟件建立翻轉裝置模型,由于翻轉裝置中氣缸僅起推動齒條的作用,與仿真結果無關,可以用階躍函數STEP表示。機床底座起支撐作用,因此省去氣缸和螺母,機床底座僅保留工作臺面,進行干涉檢查,確認無干涉后將Parasolid格式的模型導入ADAMS軟件中。齒輪材料為45 鋼,中間傳動軸、輔助翻板為Q235,板材為木材,密度為0.7×103g/cm3,ADAMS中翻轉機構簡化模型如圖8 所示。

圖8 翻轉裝置簡化后結構Fig. 8 Simplified structure of turnover device
3.1.2 添加約束
虛擬樣機在ADAMS工作環境中建立后,在原有三維軟件中建模時定義的各種約束會丟失,因此需要在ADAMS中重新定義約束。工作臺面起支撐作用,可以看作固定零件,因此其與大地(Ground)之間添加固定副,齒輪添加固定副,齒條添加移動副,在輔助翻板、齒輪與Ground之間添加轉動副,添加的所有約束如圖9 所示。

圖9 ADAMS中添加的所有約束Fig. 9 All constraints added in ADAMS
3.1.3 設置碰撞參數
翻轉裝置中齒輪與梁柱材之間、梁柱材與工作臺面之間均有實體接觸,部分接觸會發生碰撞,在ADAMS中需使用接觸函數計算各項接觸力,由于對中組件中實體碰撞多為單側碰撞,因此選擇IMPACT函數計算接觸碰撞力。IMPACT模型含有一些關鍵參數,需要根據結構件尺寸、材料類型與邊界條件確定,具體參數確定如下:
剛度系數(stiffness)K。剛度系數表示物體在受到外力作用時抵抗彈性變形的能力,對于錐齒輪副,根據赫茲接觸理論按如下公式計算:

齒輪材料為45 鋼,E1=E2= 2.06×105N/mm,v1=v2= 0.3,齒輪在接觸點的當量半徑均為18 mm,代入式(5),計算得出錐齒輪副接觸剛度系數K= 0.96×106N/mm,輔助翻板與梁柱材之間、梁柱材與工作臺之間取K= 1×105N/mm。
非線性指數(Force Exponent)e。e表示材料的非線性程度,根據經驗取e= 1.5。
阻尼系數(Damping)C。C反映的是實體碰撞時損失的能量,可根據非線性滯后阻尼模型計算得到,也可根據經驗公式C= (0.1% ~ 1%)K確定,計算得C=1 010 N·s/mm。
穿透深度(Penetration Depth)d。d與接觸力成正比,與阻尼系數成三次函數關系,根據材料類型選取d= 0.1 mm。
摩擦力參數。根據ADAMS中常用材料碰撞參數取動摩擦系數為0.5,靜摩擦系數為0.7。
3.1.4 添加驅動與負載
在齒條上添加v= 40 mm/s的移動速度模擬氣缸推動產生的轉速,為模擬實際運動情況,避免轉速突變,使用階躍函數STEP(time, 0, 0, 1, 40),使轉速在1s內從0 加速至40 mm/s,輔助翻板長度為300 mm,長梁柱材重量設置為28 kg,短梁柱材重量設置為5 kg,計算得負載力矩為8.4 N·m和1.5 N·m,也采用階躍函數的形式使負載力矩在1 s內從0 增至8.4 N·m和1.5 N·m,即STEP(time,0,0,1,0.084),前處理完成后的翻轉機構虛擬樣機如圖10 所示。

圖10 前處理完成后的翻轉裝置及工作臺面整體結構Fig. 10 Turnover device and overall structure of worktable after pretreatment
3.2 仿真結果分析
設置仿真參數,仿真類型選擇Dynamics,仿真時長為1 s,一般情況下,仿真步長(Step Size)越小,仿真結果越精確,但步長過小會使仿真效率降低,精度提高不大,因此將步長設為0.001。
3.2.1 短梁柱材翻轉角度分析
對翻轉過程中輔助翻板和短梁柱材的翻轉角度進行分析,以確定翻轉機構的可行性與設計的合理性。圖11、12所示分別為輔助翻板和短梁柱材在1 s內轉動角度的曲線圖。

圖11 輔助翻板1s內轉動角度曲線圖Fig. 11 Curve diagram of rotation angle of auxiliary flap within 1s

圖12 短梁柱材1 s內轉動角度曲線圖Fig. 12 Curve diagram of rotation angle of short beam column within 1s
從圖11、12可以看出,輔助翻板在0.5 s內從0 °翻轉到90 °,故輔助翻板的角速度為90 °/s;梁柱材在0.4 s內翻轉到180 °,故梁柱材的角速度為450 °/s。通過對梁柱材翻轉角度分析可知,梁柱材最大翻轉時間為0.4 s,輔助翻板需要在0.5 s內翻轉到90 °才能使梁柱材翻轉180°,完成翻轉動作。
3.2.2 短梁柱材翻轉后位移分析
在梁柱材翻轉裝置的工作過程中,翻轉后需要前后夾緊靠尺靠近接觸工件進行夾緊,故通過分析梁柱材翻轉后的位移,就可確定前后夾緊靠尺需要移動的位置,為設計做保證。圖13、14 、15 分別為翻轉后,短梁柱材重心點方向的位移情況。

