在非接觸式機械密封端面開設曲面淺槽新方法
2021-09-14 02:46:28霍鳳偉張成建劉逸卓
重慶理工大學學報(自然科學) 2021年8期
關鍵詞:方法
霍鳳偉,張 健,張成建,劉逸卓
(營口理工學院 機械與動力工程學院, 遼寧 營口 115014)
淺槽機械密封是在密封環的平端面上加工出一系列深度為微米級的動壓槽,如螺旋槽、圓弧槽、葉形槽、T形槽、Y形槽、L形槽、直槽及各種異形槽等,在運轉時,由于動壓槽的動壓效應,將進入該槽的密封流體的壓力升高,該壓力作用在相互貼合的動、靜環密封端面上,將這2個面推開而不接觸,并在之間形成連續、穩定的密封流體的薄膜,實現非接觸式機械密封[1]。淺槽機械密封的動壓槽一般在碳化鎢、碳化硅、氮化硅等硬質密封面上開設,高精度加工比較困難,但是其幾何形狀對流體薄膜的厚度、剛度、承載能力和穩定性影響較大,良好的動壓槽幾何形狀設計及高精度加工是淺槽機械密封的核心技術[2-3]。目前淺槽機械密封還存在不足。例如,普通的平底等深螺旋槽、圓弧槽、葉形槽、T形槽、Y形槽、L形槽及各種異形槽,由于槽深相等,屬于二維收斂型動壓槽,流體動壓效應不強,所以在一定工況下,流體膜厚度不足,或者在一定流體膜厚度下流體膜的剛度不足,造成密封性能的不穩定[4-8]。通過在密封端面開設三維收斂型動壓槽來增強端面流體的動壓效應,進而增大端面流體薄膜的承載能力和流體膜薄剛度,從而提升密封運行穩定性和可靠性并延長使用壽命,是淺槽機械密封的主要研究方向之一。Sedy Josef[4]提出了一種由兩級平底臺階或斜底臺階構成的動壓槽型。王玉明[5]發明了一種雙螺旋角三維螺旋槽端面密封裝置,其端面上開設的螺旋淺槽的槽深從高壓側到低壓側逐漸變淺。王丹[6]發明了一種可雙向旋轉的階梯圓弧槽機械密封。劉向鋒[7]提出了一種槽底為斜平面的斜直線槽機械密封結構,槽深從上游即高壓側到下游即低壓側逐漸變淺,且呈線性變化,直至與平行端面相接,從而形成一種收斂形直線槽。