降低鋁外觀覆蓋件沖壓生產返修率的優化與實施措施
2021-09-26 07:53:02趙繼鑫廣汽本田汽車有限公司
鍛造與沖壓 2021年18期
文/趙繼鑫·廣汽本田汽車有限公司
隨著節能減排及環保要求的提升,目前汽車正朝著輕量化、低成本、低排放與節能的方向發展。使用輕量化材料作為節能減排的有效措施,已成各車企采取的主要手段。研究表明,汽車每減輕10%的質量,相當于提高8%~10%的燃油效率。鋁合金板材具有質量輕、強度高、抗腐蝕性能好的特點,被廣泛用于汽車輕量化制造,但鋁材外觀覆蓋件生產過程中存在諸多難題。本文將介紹降低鋁材外觀覆蓋件沖壓生產返修率的優化工藝,最終實現生產效率提高,員工勞動負荷降低。
目前鋁材外觀覆蓋件沖壓生產問題與對策探討
鋁材外觀覆蓋件沖壓生產問題分布分析
經過沖壓生產統計及國內外調研,鋁材外觀覆蓋件的返修率一般在30%以上,量產初期甚至在50%~100%之間,其主要受零件造型、模具工藝結構和生產設備的影響。據統計,生產過程中有麻點、鐵凹、毛刺、劃痕等多種缺陷,其中麻點、鐵凹、毛刺發生率占總體生產問題95%以上,是主要生產缺陷,如圖1 所示。
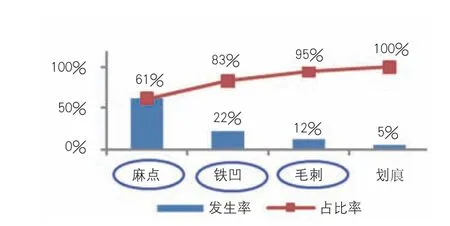
圖1 某鋁材外觀覆蓋件生產問題點占比圖