圖13 短梁柱材X方向位移情況Fig. 13 Displacement of short beam column in X direction

圖14 短梁柱材Y方向位移情況Fig. 14 Displacement of short beam column in Y direction

圖15 短梁柱材Z方向位移情況Fig. 15 Displacement of short beam column in Z direction
從圖13 可以看出,短梁柱材在X方向翻轉的1 s內,位移量為3 mm,梁柱材出料機構輥部分所占寬度為200 mm,故短梁柱材在X方向移動不會超出輥子范圍,可以確保后續對齊,證明翻轉后,短梁柱材在X方向上位移滿足要求。
Y方向反映的是短梁柱材的跳動情況,從仿真結果可以看出,短梁柱材在翻轉過程中,重心經過7次跳動,說明翻轉過程中,短梁柱材翻轉不穩定,后續設計應減少短梁柱材的跳動次數,以保證翻轉的穩定性與可靠性。最大位移量為20 mm,后續可以比較得出梁柱材能量變化是否符合要求。提取梁柱材重心位移軌跡如圖16所示,重心只移動2次,說明進行了2次翻轉,每次90 °,翻轉符合要求。
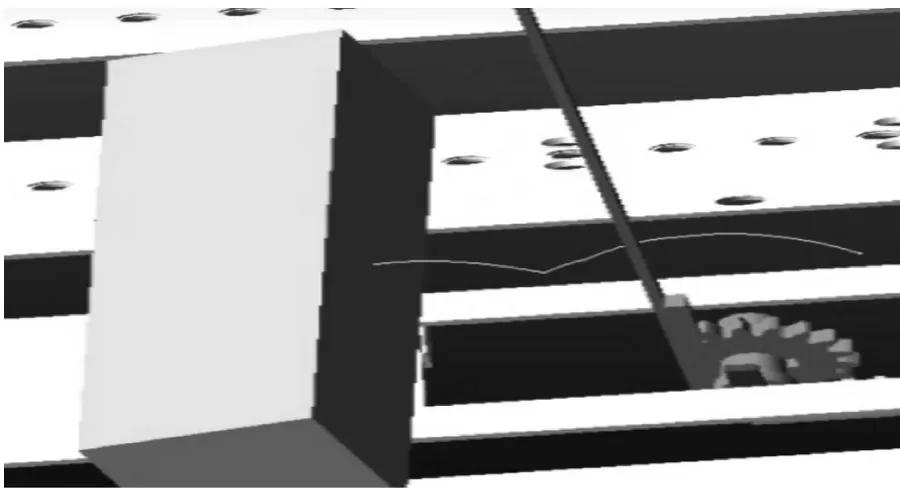
圖16 梁柱材重心移動軌跡Fig. 16 Movement track of the center of gravity of beam and column
Z方向的位移量為100 mm,短梁柱材翻轉后,比原來位置移動了100 mm,故前夾緊靠尺需要向后移動150 mm等待再次夾緊,翻轉點距離后夾緊靠尺內側317 mm,故翻轉并未超過對齊范圍,翻轉位置變化符合要求。
通過對X、Y、Z方向短梁柱材位移變化分析可知,短梁柱材翻轉不穩定,但翻轉后移動量不大,滿足前后夾緊靠尺移動范圍。
3.2.3 長梁柱材翻轉整體分析
因長短梁柱材所添加的約束以及參數基本相同。只是重量不同,故在此直接將長梁柱材的仿真結果進行匯總,統一分析。圖17、18、19 分別表示長梁柱材在X、Y、Z方向上的位移變化。

圖17 長梁柱材X方向位移情況Fig. 17 Displacement of long beam and column in X direction

圖18 長梁柱材Y方向位移情況Fig. 18 Displacement of long beam and column in Y direction

圖19 長梁柱材Z方向位移情況Fig. 19 Displacement of long beam and column in Z direction
從長梁柱材3 個方向的位移變化可知,長梁柱材整體位移量符合要求,并且由于長梁柱材整體重量大,故Y方向跳動大于20 mm的只有一次,相對于短梁柱材更為穩定。故長梁柱材翻轉符合設計要求。
4 結語
設計了一種數控梁柱材鉆銑機床,基于加工路線、工作過程和總體布局,確定了設備的總體設計方案,完成了對設備關鍵部分翻轉夾緊工作臺的設計,并對翻轉夾緊工作臺的翻轉裝置、搬運驅動部件和限位夾緊部件進行分析與結構設計,最后通過對梁柱材翻轉過程的運動學仿真,驗證了其加工不同長度梁柱材翻轉時的設計合理性。分析可知,設計的新型數控鉆銑機床翻轉夾緊工作臺結構簡單,節省安裝空間,自動化程度高,可提高梁柱材四面加工效率,解放勞動力,降低成本。該設計順應梁柱材四面加工不斷發展需要,為推動集材機械發展做出了嘗試。