王和順[8]提出了一種沿徑向次第變深的多級平底臺階構成的螺旋槽機械密封裝置。這些三維收斂型動壓槽一般具有結構精細而精度高,粗糙度要求嚴格的特點,可加工性一般較差,現多采用高能激光束分層加工來近似成形。周平等[9]提出了一種周向波度密封環的預變形平面研磨加工方法。毛文元等[10]綜述了流體動壓槽加工技術研究進展,并評述了各種加工技術的優缺點,包括光刻加工、電火花加工、電解加工、超聲波加工、激光加工等。紀仁杰等[11-12]提出復合電鍍碳化硅陶瓷粉增材制造上游泵送機械密封環的方法,對復合電鍍機理進行深入研究。毛文元等[13]利用光纖激光標刻機對干氣密封常用的碳化硅和碳化鎢金材料進行了螺旋槽激光加工工藝研究,指出槽深和槽底表面的加工精度將對密封性能產生重大影響,但精準控制槽深和槽底表面仍有挑戰。本文中提出基于杯形砂輪線接觸磨削原理的在非接觸式機械密封端面開設曲面淺槽新方法。
1 淺槽設計與加工新原理
研究發現采用寬度為3 mm的窄杯形砂輪(如圖1所示)磨削密封環時,其原理如圖2所示,由于砂輪工作表面與工件之間的弧形接觸區的寬度較窄,因而可看作線接觸,砂輪工作表面可以簡化成一個切削圓周,磨削接觸區可以簡化成一條接觸弧線[14-15]。一個圓周在三維空間中有5個自由度,可以借助數學方法,選擇5個獨立變量建立坐標系和方程來描述該圓周的位姿和位置及其運動。而瞬時位姿和位置可以由直線運動或轉動或由它們構成的復合運動來描述。當以適當的位姿沿著一條直線或曲線運動時就可以生成曲面。如果將該圓周最低點始終控制在密封端面之外,那么該圓周在三維空間運動時與密封環有2個交點、1個交點或無交點,當有2個交點時,如果第1個交點在密封端面上,第2個交點在密封環外圓面上,從第2個交點直至第1個交點范圍內,圓周上各點相對于密封端面的深度逐漸減小直至為0,所生成的曲面從上游側向下游側是逐漸變淺的,從上游側向下游側也通常是逐漸變窄的,呈現三維收斂形狀。如果杯形砂輪半徑、杯形砂輪在三維空間中的位置和位姿合理取值,磨削接觸弧線的運動軌跡即為高精度曲面槽,如圖3所示。
