TMY6QDFY型預嚙合式氣動馬達頻繁打齒故障原因分析及解決措施
2021-09-10 07:22:44王鋒李學國王志民
內燃機與配件 2021年14期
關鍵詞:故障處理
王鋒 李學國 王志民

摘要:濰柴發電機原動柴油機的啟動裝置TMY6QDFY型預嚙合式氣動馬達在調試過程中,頻繁發生啟動馬達齒輪打齒現象。經過檢驗和排查,找出齒輪打齒真正原因,并提出針對性建議。
Abstract: During the commissioning process of the TMY6QDFY pre-meshing air motor, the starting device of the Weichai generator prime mover diesel engine, the phenomenon of starting motor gears frequently occurred. After inspection and investigation, the real reason for the gear toothing was found out, and targeted suggestions were made.
關鍵詞:打齒;失效分析;故障處理
Key words: tooth punching;failure analysis;fault handling
中圖分類號:TK429? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)14-0131-02
0? 引言
TMY6QDFY型預嚙合式氣動馬達可作為濰柴發電機原動柴油機的啟動裝置。2017年上半年,某中標船在廠修中更換三臺濰柴生產的柴油機作為航標作業電力供給使用,選擇配用TMY6QDFY型預嚙合式氣動馬達。在調試過程中,頻繁發生啟動馬達齒輪打齒現象,由此,柴油機飛輪齒圈存在不同程度的齒損現象。
1? 氣動馬達打齒故障描述
發電付機安裝完成后,進行設備調試。在啟動試驗中,發現1號付機不能啟動,啟動馬達空轉,停車后檢查發現,啟動馬達齒輪輪齒全部折斷,與之嚙合的付機飛輪齒圈輪齒內側部分存在不同程度的齒損現象。廠方技術人員分析故障后,得出結論是由于操作不當,進行二次啟動,導致打齒。但更換新的啟動馬達后,重新開機試驗,依舊存在打齒現象。
2? TMY6QDFY型預嚙合式氣動馬達簡介
2.1 TMY6QDFY型預嚙合式氣動馬達的特點
TMY6QDFY型預嚙合式氣動馬達是以壓縮空氣作為動力源,驅動其工作從而起動柴油機。具有以下優點:
①該馬達采用預嚙合結構,即先嚙合后起動,預嚙合實現輸出齒輪與柴油機飛輪齒圈準確嚙合到位,能夠避免損傷柴油機的飛輪齒圈及馬達輸出齒輪的問題。②馬達的主要零件采用合金鋼制造,采用精密加工和專業熱處理,保證了馬達的卓越性能和長久壽命。③該馬達具有防火、防爆、體積小、功率大、無極調速及過載保護等特點,尤其在惡劣環境下工作安全可靠。
2.2 TMY6QDFY型預嚙合式氣動馬達的工作原理
TMY6QDFY型預嚙合式氣動馬達由動力部分和輸出部分組成,動力部分為葉片式氣動馬達。柴油機啟動時,按下電磁閥開關后,壓縮空氣通過輸出部分的預嚙合進氣口進入,推動輸出軸伸直并自動調整,使輸出齒輪與飛輪進入正確的嚙合位置。當輸出齒輪到達指定位置時,壓縮空氣通過預嚙合的出風口連接到空氣繼電器上。此時,打開主空氣回路,壓縮空氣進入葉片式空氣電機的動力腔,帶動電機旋轉,從而啟動柴油機。當柴油機啟動時,可以用超越離合器超越電機,以防止大齒圈帶動電機轉動。最后松開啟動開關,切斷供氣,輸出檔位自動返回完成啟動過程(電機管路控制系統由二位三通電磁閥控制)。
