船用大型低速柴油機曲軸的修復與分析
2021-09-10 18:43:37王飛翔鄭煒鄧健星
內燃機與配件 2021年11期
王飛翔 鄭煒 鄧健星





摘要:船用低速柴油機的曲軸發生機械損傷時,一般采取現場修復。通過制定合理的修復工藝,控制尺寸、精度等參數,配置必要的軸瓦,能夠有效修復軸頸磨損、碰傷等缺陷。本文介紹了一起修復曲軸軸頸的案例,為船用低速機的曲軸修復提供了實際的方法和參考。
Abstract: When the crankshaft of marine low speed diesel engine suffers mechanical damage, it is usually repaired on site. By developing a reasonable repair process, controlling parameters such as size and precision, and configuring the necessary bearing shell, the defects such as journal wear and bruise can be effectively repaired. This paper introduces a case of repairing crankshaft journal, which provides a practical method and reference for repairing crankshaft of marine low speed engine.
關鍵詞:低速柴油機;曲軸修復;現場加工
Key words: low speed diesel engine;crankshaft repair;scene processing
中圖分類號:U664.121.1? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)11-0173-03
0? 引言
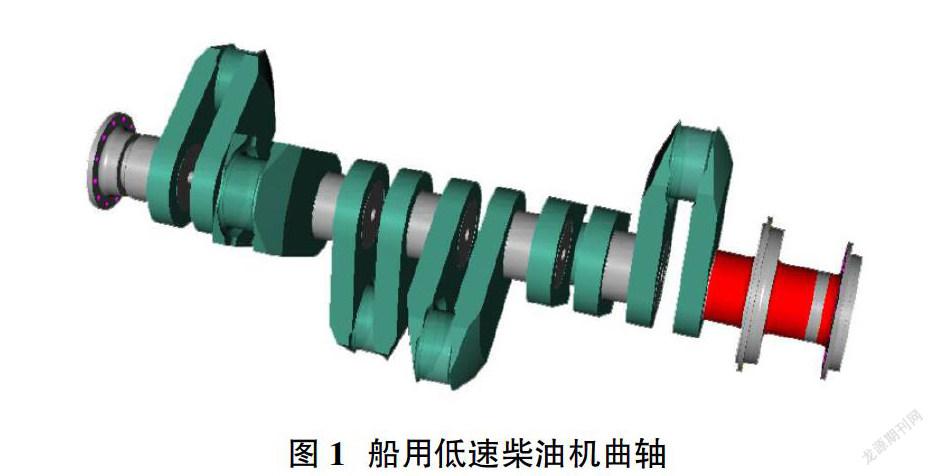