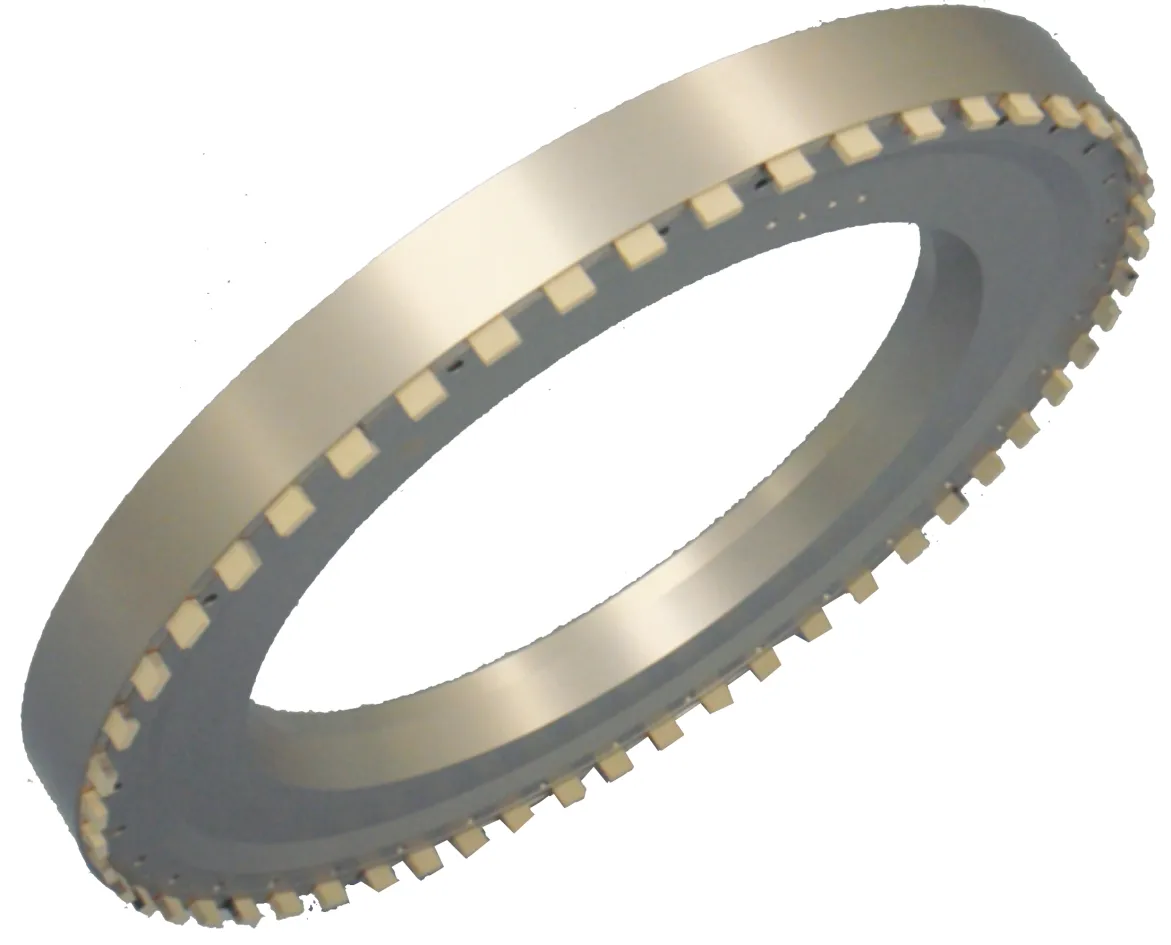
圖1 杯形砂輪照片
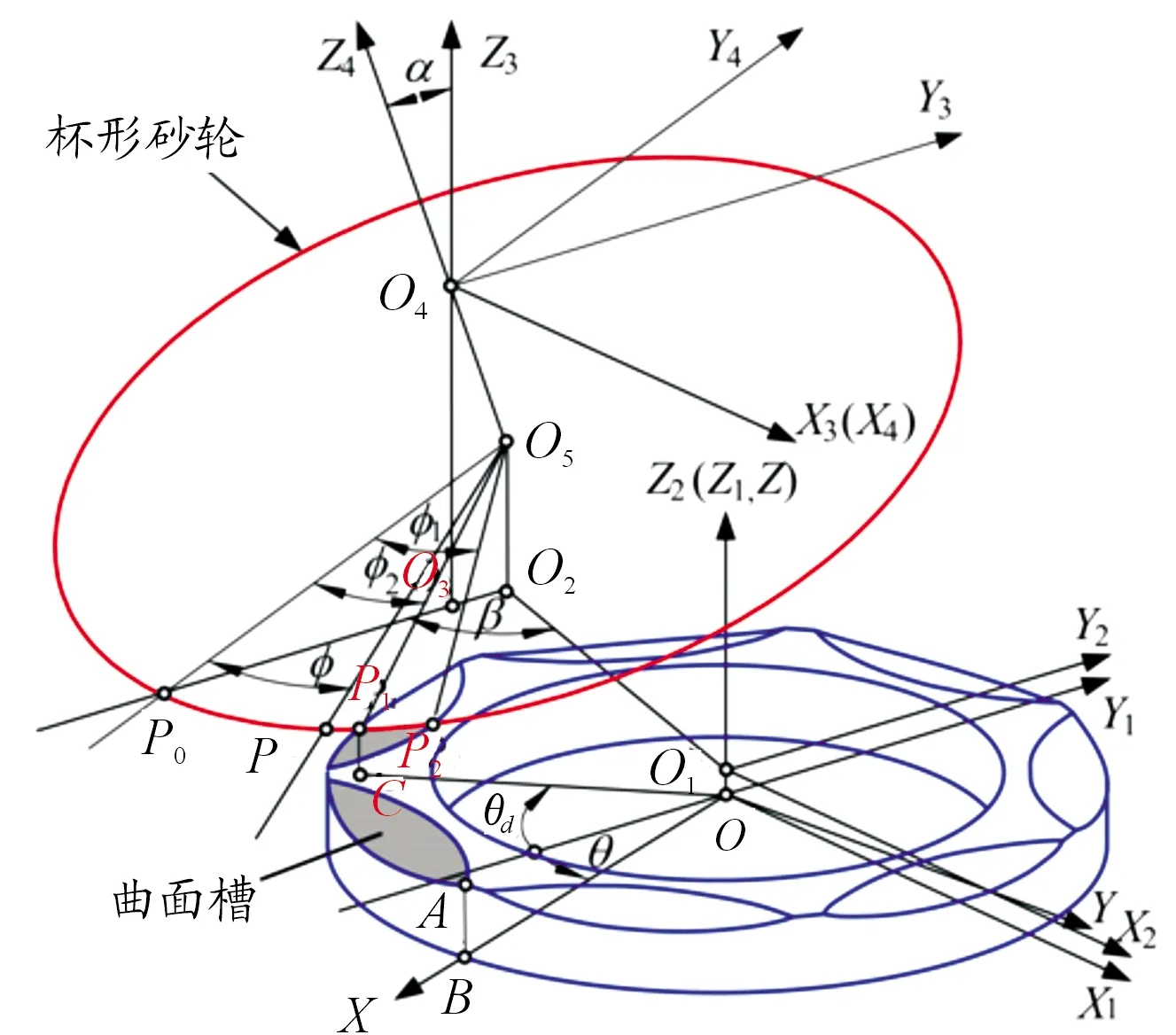
圖2 杯形砂輪線接觸磨削密封環曲面槽原理圖
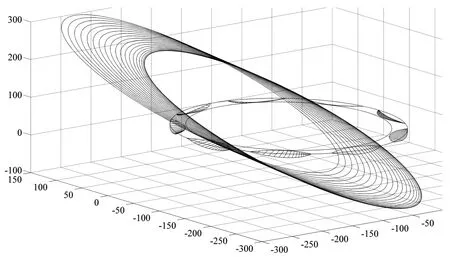
圖3 圓周運動形成曲面槽原理圖
此外,在機械制造領域利用刀具進行加工時形成表面的過程就是控制刀具的刀刃沿一定軌跡運動將工件上多余的材料去除的過程。采用端面寬度較窄的杯形砂輪磨削時,從磨削加工表面成形的角度來看,杯形砂輪相當于一個具有切削功能的圓周,如果所用的砂輪半徑與設計曲面槽時所用的圓周半徑相等,杯形砂輪相對于工件所做的成形運動與曲面槽設計時所用的運動規律一致,磨削時沒有表面形成原理誤差,可精確成形,實現高精度加工。
2 曲面槽磨削方法
控制杯形砂輪在三維空間位置的參數至少有3個,控制杯形砂輪在三維空間位姿的參數至少有2個,而控制密封環相位角的參數有1個,在數學可能性上,實現密封環曲面槽的磨削成形可以是無聯動、2軸聯動、3軸聯動、4軸聯動、5軸聯動或6軸聯動,然而從超精密機床設計和制造觀點來看,聯動軸數量越多,越不利于保證機床的剛度和精度,在工程上可實現的難度越大。根據少軸高剛度高精度原則,本研究中提出了一種無需聯動的磨削方法和2種2軸聯動磨削方法,分別標記為磨削方法1~3。
2.1 磨削方法1
