降低深沖件開裂風(fēng)險的質(zhì)量策略研究與實踐
2021-09-26 07:53:00章爽濱付再興李磊奇瑞汽車股份有限公司
鍛造與沖壓 2021年18期
文/章爽濱,付再興,李磊·奇瑞汽車股份有限公司
車身側(cè)圍外板、翼子板、四門內(nèi)板以及前、后縱梁等沖壓件,屬于拉延深度較深的沖壓件,由于拉延深度越深,在沖壓成形的過程中開裂的風(fēng)險也越大。本文將介紹奇瑞公司在降低深沖件開發(fā)風(fēng)險方面的質(zhì)量策略方針,結(jié)合車型開發(fā)的不同階段,采取不同的降風(fēng)險措施。
質(zhì)量控制策略研究
沖壓件開裂主要集中在以下四個階段,如產(chǎn)品工程設(shè)計階段、工裝開發(fā)階段、精度提升階段(即小批量)和批量生產(chǎn)維護(hù)階段,每個階段的質(zhì)量活動也都比較明確,例如產(chǎn)品工程設(shè)計階段的質(zhì)量活動有鋼材定義、變薄率分析、成形極限分析等。
在前期設(shè)計階段有產(chǎn)品數(shù)據(jù)設(shè)計優(yōu)化和同步工程分析;模具開發(fā)階段有變薄率分析、極限測試驗證、研合率驗證和網(wǎng)格試驗;量產(chǎn)維護(hù)階段有完善的監(jiān)控手段及檢驗措施,多措并舉能有效地降低深沖件的開裂風(fēng)險。
質(zhì)量策略實踐
奇瑞公司質(zhì)量控制貫穿產(chǎn)品設(shè)計階段及整個壽命周期,已經(jīng)建立了十分健全的質(zhì)量管理體系,在國內(nèi)汽車行業(yè)也屬于領(lǐng)先水平,開裂缺陷是沖壓件的重大缺陷,通過不同階段質(zhì)量控制策略的落實,能有效降低沖壓開裂風(fēng)險,防止質(zhì)量缺陷溢出。
現(xiàn)以某款車型的門內(nèi)板為例,概述奇瑞公司降低沖壓件開裂風(fēng)險的各類質(zhì)量活動。此門內(nèi)板為激光拼焊板,如圖1 所示,薄板區(qū)材質(zhì)為DC56D+Z,料厚0.7mm;厚板區(qū)材質(zhì)為HC180Y,料厚1.2mm,拉延深度155mm。

圖1 門內(nèi)板數(shù)模
產(chǎn)品工程設(shè)計階段質(zhì)量控制方法
產(chǎn)品工程設(shè)計階段主要是產(chǎn)品數(shù)據(jù)設(shè)計與同步工程,好的產(chǎn)品質(zhì)量是設(shè)計出來的,不是制造出來的,所以把好前期設(shè)計質(zhì)量關(guān)尤為重要。
⑴產(chǎn)品數(shù)據(jù)設(shè)計。
對于門內(nèi)板這類深沖件,制件材質(zhì)為DC56D+Z與HC180YD+Z 的拼焊板,鋼材延展性較好,能滿足深沖件成形性要求,鋼材相關(guān)力學(xué)性能見表1。