曲軸作為船用柴油機的關鍵零部件,把活塞的往復運動通過連桿變成回轉運動。曲軸的工作條件比較苛刻,受力復雜,并隨著轉角和柴油機負荷時刻變化。而軸頸不僅承受著交變應力,還遭受著快速的磨損,特別是在潤滑不良、機座或船體變形、軸承間隙不合適、超負荷運轉等情況下。因此,曲軸對材質和軸頸表面加工要求很高,大型船用低速柴油機的曲軸一般采用中碳鋼或合金鋼鍛造,如34CrNiMo6。軸頸表面粗糙度一般達到Ra0.4,公差精度為IT7。在柴油機運行過程中,曲軸軸頸與軸瓦之間要具有足夠的承壓面積,符合要求的間隙,通過持續形成潤滑油膜,來保證良好的冷卻和潤滑效果,同時要求最大限度地保證潤滑油的潔凈程度,減少雜質和顆粒物,這樣能夠盡可能避免曲軸軸頸的劃傷和過度磨損。曲軸的三維模型如圖1所示。
曲軸制造周期長,加工精度高,價格昂貴,約占到船用低速機柴油機成本的1/10,因此在日常維護中必須定期檢查曲軸的狀況,及時發現可能導致曲軸損傷的風險因素。船用低速機地曲軸修復過程復雜,驗收要求高。船用低速機裝船后,更換曲軸將是一項非常大的工程,涉及拆裝的零件眾多,因此,一旦曲軸頸發生損傷,必須盡可能地修復,且大部分是直接在機艙就地實施。本文通過分析缸徑350mm的某型船用低速柴油機的曲軸軸頸修復工藝和過程,為大型船用低速柴油機曲軸的修復提供借鑒。
1? 曲軸損傷
裝配該型船用低速機的船舶在航行過程中,柴油機內部出現異響,經停機檢查,發現一個缸的連桿連接螺栓脫落,導致該缸與連桿連接的曲柄銷軸頸被嚴重劃傷,并被撞擊出眾多凹坑。損傷圖片如圖2所示。
為了精確測量凹坑的大小和深度,我們使用了3D拓模技術對曲柄銷軸頸進行測量。然后將3D模印發至專業的機構執行測量,得到缺陷的準確尺寸,如圖3所示。
從圖片和測量數據可以看到,該缸的曲柄銷軸頸表面受到嚴重損壞,如果不進行修復,將導致軸頸與軸瓦之間接觸面積不足,形成不了足夠的潤滑油膜和油壓,強行運行可能導致軸頸、軸瓦燒毀,造成嚴重的經濟損失,并影響船舶的安全運行。
2? 曲軸頸技術要求
曲軸頸由于承受交變應力和磨損,容易發生疲勞損壞,軸頸工作表面應非常光滑。通常材料缺陷、制造工藝的缺陷、使用不當都會導致軸頸變粗糙。此外,軸頸與曲柄的過渡圓角必須符合設計要求,因為彎曲疲勞損傷最容易發生在圓角處。本機型的曲軸加工和尺寸公差要求如下:
①曲軸工作表面、過渡圓角不允許有裂紋、拉痕、凹陷、銹蝕、點蝕和毛刺等缺陷。
②主軸頸與曲柄銷軸頸的精度為h7級,直徑尺寸要求為Φ340mm。
③曲柄銷軸頸圓柱度為0.03mm。
④曲柄銷外圓工作母線與主軸頸軸心線的平行度每1000mm不大于0.15mm。
⑤軸頸表面粗糙度要求為Ra0.4。
3? 曲軸頸加工修復
本次曲軸損傷事故發生在船上,曲軸難以拆卸和移動,只能在船上現場修復。而現場加工對設備要求高,且柴油機內部空間狹小,設備既要求有較高的精度,又要求輕便靈巧,方便操作。
3.1 第一次加工
此次加工是在曲軸箱內進行,加工產生的顆粒和鐵屑很容易掉落到軸頸、油道等部位,因此必須做好防護。經過分析,曲柄銷軸頸上所有的碰傷和凹陷必須去除,但基于#1凹坑過深,達到0.3mm,難以去除,先加工去除#2-#10缺陷部位。為此制定了如下步驟:
①現場安裝設備到曲軸表面,并以其他好的曲柄銷來對照測量,確定平行度,校準工具,然后固定設備。
②粗加工去除軸頸上的缺陷點。
③測量數據,并重新對中工具。
④精磨拋光曲柄銷軸頸,測量尺寸、硬度、粗糙度等數據是否符合設計要求。
⑤執行磁粉探傷檢查,確定是否有裂紋等缺陷。
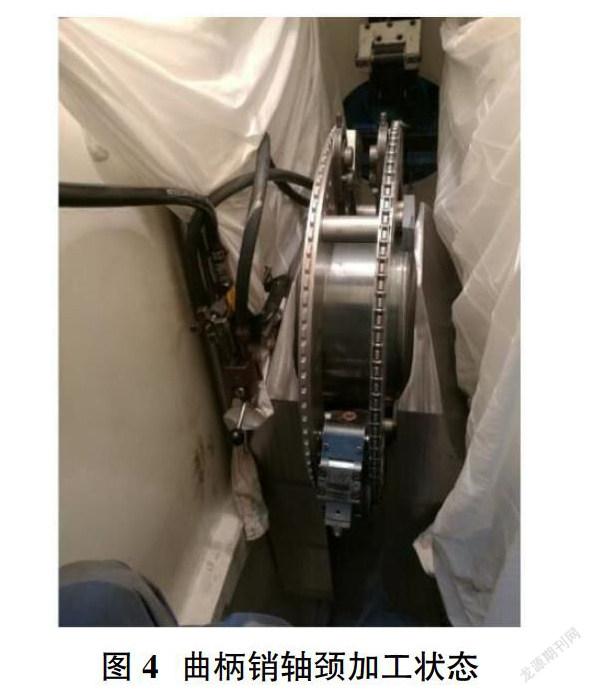
曲柄銷軸頸加工過程如圖4所示,加工后如圖5所示。
經過進一步的測量,得到數據如表1。
第一次精加工后,曲柄銷軸頸上1#凹坑肉眼可見,其他缺陷經圓滑過渡,痕跡依舊存在,軸頸尺寸公差符合設計要求。當前狀態不影響曲軸的性能,但影響油膜的分布和油壓力形成,最終將影響軸瓦的壽命,因此船東對于當前曲軸的狀態并不接受。
3.2 第二次加工
在第一次精加工的基礎上,經過分析,確定將曲柄銷軸頸的直徑加工去除0.3mm,同時單獨定制軸瓦,以徹底去除所有的凹坑、劃痕,保證軸頸與軸瓦的裝配間隙。
單配軸瓦的難點在于匹配曲柄銷加工后的尺寸,確定軸瓦的厚度。通過粗加工曲柄銷軸瓦,等待曲柄銷最終返修尺寸,最后對曲柄銷軸瓦進行精加工,我們及時地得到了特殊軸瓦。
曲柄銷軸頸的加工切削量較大的時候,必須保證過渡圓角不受影響,并滿足設計尺寸要求。
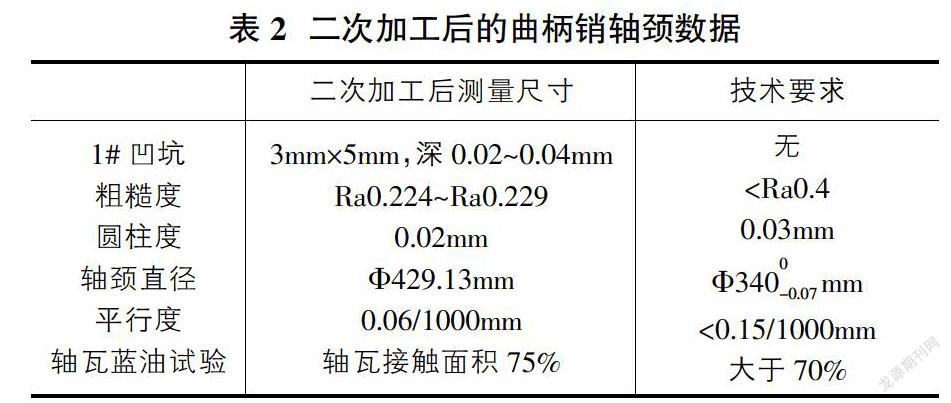