這些缺陷不僅影響生產效率,且需要返修處理。往往生產線的人員配置上只有品質檢查及裝箱人員,無專門的鈑金人員,只能利用個別零件生產布崗剩余的1 ~2 人來應對,高返修率會加大員工勞動負荷,亟待針對返修率高的鋁材外觀覆蓋件提出有效對策。
沖壓生產不良形成原因分析
當板材粘有鋁粉附在模具表面,在拉延成形壓力下形成麻點,如圖2 所示。修邊凸凹模間隙過大或過小,刃口不良等形成毛刺及鋁屑,鋁屑帶到翻邊整形工序模面上沖壓會造成鐵凹,如圖3 所示。
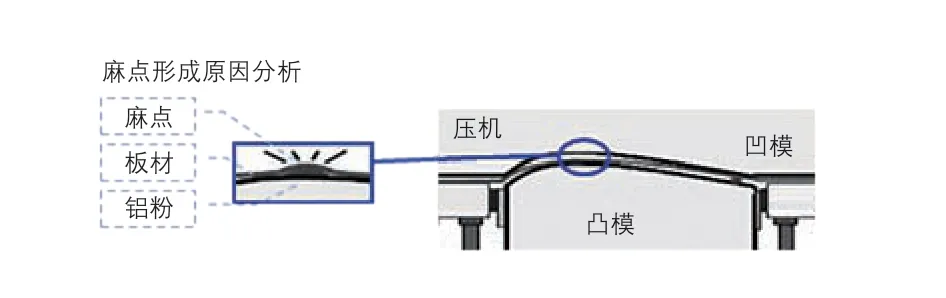
圖2 麻點形成原因分析
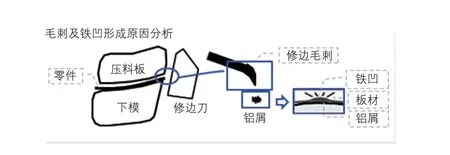
圖3 鐵凹形成原因分析
沖壓工藝流程分析
通過沖壓生產工藝流程(圖4)分析,識別出鋁材外觀覆蓋件在坯料運輸、拆垛清洗、成形階段(拉延、修邊、翻邊)過程易產生問題。

圖4 鋁材外觀覆蓋件沖壓工藝流程圖
FTA 要因分析及對策方向確立
結合鋁材外觀覆蓋件生產流程和生產中產生的麻點、鐵凹、毛刺和劃傷等問題點形成原因,進行FTA 要 因 分 析( 圖5),得出坯料包裝不良、坯料運輸不良、模具光潔度不良等11 項可能的末端因素。設定確認方法,逐一確認,如表1 所示。