鋸齒尾緣葉片氣動特性數值模擬研究
2021-09-16 06:01:46鄒如萍李傳鵬安志強商超群
南京航空航天大學學報 2021年4期
鄒如萍,李傳鵬,安志強,商超群,宣 彬
(1.南京航空航天大學能源與動力學院, 南京 210016;2.中國航發湖南動力機械研究所壓氣機研究部,株洲 412002)
自航空燃氣渦輪發動機誕生以來,一直朝著高推重比、低耗油率、高可靠性發展。發動機性能的提高離不開更高壓比的壓氣機,2018 年GE 公司完成型號認證的GE9X 發動機性能比GE90?115B 提高了約30%,耗油率降低了5%到10%[1]。其壓縮系統總壓比超過60,11 級高壓壓氣機壓比達到27,隨著壓氣機系統的逆壓力梯度越來越高,壓氣機更加容易失穩,這對發動機的穩定性提出了更大的挑戰。
半個多世紀以來,國內外的學者提出了壓氣機穩定性的不同理論模型以及判穩依據,這些都對預測和提高壓氣機的穩定性有著重要作用[2?4],此外,還探索了許多擴大穩定裕度的手段,如葉尖噴氣、附面層吹/吸、等離子體氣動激勵、機匣處理等控制手段。本文探索一種在靜子尾緣進行鋸齒改型的壓氣機擴穩的可能途徑。
對于鋸齒尾緣的研究可以追溯至20 世紀50年 代NACA 的Smith 和Schaefer[5]通 過 切 割 翼 型尾緣的研究,之后Howe[6]在1978 年率先對鋸齒尾緣的聲學特性進行了研究,在這之后又有大量學者跟進研究[7?9],并將鋸齒結構實際應用在發動機吊艙以降低氣動噪聲。