磨削方法1不用聯動控制即可加工密封環的曲面槽,其運動關系和機床簡圖如圖4、5所示,由2個直線進給軸、1個砂輪軸、1個杯形砂輪和1個分度轉臺構成,杯形砂輪回轉軸線與分度轉臺的回轉軸線略微傾斜一微小角度,帶動分度轉臺做進給運動的直線軸的運動方向與分度轉臺的回轉軸線不垂直,而是偏離一微小角度。合理選擇砂輪半徑并合理設定砂輪傾角、帶動分度轉臺做進給運動的直線軸的俯仰角和方位角,分度轉臺的初始方位角、杯形砂輪工作面中心到分度轉臺回轉軸線的初始距離和杯形砂輪的高度后,分度轉臺在進給軸的帶動下從進給軸的一端運動到另一端時磨削生成表面,即為一個完整的曲面槽,進而將分度轉臺轉過一個適當角度后,即可磨削下一曲面槽,分度轉臺轉過完整一周后,即可加工出密封環的全部曲面槽。由于采用方法1磨削時分度轉臺是靜止不動的,僅需要一個直線運動就可以實現曲面槽的成形,因而是最簡單的加工方法。
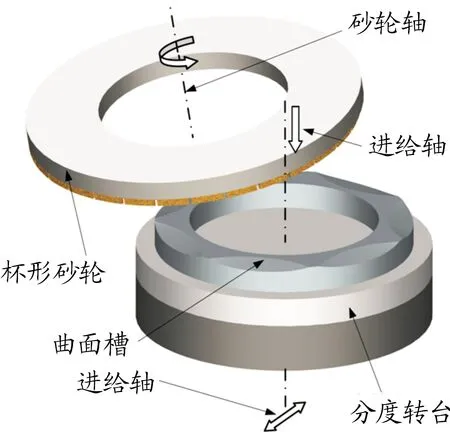
圖4 磨削方法1的運動關系示意圖
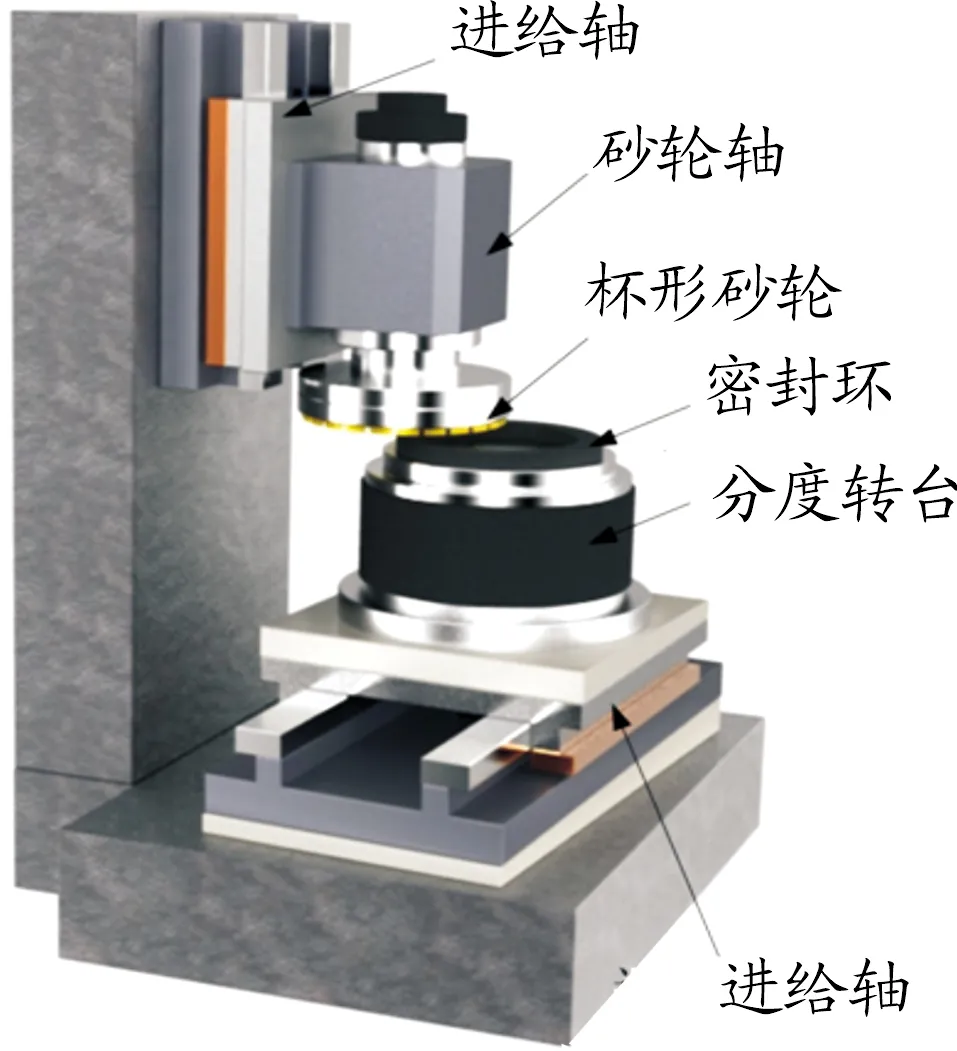
圖5 磨削方法1的機床簡圖
2.2 磨削方法2
采用磨削方法1加工密封環曲面槽時,由于磨削時分度轉臺靜止不動,還無法自由控制曲面槽沿周向擴展,因此所能加工的面形種類比較有限。與方法1不同,磨削方法2采用1個C軸和1個X軸,通過二者聯動實現曲面槽成形,可自由控制曲面槽沿周向擴展,還可以一定程度上控制槽深和徑向擴展,如圖6、7所示。
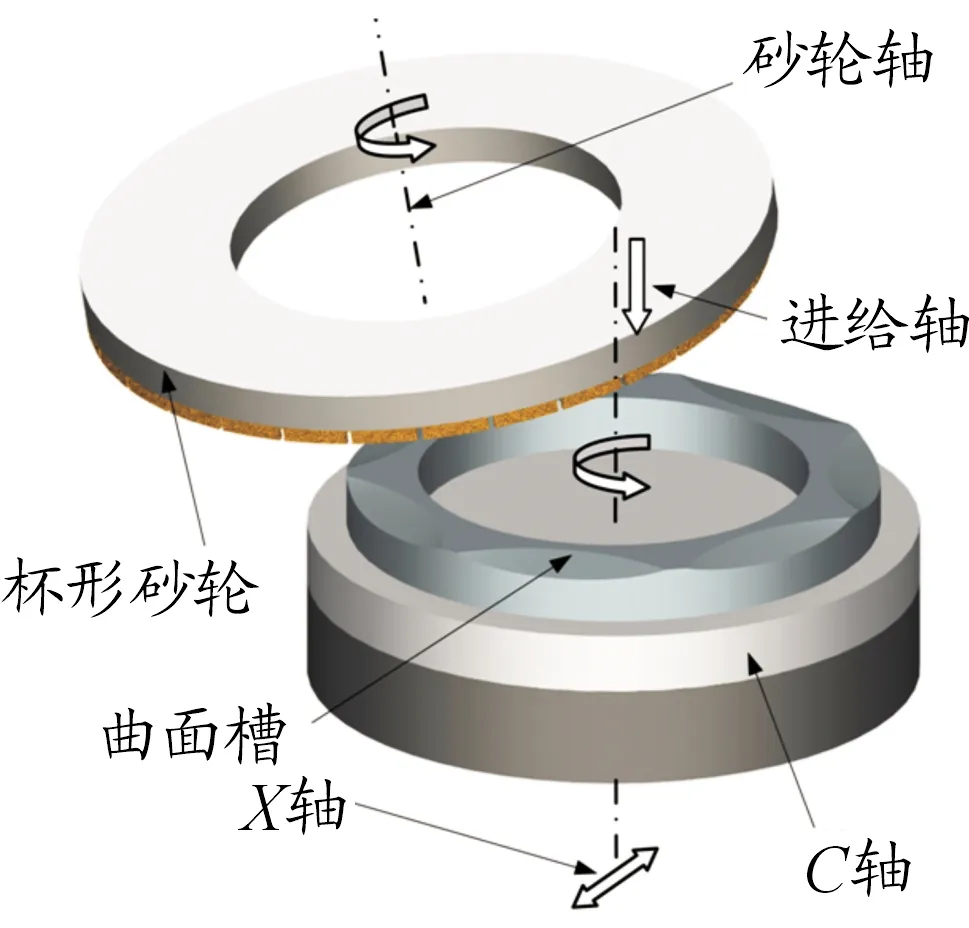
圖6 磨削方法2的運動關系示意圖

圖7 磨削方法2的機床簡圖
2.3 磨削方法3
除了磨削方法2外,還存在另一種形式的2軸聯動磨削方法,即磨削方法3,其運動關系和機床簡圖如圖8和圖9所示,由1個C軸、1個砂輪軸、1個杯形砂輪和一個Z軸構成,杯形砂輪回轉軸線與C軸的回轉軸線略微傾斜一微小角度。合理選擇杯形砂輪半徑并合理設定杯形砂輪傾角、C軸方位角、杯形砂輪工作面中心到C軸回轉軸線的距離高度后,聯動控制C軸和Z軸即可加工出曲面槽。磨削方法3可以加工徑向對稱的或非對稱的、徑向輪廓傾斜程度大體一致的曲面槽。