明確出坯料包裝不良、刀口光潔度不良、修邊工藝不良是造成鋁材外觀覆蓋件返修率高的主要因素。通過聯合貿易商包裝檢證,紅丹拋光確認,修邊工藝成形原理及過往實績分析等方法確認,明確通過坯料工裝優化、刀塊表面圖層工藝處理和修邊模工藝優化作為對策方向。
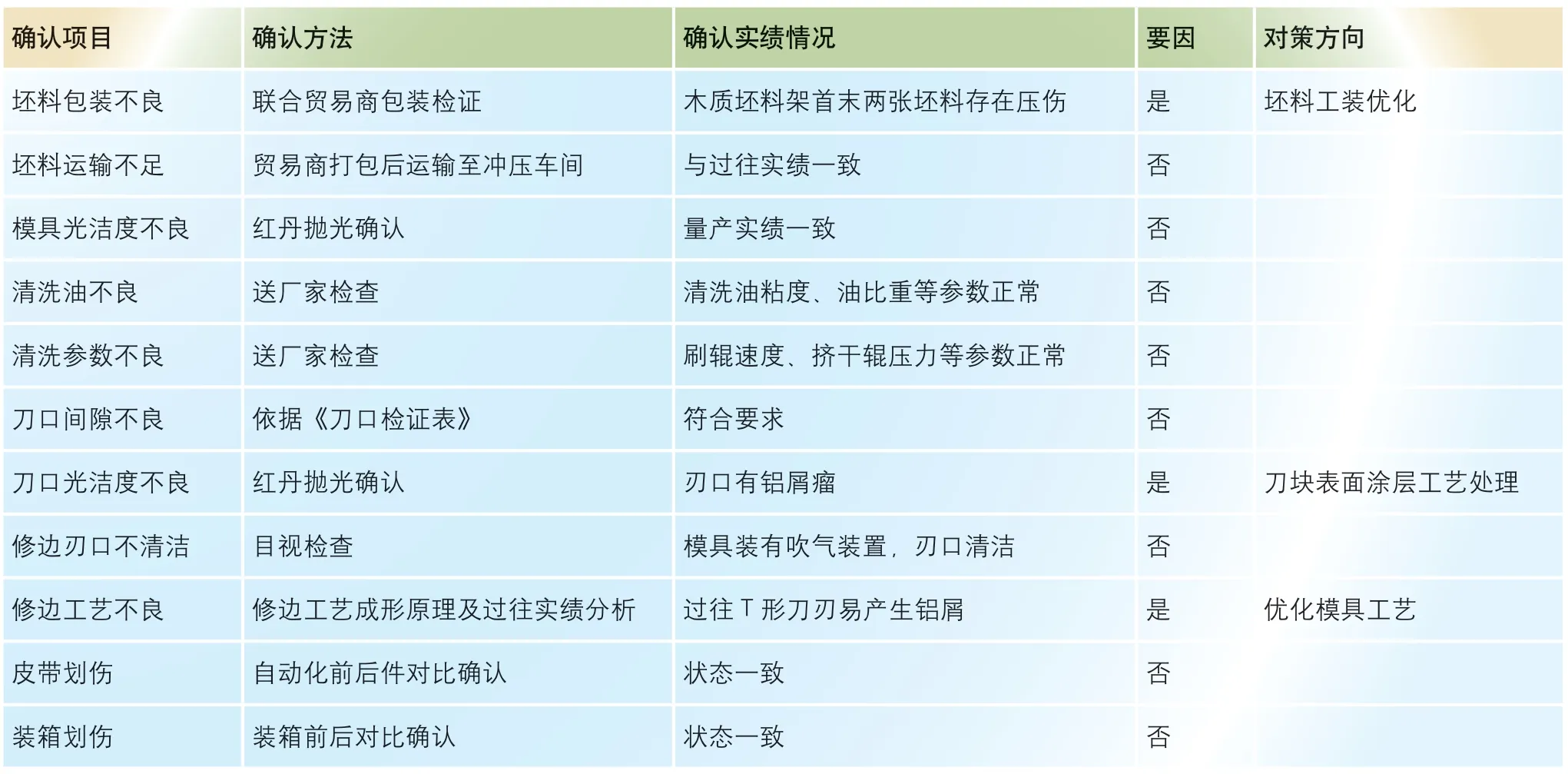
表1 要因確認及對策方向
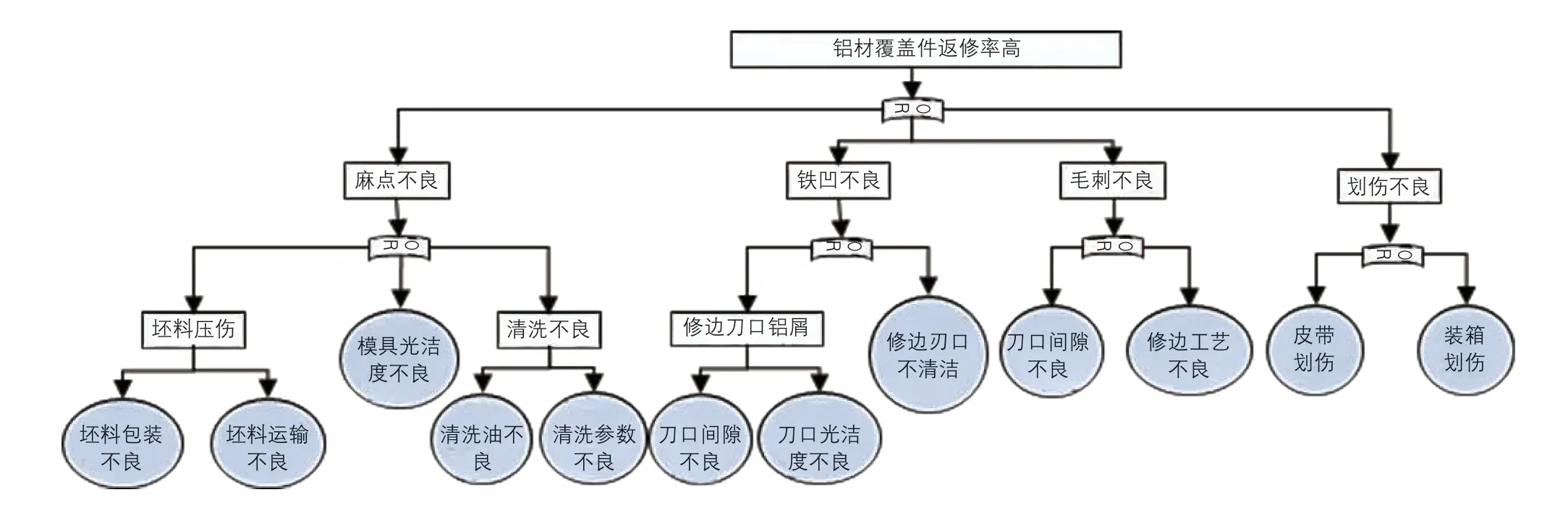
圖5 鋁材外觀覆蓋件返修率高FTA 要因分析
對策實施推進
坯料工裝優化
⑴難點分析。
鋁材坯料包裝和運輸過程中,木質坯料架首末兩張甚至多張坯料存在壓傷,需要從源頭消除,如何實現坯料轉包是關鍵。
⑵對策實施。
如表2 所示,為實現削減坯料本身不良,聯合貿易商包裝檢證,對坯料工裝優化及包裝運輸步驟細化,確保首件、末件品質,有效消除首末坯料缺陷,從而削減生產缺陷。
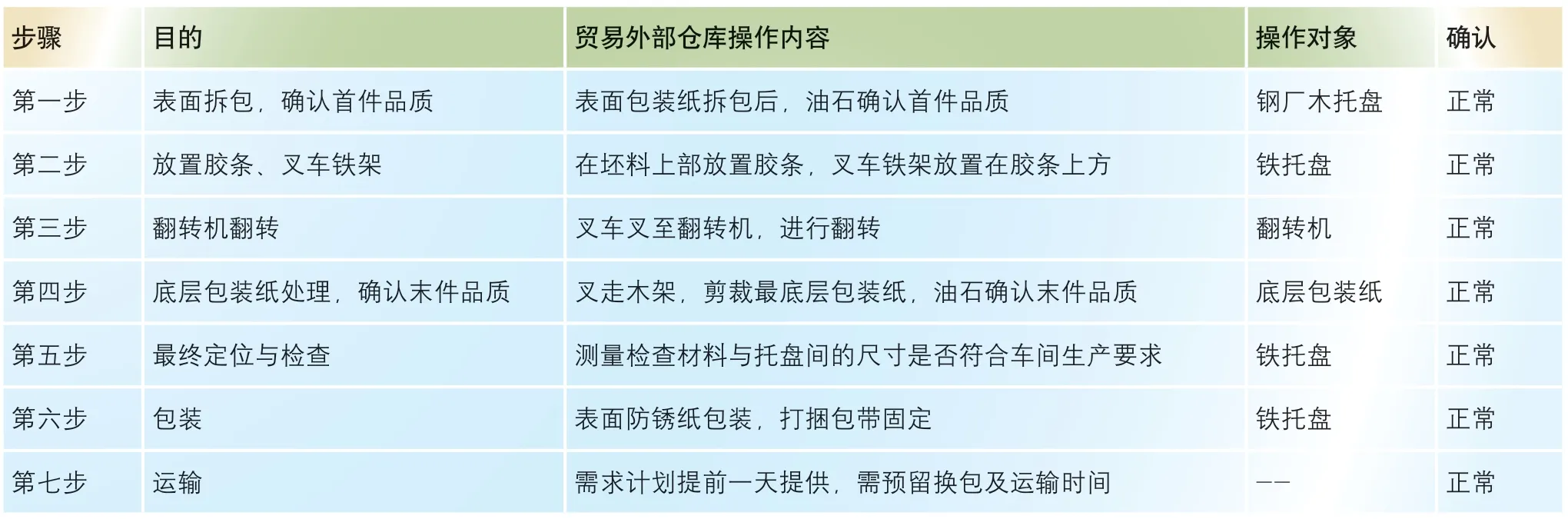
表2 坯料包裝運輸過程
優化沖壓模具工藝
⑴難點分析。
由前期分析可知,修邊凸凹模間隙過大或過小,刃口不良等會形成毛刺及鋁屑,修邊接刀位毛刺及鋁屑的問題更為嚴重,如圖6 所示。

圖6 修邊鋁屑
⑵對策實施。