此外,國內學者也對于鋸齒尾緣展開了許多研究,如許影博等發現鋸齒的齒形會影響聲音低頻部分[10];仝帆等使用大渦模擬方法研究了鋸齒尾緣的降噪效果,并初步闡釋了渦破碎的機理[11];武威通過實驗探究了鋸齒尾緣對葉珊的影響[12];陳明等通過分離渦模擬研究了葉柵鋸齒尾緣對流動的影響[13]。
本文針對某3.5 級壓氣機開展了靜葉鋸齒尾緣改型對其性能和穩定性影響的研究。
1 物理模型與計算方法
1.1 研究對象
本文所研究的3.5 級壓氣機如圖1 所示。在靜子葉片尾緣開齒的齒高H均為4 mm,齒寬W分別為2 和3 mm。研究了在進口導葉IGV、第一級靜葉S1、第二級靜葉S2 進行全葉高和葉尖附近葉片尾緣鋸齒改型對壓氣機性能和穩定性的影響,對比分析了13 種構型的結果,為了便于區分,采用IGV?H4W3?4Z 方式命名各構型,IGV 表示在進口導葉葉片開鋸齒,H4W3 表示鋸齒齒高和齒寬,4Z 表示葉尖有4 個齒,如無4Z 這組標識符,則表明為全葉高開齒。鋸齒尾緣葉片和原型葉片如圖2 所示。
圖1 壓氣機示意圖Fig.1 Schematic diagram of compressor
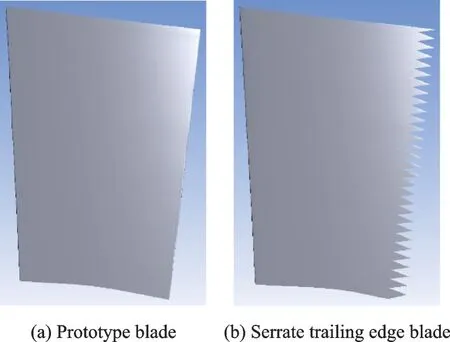
圖2 鋸齒尾緣改型Fig.2 Serrated trailing edge modification
1.2 數值方法與邊界條件
本文數值計算采用ANSYS CFX 進行,使用全隱式多網格耦合求解技術,具有準確性、魯棒性、計算速度和靈活性上都比較好的優點[14]。原型葉片使用ANSYS TurboGrid 繪制網格,改型葉片網格使用ANSYS ICEM 繪制,兩者整體拓撲結構一致,都為H?O?H 結構化網格。計算使用定常計算,湍流模型選用k?ε方程,王蘊源[15]在其研究中已驗證了該模型在鋸齒尾緣葉片流動模擬具有較好精度。