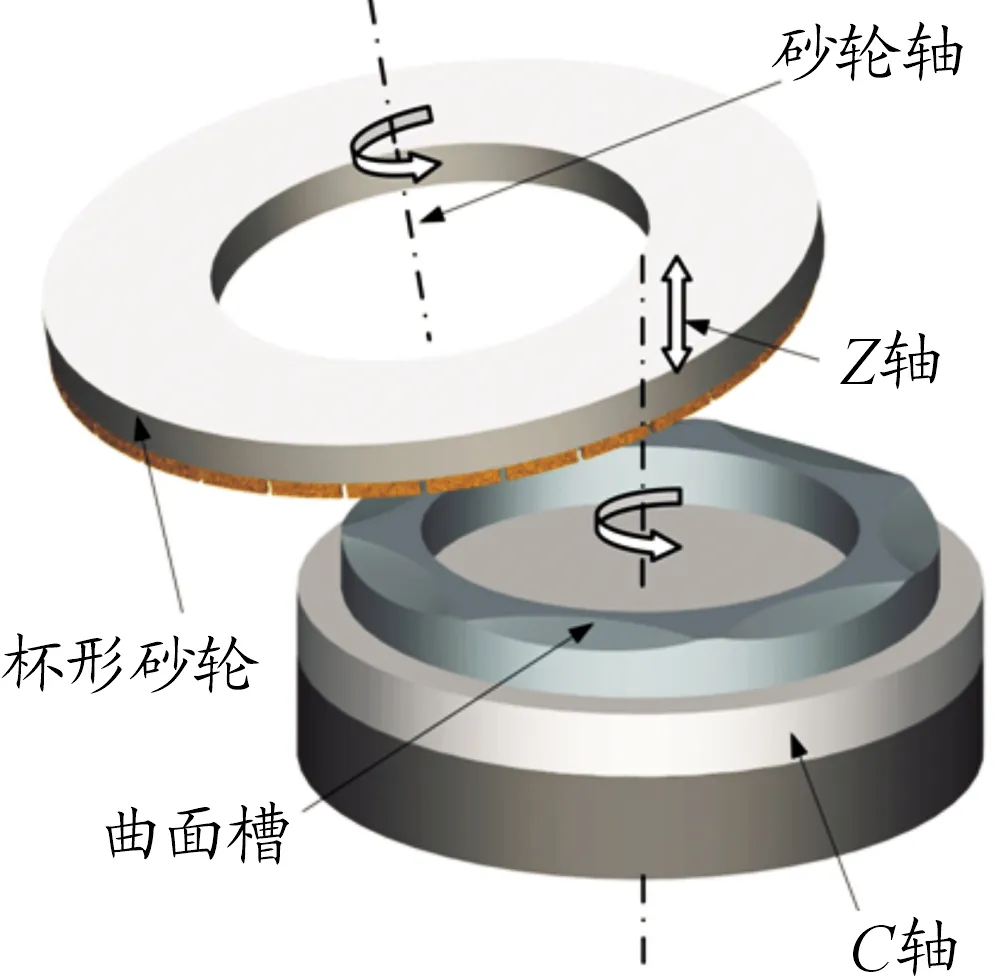
圖8 磨削方法3的運動關系示意圖
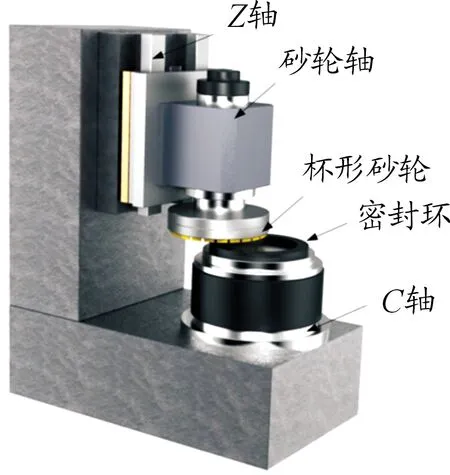
圖9 磨削方法3的機床簡圖
3 曲面槽設計方法
上節提出的3種磨削方法都能夠實現密封環曲面槽的加工,因此分別依據這3種磨削成形原理提出了3種密封環曲面槽設計方法。
參照圖10所示坐標系用α、β、k、θ、φ、ψ、e、k1、β1、h和R共11個設計變量建立統一的曲面槽數學模型。
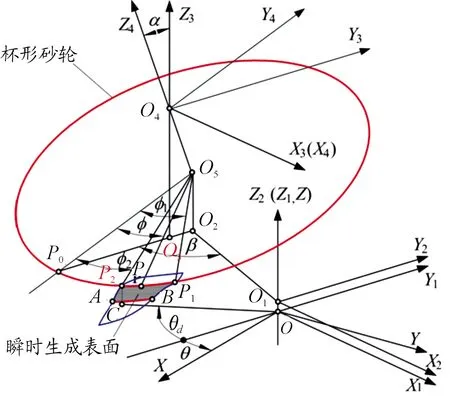
圖10 密封環曲面槽設計坐標系示意圖
在坐標系O4(X4,Y4,Z4)、O4(X3,Y3,Z3)、O1(X2,Y2,Z2)和O(X1,Y1,Z1)下磨削接觸弧上任意點P坐標為
(1)
(2)
(3)
(4)
其中:φ為磨削接觸弧上任意一點P的相位角; Δ1為杯形砂輪工作面中心到杯形砂輪傾斜控制軸心的距離。
磨削接觸弧線與曲面槽內周邊交點的z1坐標與密封壩面的z1坐標相等,因此有
h-Rsinα-Rsinαcosφ1=Δ2
(5)
式中:Δ2為密封壩面在坐標系O(X1,Y1,Z1)下的高度值。
磨削接觸弧線與曲面槽外周邊交點P2的徑向距離恒等于密封環外半徑r2,因此有
(6)
式中:φ1和φ2分別為點P1和P2的相位角。
直線AO與y1負半軸的夾角θd為
(7)
由磨削接觸弧線運動軌跡所生成的曲面槽在坐標系O(X,Y,Z)下的方程為
(8)
其中0≤θ≤2π,φ2≤φ≤φ1。
3.1 基于磨削成形原理1的設計方法