表1 鋼材相關(guān)力學(xué)指標(biāo)及標(biāo)準(zhǔn)
門內(nèi)板屬于產(chǎn)品造型較復(fù)雜的沖壓件,拉延深度大,造型多,產(chǎn)品造型R 角的大小及拔模角需要重點核查及控制,圓潤的大R 角及較大的拔模角能減少制件的成形難度,如圖2 所示。
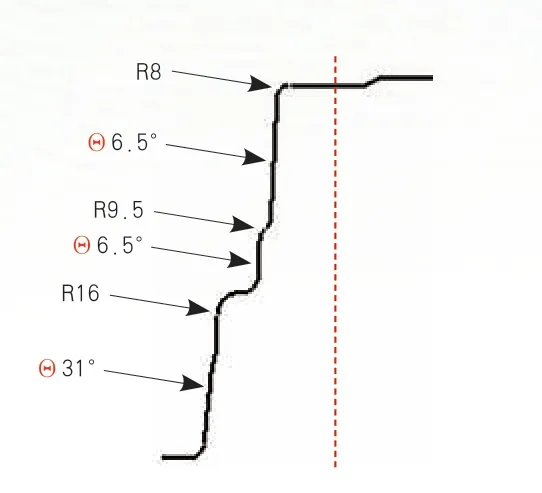
圖2 門內(nèi)板剖視圖
⑵同步工程。
嶺南文化負(fù)載詞在《中國日報》英文版(China Daily)的報道中主要采用了音譯,音譯+注釋,直譯,直譯+注釋的方法。一些文化重疊或文化相似的詞,或者已牛津辭典選錄的詞,采用音譯和直譯的方法較大程度地保留了原語的生動性,也突出了嶺南文化與西方文化的差異性,也起到一種很好的傳播效果。但對于某些文化負(fù)載詞,如果一味音譯和直譯,晦澀難懂,會導(dǎo)致文化傳而不通,失去跨文化傳播的功能和意義。借用注釋或者音譯+意譯能夠有效地培養(yǎng)語境,甚至可以消除這種“意義的真空”。突出嶺南文化特色的同時盡量減少譯文讀者付出不必要的努力,獲得最佳語境,理解嶺南文化內(nèi)涵,實現(xiàn)其跨文化傳播目的,將嶺南文化介紹出國門。
在產(chǎn)品設(shè)計的同時,同步開展數(shù)據(jù)的分析工作,通過AUTOFORM 軟件進(jìn)行變薄率分析、成形極限分析和研合率標(biāo)準(zhǔn)建立。
在SE 階段變薄率分析(圖3)中通過建立模面,在AUTOFORM 軟件精算后,對成形后的板料厚度進(jìn)行測量。為了后期量產(chǎn)不出現(xiàn)開裂問題,在SE 階段最大減薄要控制在20%以內(nèi),減薄超過20%的區(qū)域,需要對產(chǎn)品造型進(jìn)行修正,確保達(dá)到相關(guān)技術(shù)要求。同時對數(shù)據(jù)進(jìn)行壓邊力加壓后分析,對于成形有風(fēng)險的位置,后期變薄率有風(fēng)險的點驗證,再跟蹤現(xiàn)場實物狀態(tài),如圖4 所示。
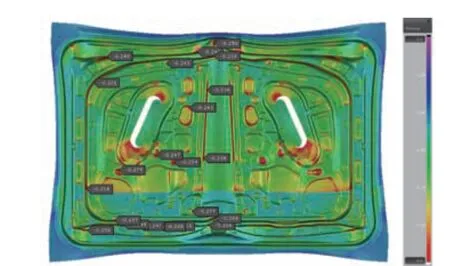
圖3 SE 階段變薄率分析
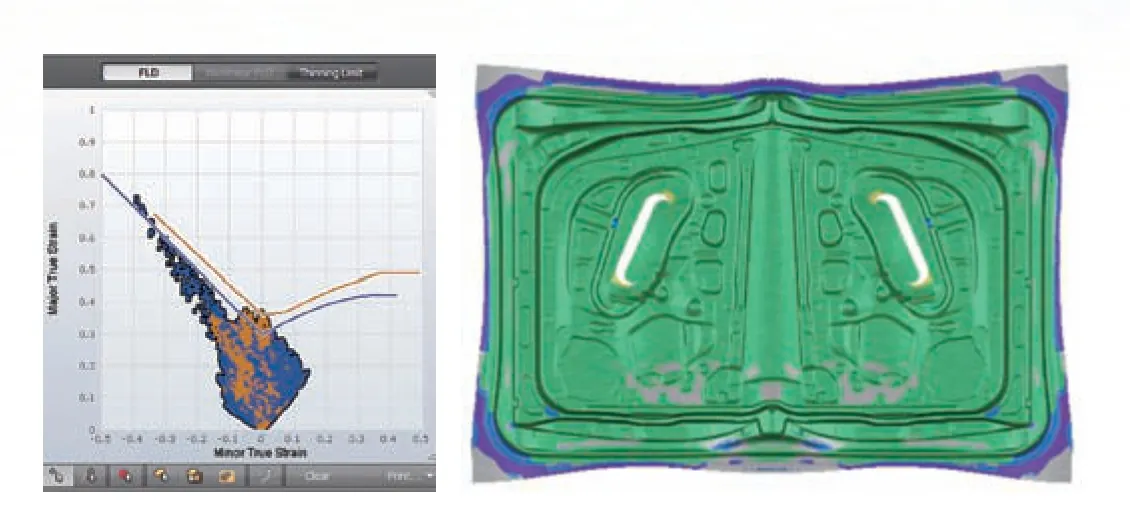
圖4 成形極限圖
工裝開發(fā)階段驗證
在工裝開發(fā)階段,在針對沖壓件開裂風(fēng)險管控的方面有三個驗證與測試,分別是研合率驗證和網(wǎng)格試驗以及極限測試驗證。此階段的相關(guān)驗證對后期量產(chǎn)的穩(wěn)定性及降低開裂風(fēng)險有至關(guān)重要的影響。
⑴研合率驗證。
研合率的好壞是沖壓成形的關(guān)鍵因素,奇瑞公司對研合率的要求會結(jié)合制件的特點,在結(jié)構(gòu)設(shè)計階段對模具的研合要求做明確的定義,會分為著重研合率、中等研合率和輕微研合率等定義,具體見圖5 研合率標(biāo)準(zhǔn)。