計算中進口邊界條件為總溫288.15 K、總壓101 325 Pa;出口使用背壓出口,100% 轉速為38 000 r/min。
以原型壓氣機(baseline)進行網格無關性分析表明,500 萬以上網格的計算結果變化甚微,故后續算例以500 萬網格為基礎,僅就開齒靜葉通道的網格進行重新網格加密處理,而保持其他葉排網格不變。IGV 鋸齒尾緣葉片網格如圖3 所示,在鋸齒尾緣附近進行了局部加密,第一層網格高度為0.01 mm。
圖3 IGV 鋸齒尾緣葉片網格Fig.3 IGV serrated trailing edge blade grid
2 計算結果與討論
2.1 全葉高鋸齒改型對壓氣機的影響
對原型壓氣機、IGV?H4W3、IGV?H4W2、S1?H4W3、S1?H4W2、S2?H4W3、S2?H4W2 計 算 了90% 轉速和100% 轉速的特性曲線,分別如圖4和圖5 所示。可以看出,在90% 轉速下,與原型壓氣機相比,在IGV 上進行全葉高開齒能夠非常明顯地提高壓氣機的穩定工作范圍。原型壓氣機在90%轉速下最小流量為5.61 kg/s,IGV 全葉高開齒改型的最小流量分別降低到5.354 和5.3541 kg/s,最低流量分別下降了0.256 kg/s 和0.259 kg/s。