基于磨削成形原理1的曲面槽設計方法有10個設計變量。其中R物化為砂輪半徑,α、φ、k1和β1為獨立機床結構參數,分別物化為杯形砂輪傾角,進給軸相位角、杯形砂輪與密封環剛好接觸時的杯形砂輪工作面中心到分度轉臺的距離、杯形砂輪與密封環剛好接觸時的分度轉臺相位角。ψ為非獨立機床結構參數,物化為進給軸俯仰角。k為獨立機床運動參數,物化為杯形砂輪工作面中心到分度轉臺的距離。β、θ和h為非獨立機床運動參數,分別物化為分度轉臺方位角、分度轉臺相位角和砂輪高度,如圖10所示。β、θ、ψ和h由下式給出
(9)
(10)
(11)
(12)
(13)
(14)
θ=0
(15)
槽外周邊的深度d為
(16)
r1=
(17)
l=2r2arctanζ-2r2arctanξ
(18)
當杯形砂輪工作面中心到分度轉臺的距離為k0時,此時,分別對應β0、φ10、φ20,有
(19)
式中:

(20)
(21)
槽外周邊的深度d為
(22)
(23)
式中:k2為杯形砂輪與密封環脫離接觸時的杯形砂輪工作面中心到分度轉臺的距離;r2為密封環外半徑。
給定R、α、φ、k1和β1后,當k從k1連續變化到k2時,式(8)所描述的曲面即為一個曲面槽。改變R、α、β、φ、k1和β1中的一個或多個變量的設定值都可以改變曲面槽的形狀,以密封性能、承載能力、流體膜剛度、穩定性為目標,通過有限元或連續流體動力學分析可以找到較優的曲面槽形。
3.2 基于磨削成形原理2的設計方法
基于磨削成形原理2的曲面槽設計方法有11個設計變量。其中R物化為砂輪半徑,α、φ、k1和β1為獨立機床結構參數,分別物化為杯形砂輪傾角,進給軸相位角、杯形砂輪與密封環剛好接觸時的杯形砂輪工作面中心到C軸的距離、杯形砂輪與密封環剛好接觸時的C軸相位角。ψ為非獨立機床結構參數,物化為進給軸俯仰角。k和θ為獨立機床運動參數,分別物化為杯形砂輪工作面中心到C軸的距離和C軸相位角。β和h為非獨立機床運動參數,分別物化為C軸方位角和砂輪高度。β、ψ和h由式(9)~(14)給出。