2.3 技術特征
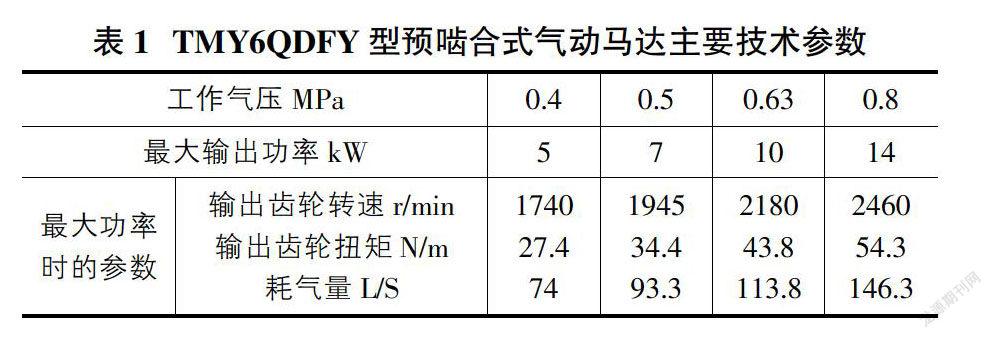
①主要技術參數:最大工作氣壓不大于0.8MPa下使用,不同氣壓下的主要參數如表1所示。
②輸出齒輪參數。
3? TMY6QDFY型預嚙合式氣動馬達啟動齒輪斷裂原因失效分析
3.1 齒輪材料和機械性能的缺陷
電機輸出齒輪材料為42CrMo,熱處理方法為調質。拉伸強度Rm要求為1000-1200MPa。實際材料選擇和熱處理要求均符合相關標準。
如果回火后材料的抗拉強度在齒輪生產過程不符合指定的要求,齒輪的承載能力將大大降低,導致疲勞損傷與斷裂的齒輪齒軸承大負載的情況下很長一段時間。為此,對兩個故障齒輪的材料和力學性能進行了測試。從試驗結果來看,兩個齒輪的化學成分符合GB/T3077-2015《合金結構鋼》的標準要求。被測零件的核心硬度為286-303 HV,換算抗拉強度為913-974MPa,略低于拉制要求的1000-1200MPa,但滿足42CrMo的最佳熱處理范圍。
因此,從理論分析來看,實際抗拉強度低不是齒輪齒斷裂的原因。因此,可以排除齒輪材料和機械性能的因素。
3.2 齒輪表面存在缺陷
如果齒輪表面存在裂紋、縫隙等鍛造或熱處理缺陷,會引起局部應力集中。齒輪在運行過程中,缺陷會逐漸擴大,最終發生疲勞斷裂。兩個齒輪先后經歷了鍛造、淬火回火、機加工、滲氮等工藝過程。從整個過程分析,只有在鍛件和淬火回火過程中,才可能出現零件的表面缺陷。但是由于所有零件都是目視檢查和磁檢查,并且在失效發生后進行宏觀斷裂檢查,沒有發現缺陷,所以可以排除表面缺陷的可能性。
3.3 齒輪過載或受到較大外力沖擊
當齒輪過載或受到較大外力沖擊時,齒輪的工作負荷就會不穩定,容易造成齒輪根部出現疲勞裂紋甚至斷裂。齒輪的嚙合帶動柴油機飛輪旋轉,產生較大的沖擊。工廠技術人員對齒輪的承載能力和安全系數進行了校核計算,得出材料的力學性能符合標準要求。當零件的加工質量滿足設計要求時,齒輪能夠承受驅動柴油機飛輪所需的外力。因此,有可能消除外力使齒輪過載的可能性。
3.4 齒輪裝配不良
不適當的齒輪裝配會導致工作條件惡化。當安裝空氣馬達齒輪,如果過程不遵循,螺栓收緊序列是錯誤的或擰緊力矩不平等,這將導致齒輪裝配后偏離正確位置,和相互嚙合的齒輪軸不平行,導致偏心載荷。齒輪齒因局部過載而斷裂。
氣動馬達裝配有嚴格的工藝規程,要求輸出齒輪與主機的飛輪齒圈的端面距離為3-5mm,齒側間隙為0.6-1 mm。經實際測量,端面間隙為3.9mm,齒側間隙為0.82 mm,均符合安裝位置要求,由此可以排除裝配不良造成打齒的原因。
3.5 兩齒輪嚙合中心距不符合要求
柴油機飛輪齒圈輪齒與氣動馬達輪齒嚙合時,兩齒輪安裝孔的中心距如果不符合要求,可能會造成齒輪嚙合位置和間隙發生變化,致使齒輪受力狀況惡化,最終引起“啃齒”或“斷齒”等故障。
通過調整校對柴油機飛輪軸線與氣動馬達齒輪軸線平行度,使其符合工藝規程要求。但依舊存在啟動馬達打齒現象,因此可以排除嚙合中心距不符合要求的因素。
3.6 齒輪制造誤差