改型壓氣機流量壓比曲線略微右移,通流能力略微增加,流量效率曲線左移,效率下 降。 在100% 轉 速 下,IGV?H4W2 和IGV?H4W3 與原型壓氣機特性曲線十分接近。此外,在S1、S2 葉片上進行全葉高尾緣開齒改型的性能均不同程度降低,說明開齒葉片所在的葉排非常關鍵。
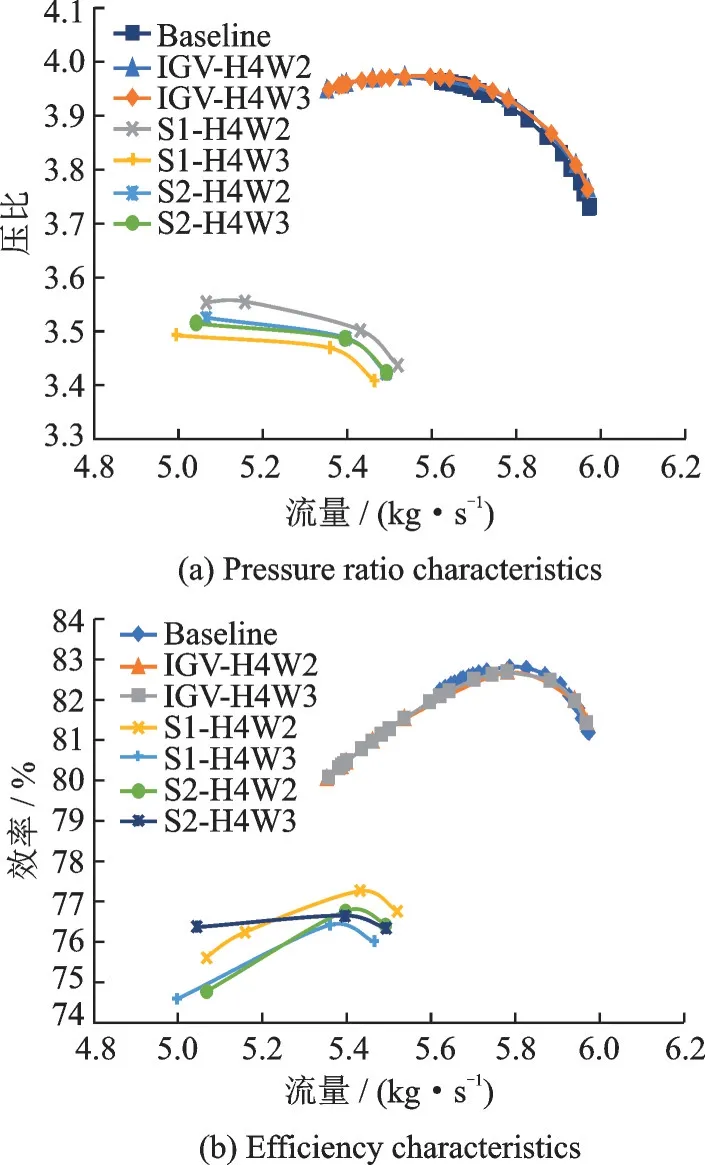
圖4 90%轉速原型壓氣機和改型壓氣機特性曲線Fig.4 Characteristic curve of 90% speed prototype com?pressor and modified compressor
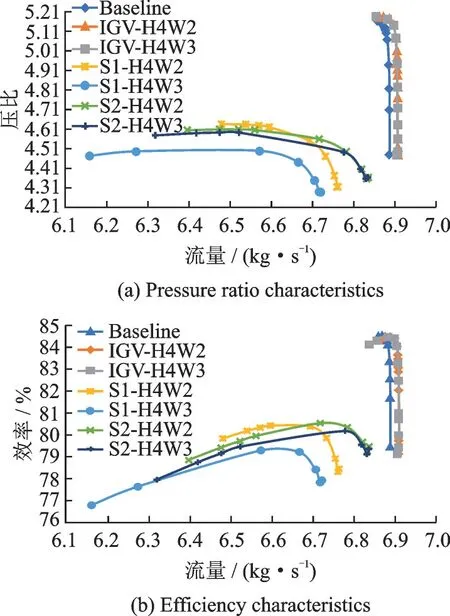
圖5 100%轉速原型壓氣機和改型壓氣機特性曲線Fig.5 Characteristic curve of 100% speed prototype com?pressor and modified compressor
對于全葉高鋸齒改型中只有在IGV 葉片上進行的兩種鋸齒改型在90% 轉速工作范圍增加,100%轉速下未出現性能下降,對比不同葉排開齒對壓氣機性能和穩定邊界影響后發現,IGV鋸齒尾緣改型的效果最好。結合IGV 葉片要比S1、S2 更大,認為相對葉片大小,更小的鋸齒參數效果更好,且相對葉片大小過大的鋸齒會過度破壞葉型,使得葉片組織氣流流動的能力大幅下降。