給定R、α、φ、k1和β1后,使k為θ的連續周期函數,當k從k1連續變化到k2,或者當k從k1連續變化到k1和k2之間的某一個值后再回退到k1,或者當k從k2連續變化到k1和k2之間的某一個值后再回退到k2,式(8)所描述的曲面即為一個曲面槽。改變R、α、β、φ、k1和β1中的一個或多個變量的設定值都可以改變曲面槽的形狀,改變k和θ的數學關系也可以改變曲面槽的形狀,以密封性能、承載能力、流體膜剛度、穩定性為目標,通過有限元或連續流體動力學分析可找到較優的曲面槽型。
3.3 基于磨削成形原理3的設計方法
基于磨削成形原理3的曲面槽設計方法有6個設計變量。其中R物化為砂輪半徑,α、k和β為獨立機床結構參數,分別物化為杯形砂輪傾角、杯形砂輪工作面中心到C軸的距離和C軸方位角。k和θ為獨立機床運動參數,分別物化為杯形砂輪工作面中心到分度轉臺的距離和C軸相位角。θ和h為獨立機床運動參數,分別物化為C軸相位角和砂輪高度,如圖10所示。給定R、α、k和β后,使h為θ連續周期函數,式(8)所描述的曲面即為一個曲面槽。改變R、α、k和β中的一個或多個變量的設定值都可以改變曲面槽的形狀,改變θ和h的數學關系也可以改變曲面槽的形狀,以密封性能、承載能力、流體膜剛度、穩定性為目標,通過有限元或連續流體動力學分析可以找到較優的曲面槽型。
4 初步驗證
采用磨削方法1加工密封環曲面槽時只需要一個進給軸的直線運動即可實現曲面槽的成形,而無需多軸聯動,在3種方法中最容易實現。因此針對第一種方法進行實驗驗證。
4.1 曲面槽面形設計
所設計的密封環內外直徑分別為110 mm和150 mm。杯形砂輪半徑R=140 mm。砂輪傾角α=0.000弧度,進給軸相位角φ=9°,杯形砂輪與密封環剛好接觸時的杯形砂輪工作面中心到分度轉臺的距離k1=161.658 mm,杯形砂輪與密封環剛好接觸時的分度轉臺相位角β1=51°。杯形砂輪與密封環剛好脫離接觸時的分度轉臺相位角β2=95°。根據式(1)~(23)在密封端面設計出5個曲面槽,深度為10.2 μm,整個密封環端面如圖11所示。