曲柄銷軸頸加工完成后,測量尺寸,并執行軸瓦藍油接觸試驗,得到數據如表2。
綜上所述,通過加工、拋光曲軸的軸頸,去除撞擊凹坑、劃痕等缺陷,并滿足表面加工的設計要求,然后通過單配合適厚度的軸瓦,以保證軸瓦與曲軸頸的接觸面積和間隙,最終完成曲軸的修復。
4? 軸承間隙
曲柄銷軸頸連接著連桿的大端,二者通過軸瓦來保證良好的運動和潤滑,而軸瓦與軸頸必須保證一定的間隙,以形成良好的油膜。間隙過大,會導致機油泄壓,潤滑系統壓力過低,間隙過小,潤滑不良,嚴重的會導致拉瓦、燒軸等。
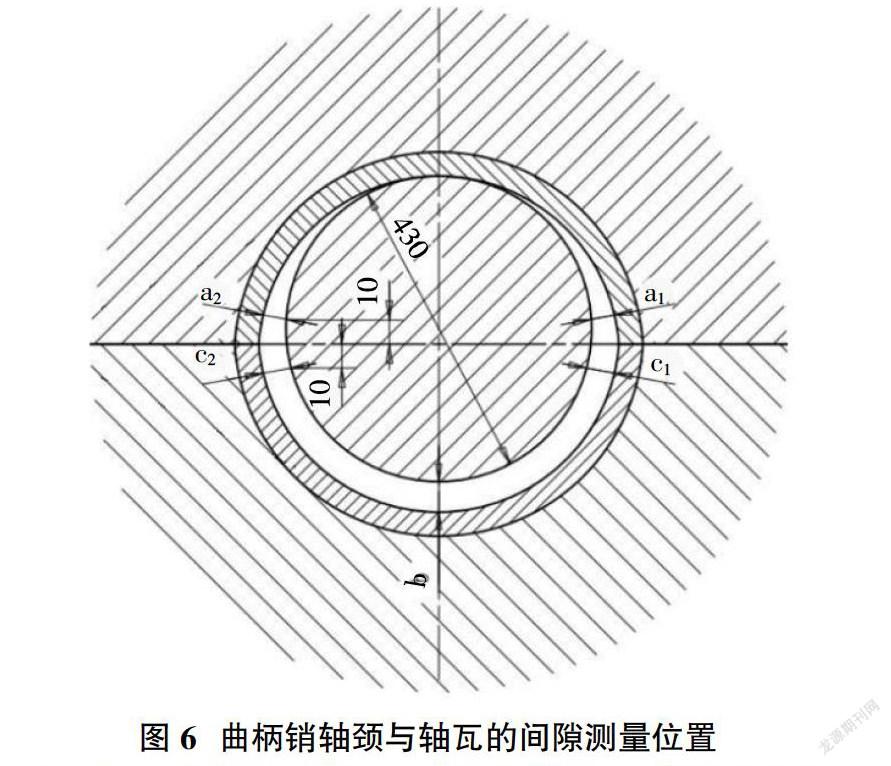
本機型的曲軸軸頸在加工后縮小,但是通過配置加厚軸瓦,最終能夠保證軸頸與軸瓦的間隙滿足技術要求,確保軸瓦的使用壽命。曲柄銷軸頸與軸瓦安裝完成后,測量位置如圖6。
通過實測曲軸軸頸與軸瓦的間隙,得到數據如表3。
5? 試車驗證
曲軸修復完成以后,裝復動車,柴油機各項參數滿足要求,滑油壓力未報警,主軸承溫度在合理范圍內,運行至今,未再出現問題,證明此次曲軸的修復取得了良好效果。
6? 結論
①船用大型低速柴油機的曲軸作為運動件中的關鍵零部件,尺寸大,加工精度高,造價昂貴。一般軸頸出現問題后,將曲軸拆出船艙,使用專用機床進行修復是最好的方法。但是這樣需要切割船體,拆解柴油機,工程量非常大。因此,在條件允許的情況下,盡量采取現場加工修復。②采取就地加工工藝,將曲柄銷軸頸分級磨小,保證軸頸表面加工要求、軸頸與曲軸中心的平行度,然后配上合適厚度的軸瓦,以確保軸頸與軸瓦的間隙符合要求,能夠較為理想地修復曲軸軸頸的碰傷、拉傷故障。③曲軸修復是一項較為復雜的工程,合理的修理工藝,不僅使曲軸恢復到良好的運行狀態,還能避免更換曲軸、大修主機等費用。在降低船舶運行成本的同時,確保了船舶主機的安全運行。
參考文獻:
[1]趙東輝.柴油機曲軸常見損傷及修理[J].中國修船,2011(3).
[2]古連文.柴油機曲軸現場加工[J].中國修船,2006(4).
[3]朱云俊.柴油機曲軸的再制造尺寸修復研究[J].機械設計與制造,2009(8).
[4]CB/T 3544-1994,船舶柴油機曲軸修理技術要求[S].
[5]孫培廷.船舶柴油機[M].大連海事大學出版社,2002.