取IGV?H4W2、IGV?H4W3 和 原 型 壓 氣 機90% 轉 速 下 流 量 分 別 為5.780 2、5.778 8 和5.784 8 kg/s 的工作狀態探究鋸齒對壓氣機的影響。圖6 給出了IGV 出口截面附近的總壓云圖,鋸齒結構對尾跡有明顯的削弱作用。在圖6 中,兩種改型壓氣機尾跡的強度減弱,體現在尾跡與主流區的邊界有與鋸齒結構一致的波浪條紋,在波谷主流區域的流體與尾跡區域的流體摻混,且改型壓氣機總壓云圖中尾跡的中心區域總壓比原型更高。
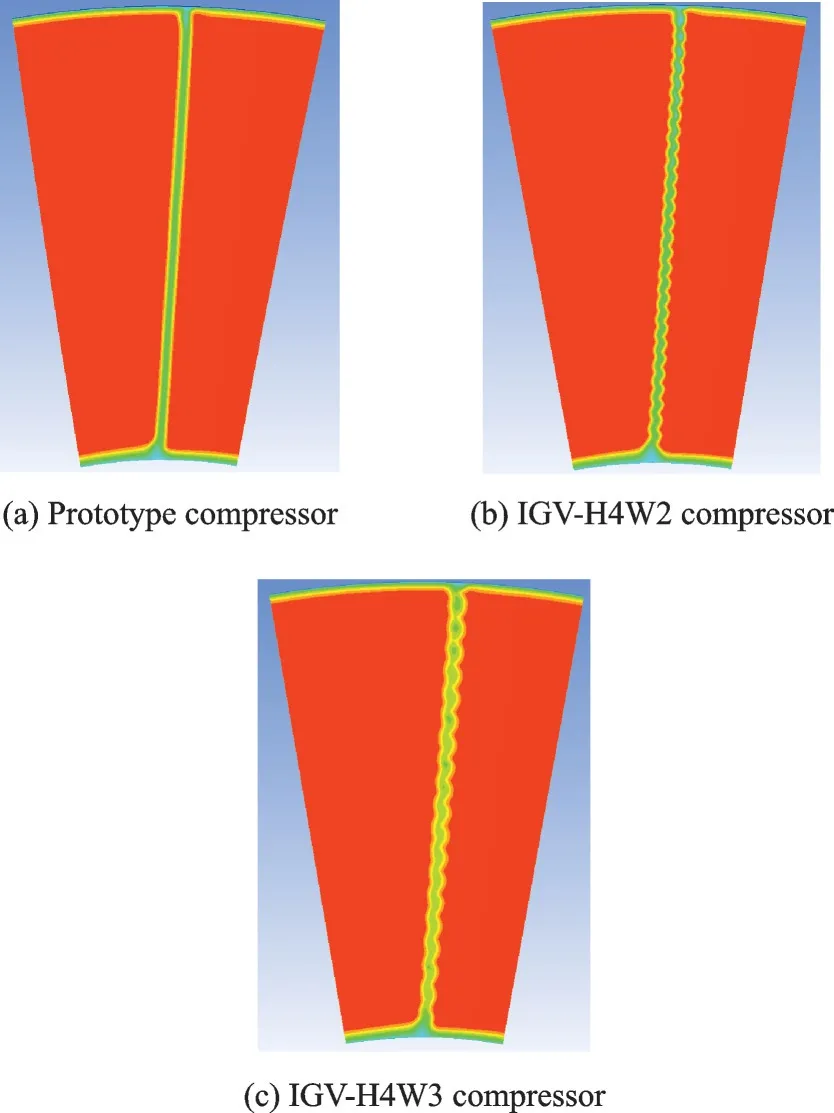
圖6 IGV 出口截面總壓云圖Fig.6 Total pressure cloud diagram of IGV exit section
在S1、S2 進行鋸齒切割對流動會帶來不利影響,尤其對其葉根區域,觀察圖7 中改型葉片和原型葉片的葉片表面極限流線,在S1 葉片尾緣開齒對其吸力面的流動影響十分巨大,而在S2 進行鋸齒改型時,鋸齒對吸力面的影響則要小得多,且總體而言,大的鋸齒結構帶來的不利影響更大。
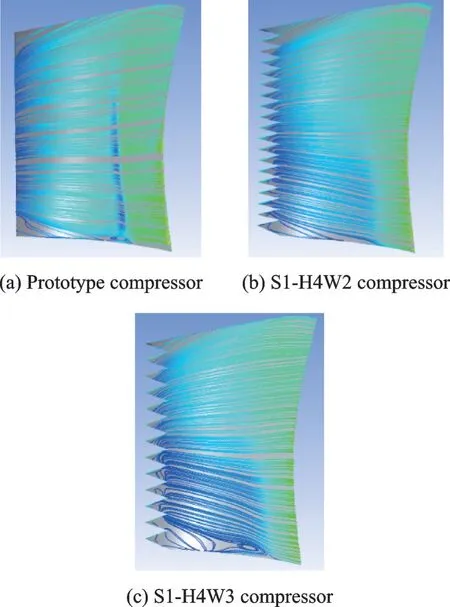
圖7 葉片表面極限流線Fig.7 Limit streamlines of blade surface
2.2 葉尖鋸齒改型對壓氣機的影響
如圖8 所示,在IGV 進行的兩種葉尖鋸齒改型在90%轉速下仍然有一定的擴穩效果,在100%轉速下則無明顯變化;而在S1 和S2 進行的葉尖鋸齒改型仍然造成了性能的惡化。對于S1、S2 葉片而言,對比圖4、圖5 和圖8,可以看出取消葉根處的鋸齒對壓氣機造成性能惡化的程度有所減小,驗證了上文中鋸齒參數對葉片破壞過多是造成性能惡化的原因這一結論。