圖5 研合率標(biāo)準(zhǔn)圖示
在模具開發(fā)階段,嚴(yán)格按照研合率的標(biāo)準(zhǔn)進(jìn)行研合調(diào)試,使模具型面著色均勻,無硬點,板料在模具A-A×10%、A+A×10%、A+A×20%等幾種不同的壓邊力來測試制件成形性,通過制件外觀及尺寸來判斷極限測試是否合格,外觀主要判斷是否起皺及縮頸,尺寸主要看是否滿足質(zhì)量要求。
⑶網(wǎng)格試驗。
實物階段板料減薄無法通過肉眼及游標(biāo)卡尺等傳統(tǒng)方法來檢驗控制,網(wǎng)格試驗?zāi)芎芎玫亟鉀Q這一難題,通過板料上印制的網(wǎng)格在成形后的變化來判斷板料的走料及變薄的趨勢,綜合算出安全裕度。安全裕度大于10%判定為成形安全。例如門內(nèi)板,在模具開發(fā)階段一般會進(jìn)行多輪網(wǎng)格試驗來提高安全裕度,在模具預(yù)驗收階段會開展兩次,模具量產(chǎn)前開展兩次,量產(chǎn)過程中結(jié)合實際需求也會開展網(wǎng)格試驗。

圖6 門內(nèi)板模具著色及提升
⑵極限測試驗證。
當(dāng)然良好的研合率是模具制造的基礎(chǔ)性工作,研合率好并不能代表開裂風(fēng)險能降低,由于模具最終會在主機(jī)廠沖壓生產(chǎn)線上生產(chǎn),故更大的壓邊力區(qū)間能更好滿足量產(chǎn)要求,所以在模具開發(fā)的過程中,還會進(jìn)行極限測試驗證,即通過加減壓邊力來判斷制件成形性問題。若門內(nèi)板的理論壓邊力為A,通過過對成形關(guān)鍵區(qū)域的應(yīng)變及減薄進(jìn)行分析,計算出安全裕度,網(wǎng)格試驗主要步驟如下。
1)鋼材力學(xué)性能監(jiān)控,主要統(tǒng)計鋼材屈服強(qiáng)度、抗拉強(qiáng)度、延伸率、n 值、r 值等,如表2 所示。