修邊工藝優先采用二次切斷方式,盡可能削減廢料刀,并通過工藝優化,將必須的廢料刀交接處的刃口根部由直角變為圓弧過渡,即由“T 形刀”變更為“凸緣刀”。切口數量由7 處優化為2 處,有效削減切屑產生,如圖7 所示。
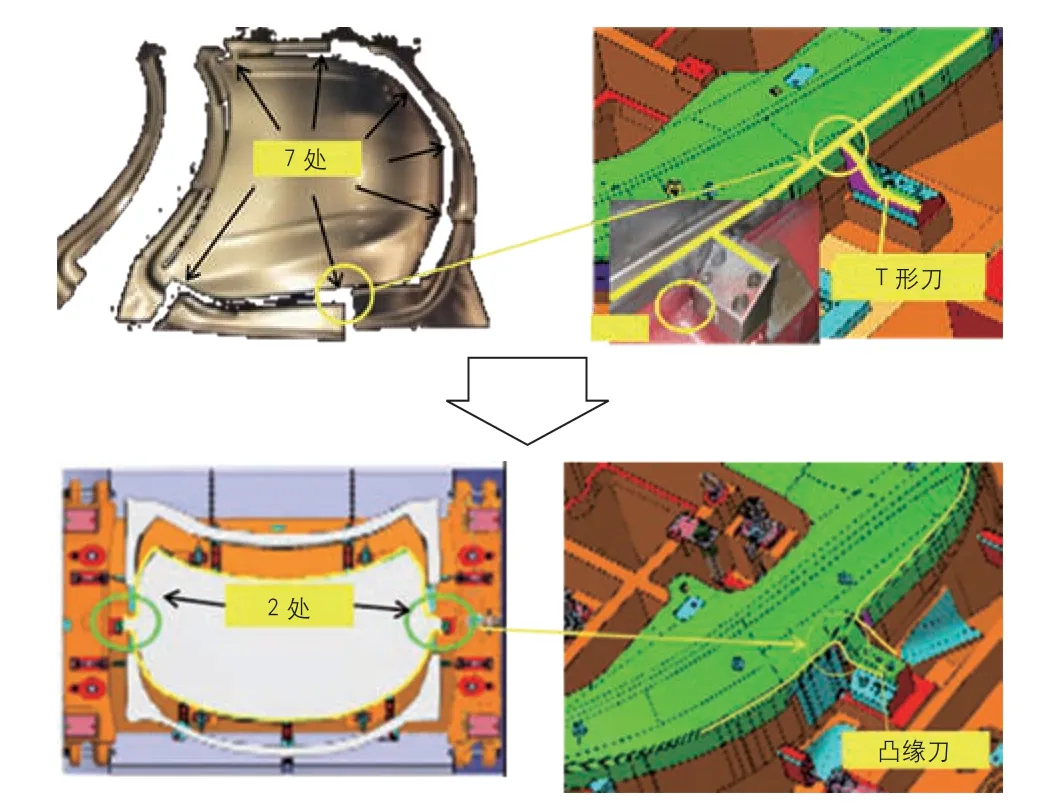
圖7 修邊工藝優化
修邊刀塊表面涂層工藝處理
⑴難點分析。
鋁材覆蓋件修邊切粉嚴重,而且容易粘附在刀尖切過的截面上,產生磨損和積瘤,如圖8 所示,惡化刀口間隙,沖壓后易產生毛刺及鋁屑。通過在同行企業進行調研發現,普遍認為是刀口硬度和光滑度不足導致,采用常規鍍鉻的工藝,短期內會有改善,但刀口處鍍鉻層極易磨損,因此刀口鍍鉻提高硬度和光滑度并不是一個很好的方法,找到既能提高刀口硬度又能提升光滑度的表面處理工藝是難點和推進方向。
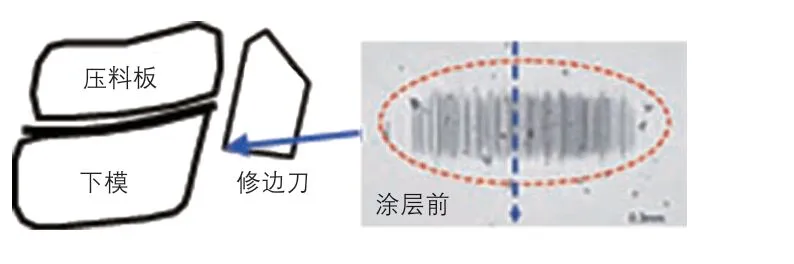
圖8 刀口面積瘤
⑵對策實施。
對刀口進行特殊涂層處理(類金剛石處理),因該涂層處理溫度為200℃,模具修邊刀塊不會產生相變,基體硬度和形狀也都不會發生變化,而且表面2 ~3mm 的硬度可以上升到3000HV,粗糙度也小于Ra0.1μm,如圖9 所示。通過刀塊涂層處理實施,既保證金剛石的硬度,又具有石墨般的光滑度。對策實施后修邊廢屑顯著減少,刀口的維護也只需要用抹模擦拭即可。

圖9 涂層處理后刀口面
結束語
本次探討以降低鋁材外觀覆蓋件沖壓生產返修率為目標,在降低鋼板沖壓返修率對策基礎上,對鋁材外觀覆蓋件沖壓生產進行工藝優化,通過FTA 現狀分析及確認,企劃和實施了一系列有效對策,大幅減少修邊廢屑,零件返修率下降50%。實現生產效率提高,同時降低員工勞動負荷。總結的經驗對日后車型導入在提高生產效率方面起到寶貴的借鑒作用,可推廣應用。
猜你喜歡
中學生數理化·七年級數學人教版(2021年11期)2021-12-06 05:38:46
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
江蘇安全生產(2020年3期)2020-04-21 05:44:14
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
云南教育·中學教師(2019年6期)2019-08-13 07:03:28
世界農藥(2019年2期)2019-07-13 05:55:12
基層中醫藥(2018年11期)2019-01-31 05:26:52
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39