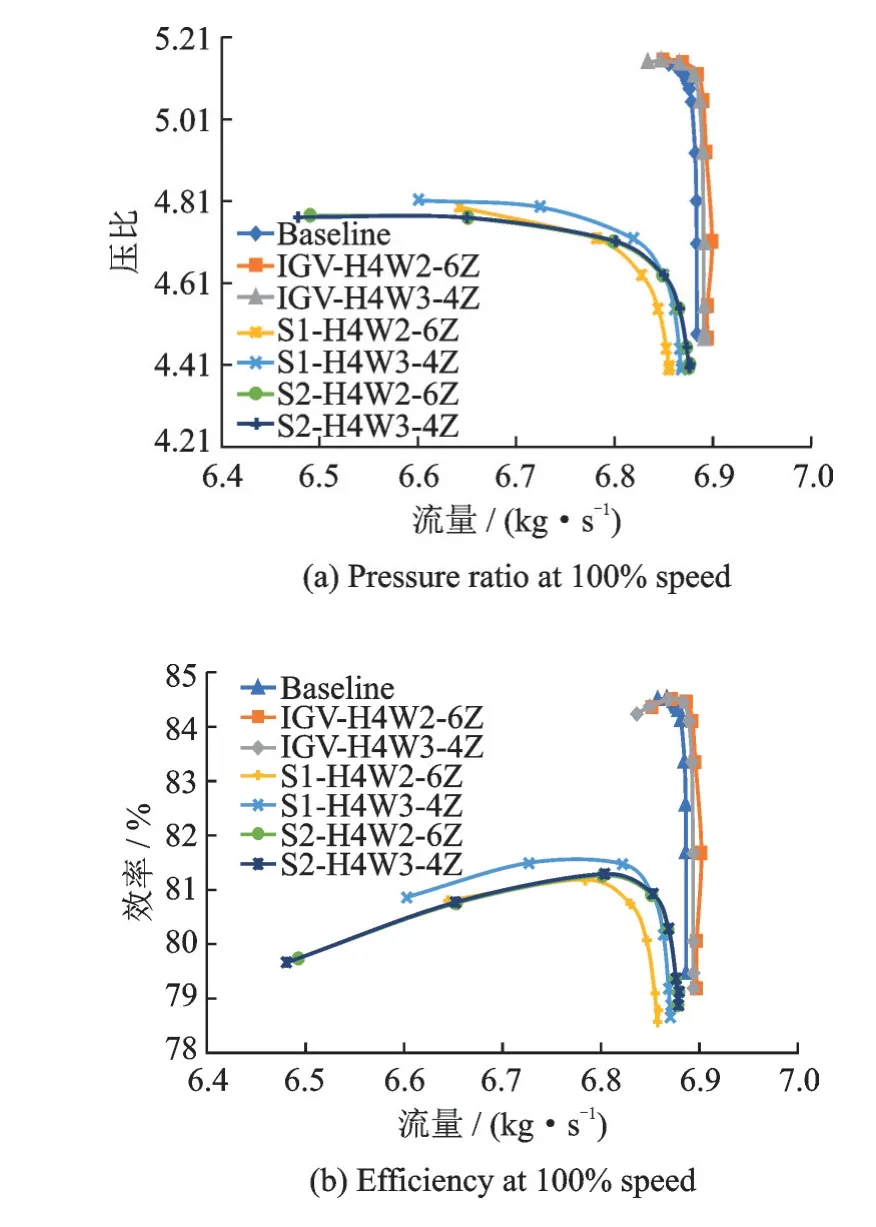
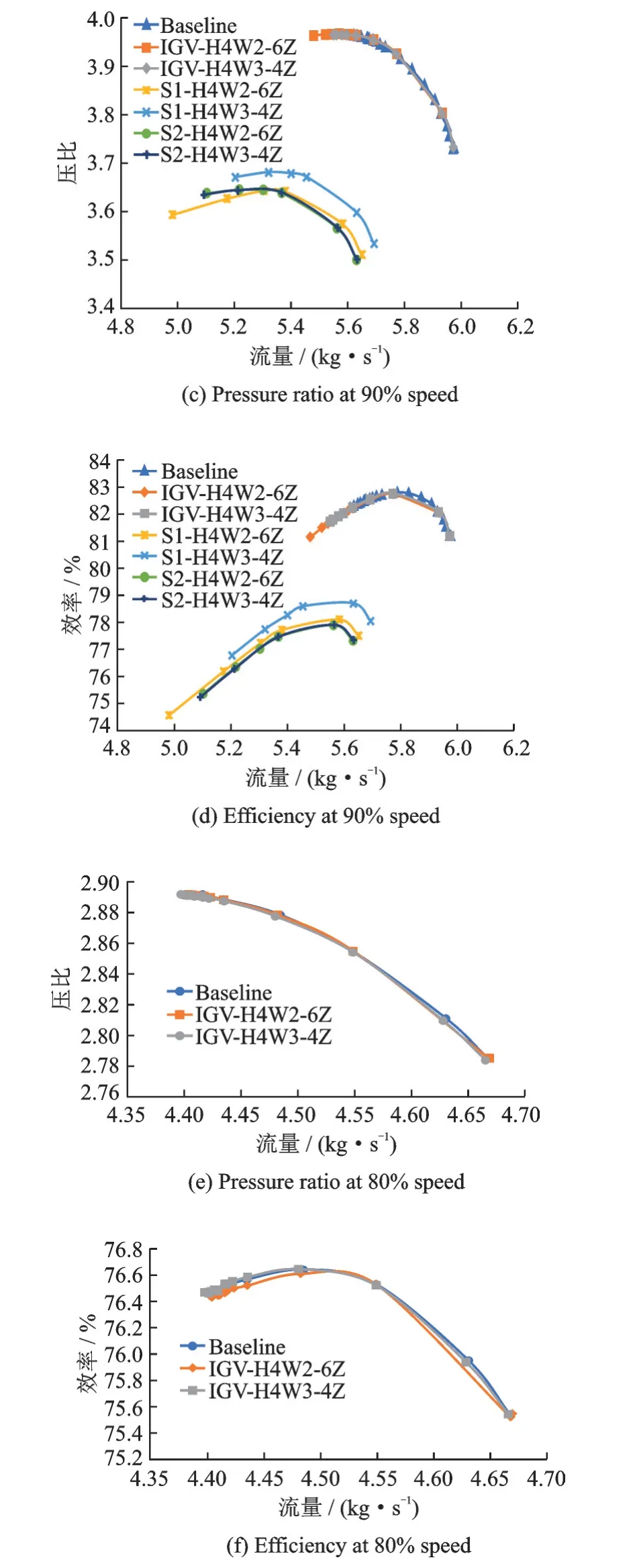
圖8 葉尖鋸齒改型壓氣機及原型壓氣機特性曲線Fig.8 Characteristic curves of blade tip sawtooth modified compressor and prototype compressor
與100%、90%轉速不同,在80%轉速下觀察IGV 出口截面附近的總壓云圖,如圖9 所示,可以看出在低轉速下鋸齒對尾跡的改善已經不明顯,表現為總壓云圖中葉尖部分的尾跡邊界的鋸齒結構已經不明顯,與原型壓氣機無明顯差別。

圖9 80%轉速IGV 出口總壓云圖Fig.9 IGV outlet total pressure cloud diagram at 80%speed
3 結 論
本文通過CFD 數值模擬研究了某3.5 級壓氣機及其12 種改型在不同轉速下的流場及性能,得出以下結論:
(1)在不同靜葉進行相同參數的鋸齒改型時,在IGV 上的效果最好,S1、S2 則會造成性能惡化;
(2)在IGV 上進行的鋸齒尾緣改型在90%轉速下具有明顯的擴穩效果,在100%轉速和80%下則沒有明顯的擴穩效果;
(3)對靜葉而言,尺寸過大的鋸齒會對壓氣機性能造成負面影響,壓比、效率和流量都會大幅下降;
(4)在同一葉片上,相對葉尖尺寸合適的鋸齒參數可能相對葉根而言過大,從而對壓氣機性能造成負面影響。