表2 鋼材力學(xué)性能
2)網(wǎng)格腐蝕印制及拉延成形,結(jié)合沖壓拉延成形的實際情況,在落料片上選擇制件成形較為劇烈的區(qū)域進(jìn)行印制,門內(nèi)板一般沖壓件側(cè)壁作為關(guān)鍵區(qū)域,圖7 為寶鋼技術(shù)人員網(wǎng)格印制過程。

圖7 網(wǎng)格印制及拉延成形檢查
3)后序步驟為網(wǎng)格掃描、數(shù)據(jù)應(yīng)變分析,結(jié)合FLD 及變薄分析,綜合分析得出對應(yīng)區(qū)域的安全裕度,安全裕度小于10%的區(qū)域?qū)δ>哌M(jìn)行處理,主要工作是消除硬點與R 角研磨鈍化處理,表3 為門內(nèi)板關(guān)鍵區(qū)域安全裕度。
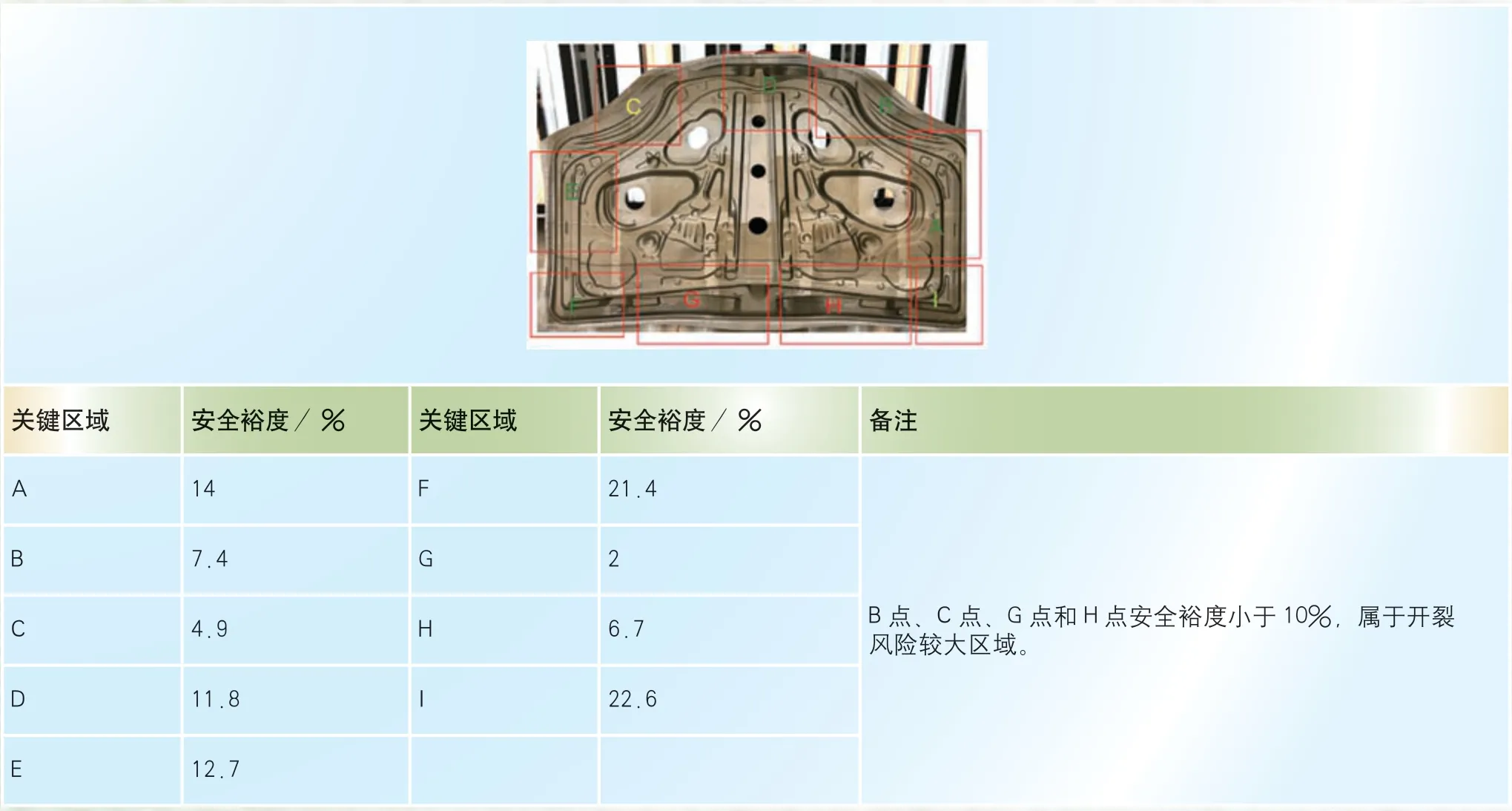
表3 門內(nèi)板關(guān)鍵區(qū)域安全裕度
量產(chǎn)階段質(zhì)量監(jiān)控
沖壓件開裂是沖壓生產(chǎn)中的重大風(fēng)險問題,對后序工序及整車影響十分嚴(yán)重,降低沖壓件開裂風(fēng)險十分必要。在沖壓生產(chǎn)中,加強(qiáng)監(jiān)控能有效降低開裂風(fēng)險,管理方法有工藝參數(shù)監(jiān)控、壓力機(jī)設(shè)備日常維護(hù)點檢等等,其中主要的監(jiān)控方法有網(wǎng)格試驗、材料力學(xué)性能監(jiān)控及風(fēng)險點管控。
⑴網(wǎng)格試驗。
量產(chǎn)階段的網(wǎng)格試驗操作步驟及方法與工裝開發(fā)階段一致,可結(jié)合實際生產(chǎn)情況或定期進(jìn)行試驗監(jiān)控。
⑵材料力學(xué)性能監(jiān)控。
在批量生產(chǎn)前,鋼廠技術(shù)人員會結(jié)合幾輪網(wǎng)格試驗的情況,給出材料力學(xué)性能相關(guān)參考值,在此基礎(chǔ)上再結(jié)合實際生產(chǎn)情況,跟蹤不同批次的鋼材力學(xué)性能及實際生產(chǎn)情況,最終會得出材料力學(xué)性能參考區(qū)間值。鋼廠會按照滿足力學(xué)性能參數(shù)的鋼材供應(yīng)生產(chǎn),以滿足降低開裂風(fēng)險的要求,如表4 所示。