影響齒輪嚙合和受力狀態的制造誤差主要包括齒形誤差、齒向誤差和齒根圓角誤差。齒形誤差是指齒形工作部件中包含實際齒形的兩個理想齒形(漸開線)之間的法向距離。在實際加工過程中,不可能獲得完全正確的漸開線齒形,總是存在各種誤差,影響傳動的平順性,產生操作沖擊。齒向誤差是指在分度圓柱面上齒寬有效部分內包含實際齒線的最小距離的兩條設計齒線之間的端面距離。從理論上講,直齒圓柱齒輪的瞬時接觸線是一條平行于軸線的直線。事實上,由于齒輪加工誤差的存在,接觸線不能分布在全齒寬上,導致偏心負載。在嚴重的情況下,由于對齒輪齒部分的過度負荷而發生齒斷裂。
齒輪齒根圓角半徑偏小,會造成齒輪根部應力集中,出現齒輪輪齒全齒折斷的幾率很大。由于故障件已嚴重損壞,無法進行檢測,故對同批次未使用的柴油機飛輪齒圈輪齒和氣動馬達驅動齒輪(各兩件)進行全面檢測,發現氣動馬達輪齒倒角較小,其他未發現問題。
4? 氣動馬達打齒故障分析處理
船、廠兩方技術人員從氣動馬達工作原理入手,全程分析故障原因。在進行氣動試驗時發現,在常按電磁閥按鈕使壓縮空氣持續進入氣動馬達過程中,氣動馬達齒輪與飛輪齒圈輪齒會發生二次或三次碰撞,并產生火星,這就說明壓縮空氣進氣不足。當壓縮空氣低于0.4MPa時,復位彈簧力大于空氣壓力,由此驅動氣動馬達齒輪回彈,脫離與齒圈齒輪的嚙合。當壓縮空氣壓力大于0.4MPa時,此時壓力大于復位彈簧壓力,氣動馬達齒輪前行再次與齒圈齒輪嚙合,而此時飛輪齒圈已經高速旋轉,與前行的氣動馬達齒輪發生碰撞,產生火星,因此導致齒輪輪齒折斷和齒損。
故障處理過程:
①調整氣動馬達氣動壓力至0.75MPa。再次做啟動實現,發現故障現象仍未消除。
②把?準27mm的壓縮空氣供給管路增大到?準48mm,打齒故障現象消除。
5? 結論
TMY6QDFY型預嚙合式氣動馬達出現頻繁打齒現象,經過檢驗和排查,排除了齒輪材料和機械性能的缺陷、齒輪表面缺陷、齒輪過載或受到較大外力沖擊、齒輪裝配不良、兩齒輪嚙合中心距不符合要求、齒輪制造誤差等原因,在氣動實驗中發現是壓縮空氣供給管路細導致。壓縮空氣在管路中流動,會產生壓降,當壓力低于0.4MPa時,輸出齒輪在復位彈簧作用下回彈。當壓力大于0.4MPa時,輸出齒輪彈出與正在旋轉的飛輪齒圈碰撞,造成打齒和齒損。
因此在TMY6QDFY型預嚙合式氣動馬達實際安裝過程中需要注意壓縮空氣供給量是否滿足馬達的需要,必要時增大壓縮空氣供給管路的直徑,增大供氣量,避免打齒現象的出現。
參考文獻:
[1]夏申琳,王剛,李雪峰.某設備驅動齒輪失效原因分析[J].金屬加工(熱加工),2018(10):4-6.
[2]朱智陽.20CrMnTi齒輪斷裂原因分析[J].金屬加工(熱加工),2010(21).
猜你喜歡
中國科技博覽(2016年24期)2016-12-28 21:52:09
中國科技博覽(2016年24期)2016-12-28 20:48:01
科學與財富(2016年29期)2016-12-27 15:48:46
科教導刊·電子版(2016年29期)2016-12-23 19:50:11
中國科技博覽(2016年25期)2016-12-20 18:01:20
博覽群書·教育(2016年9期)2016-12-12 15:48:40
中國新技術新產品(2016年22期)2016-11-29 05:41:48
中國市場(2016年41期)2016-11-28 05:34:44
中國科技博覽(2016年18期)2016-10-19 10:32:22
科學與財富(2016年28期)2016-10-14 02:55:41