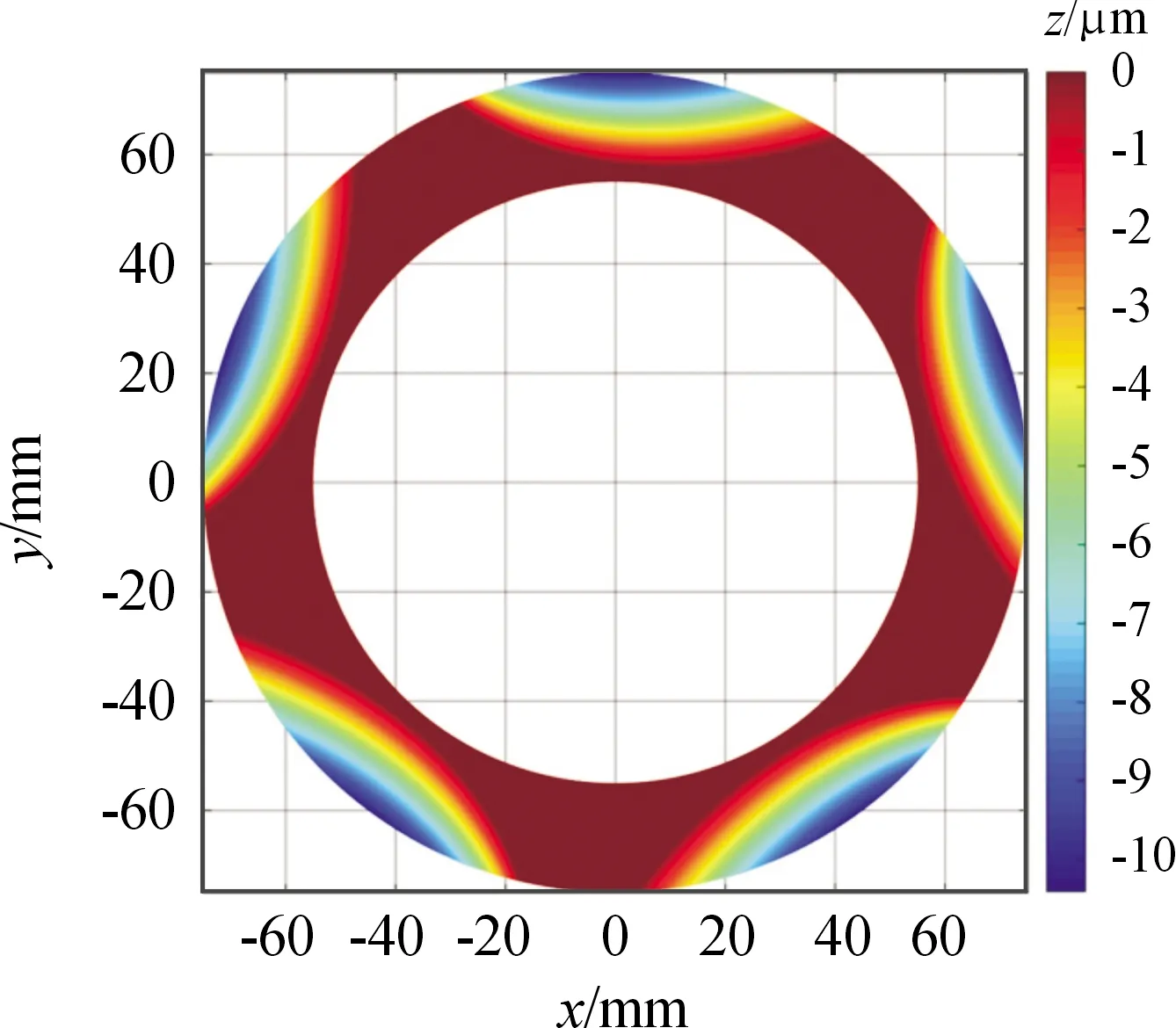
圖11 基于磨削成形原理1設計的密封環曲面槽形狀示意圖
4.2 曲面槽密封環加工實驗
加工實驗在一個經過改造的三軸加工中心上進行,如圖12所示。X軸被調成與水平面傾斜0.000 4弧度、X軸相位角為9°、砂輪主軸相對于密封環平端面被調成傾斜0.000 9弧度。密封環為鎳基碳化鎢硬質合金,內外直徑分別為110 mm和150 mm,要求在端面上加工出5個深度為10 μm左右的曲面淺槽。分別選用600#和2 000#陶瓷結合劑金剛石杯形砂輪進行粗磨和精磨,砂輪直徑為280 mm。粗磨和精磨現場照片如圖13、14所示。磨削后的密封環如圖15所示。采用LK-G5000型激光位移傳感器測得淺槽最深處為10.6 μm。采用Newview5022型三維表面輪廓儀測得表面粗糙度Ra為5.1 nm,表明所提出的方法是可行的。

圖12 實驗所用三軸加工中心照片
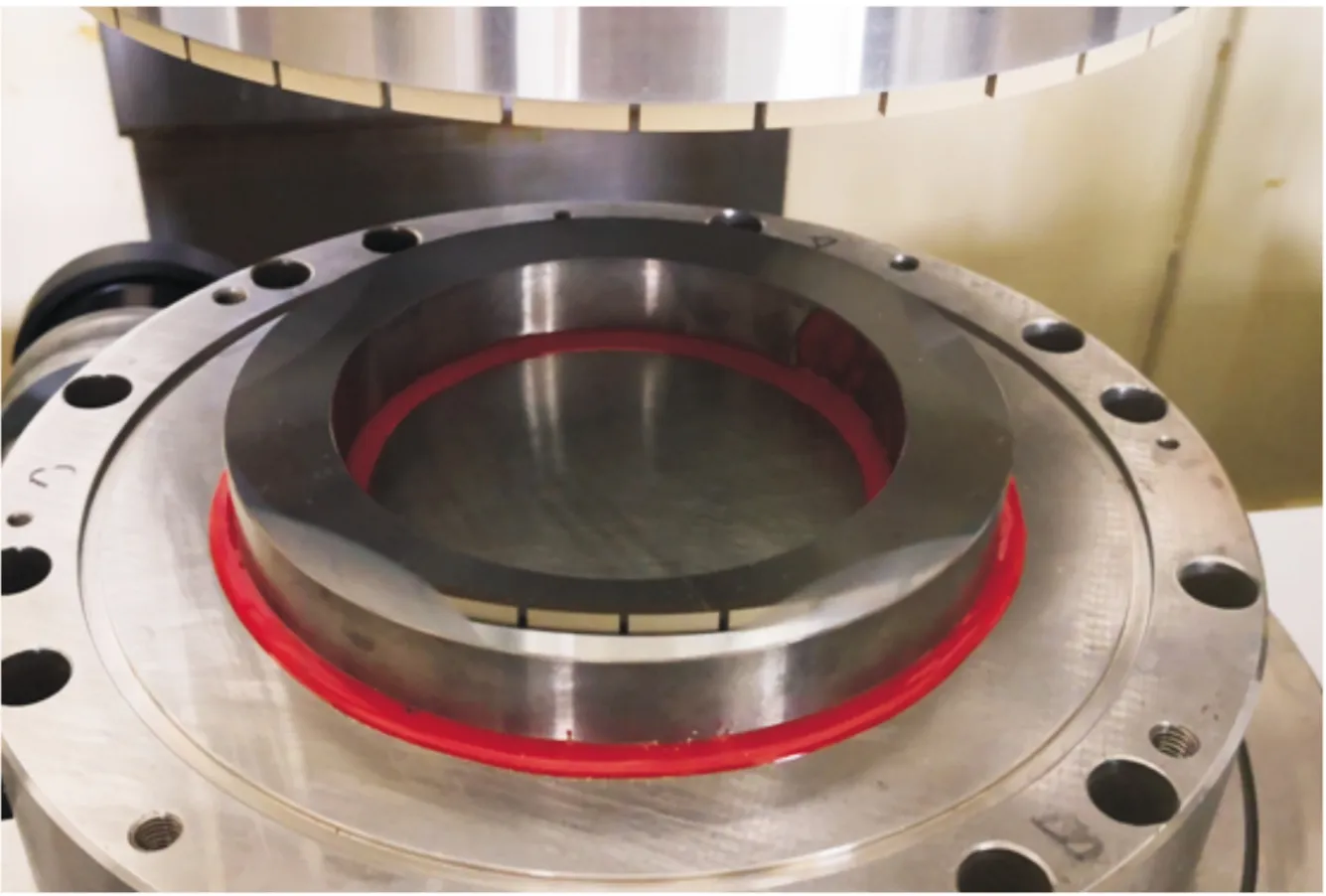
圖13 800#砂輪粗磨后現場照片
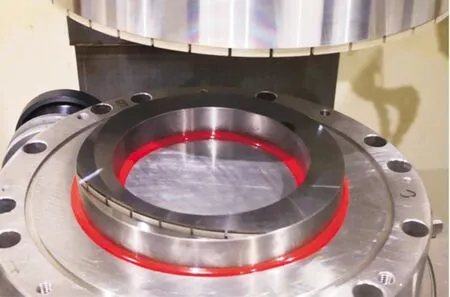
圖14 2000#砂輪精磨后現場照片
圖15 具有曲面淺槽的密封環磨削后實物照片
5 結論
1) 發現了通過杯形砂輪線接觸磨削在密封環上開設曲面淺槽新原理。
2) 提出了3種采用機床結構參數和機床運動參數及杯形砂輪半徑作為設計變量的密封環曲面淺槽設計方法和加工方法。
3) 按方法1給出了一個淺槽設計實例,并在改造的立式加工中心上驗證,在密封端面上加工了曲面淺槽,表明所提出的方法可行。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56