表4 試驗得到的材料力學(xué)性能參考值
⑶開裂風(fēng)險點管控。
沖壓生產(chǎn)通過前期的變薄率分析與生產(chǎn)經(jīng)驗建立《開裂風(fēng)險件控制圖冊》(圖8),作為沖壓生產(chǎn)線檢驗人員的檢驗標(biāo)準(zhǔn),主要的檢驗方法有百檢與抽檢。百檢即生產(chǎn)線尾檢驗人員對控制圖冊上標(biāo)示的風(fēng)險點進(jìn)行百分百檢驗,嚴(yán)格進(jìn)行檢驗管控,對風(fēng)險點進(jìn)行鉛筆打點標(biāo)識。抽檢即按照一定的頻次對生產(chǎn)的制件進(jìn)行抽樣檢驗,檢驗人員需對照封樣件進(jìn)行比對。

圖8 開裂風(fēng)險件控制圖冊
結(jié)束語
導(dǎo)致沖壓件開裂缺陷產(chǎn)生的因素比較多,產(chǎn)品造型、壓力機(jī)精度、模具R 角光順度、研合著色率、工藝參數(shù)、鋼板力學(xué)性能等都是主要影響因素。奇瑞公司在降低深沖件開裂分析方面,建立了從產(chǎn)品造型到量產(chǎn)階段多個質(zhì)量管控機(jī)制,旨在降低開裂風(fēng)險,也在實際沖壓生產(chǎn)中取得了很好的效果。

抓頭忘癢處,弄物不知名。一個無分曉,千金買不成。——宋·釋師范