微型步進馬達線架組自動卷線設備設計
2021-09-10 07:22:44王永亮廖新明
機電工程技術 2021年2期
王永亮 廖新明



關鍵詞:微型步進馬達;觸摸屏;自動卷線;自動上下料
0引言
隨著企業生產成本的增加,各行各業秉持機械換人,把需要重復動作的崗位交給機器,從而降低成本,其中微型步進馬達線圈組卷線工作也急需從人工手動上下料卷線不斷創新轉換,本文從減少公司人工成本、提升卷線良品率出發,專門設計研發一種能提升微型步進馬達線圈組卷線效率,同時能自動線架上料及線圈組卷線完成后自動卸料的機構,解決了本行業中線圈組卷線的瓶頸,降低了工人變換頻繁造成的浪費,提升了微型步進馬達線圈組卷線的良品率,同時為逐步向智能制造邁進奠定了一定基礎。
為此,本文從微型步進馬達線圈組自動卷線出發,探究微型步進馬達卷線組的創新成果。
1線圈組自動卷線方案
線圈組自動卷線設備包括線架上料、線架搬運組裝至卷線機、卷線組完成后自動下料等機構,本著提升產品品質、提高生產效率和減少工人勞動量的目的,采用振動盤及直振料槽把線架單體運送至目標位置,搬運機構插取線架組裝至卷線機治具上,卷線完成后,通過外部機械機構自動卸料。最終在優化設計、通力協作、有序運行前提下,實現設備每天最大工作效率生產,減少公司運營成本。
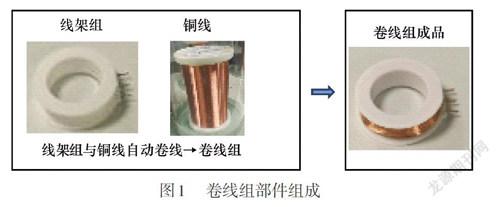
微型步進馬達卷線組由線架組、銅線2個部件構成。卷線組部件組成如圖1所示。
1.1設備整體
自動卷線機主要成本由線架自動上料機構、線架運送組裝機構、卷線機、自動卸料機構等部分組成。自動卷線設備如圖2所示。
1.2自動卷線工藝困難點
(1)線架自動上料移送精度不足時,會壓壞線架,導致線架上料不良。
(2)線架搬運移送治具存在間隙,運送過程會發生位置偏移,發生組裝至卷線機時線架偏移,導致卷線針斷裂。
(3)卷線組完成品自動卸料時與治具等碰撞,以及和卷線組兩兩摩擦碰撞導致線傷、線斷。
2自動卷線機重要機構說明
2.1線架自動上料機構
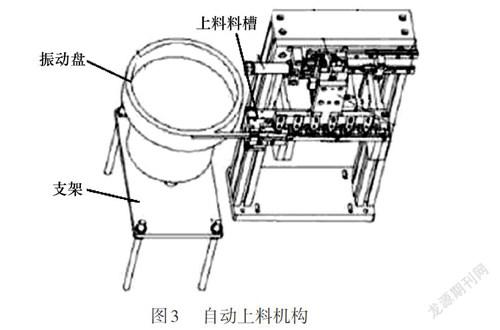
線架上料機構由支架、振動盤、上料料槽等機構組成。自動上料機構如圖3所示。
振動盤內線架通過振動盤上料,運送至上料料槽位置后,等待線架運送機構插料組裝至卷線機。
2.2線架運送組裝機構
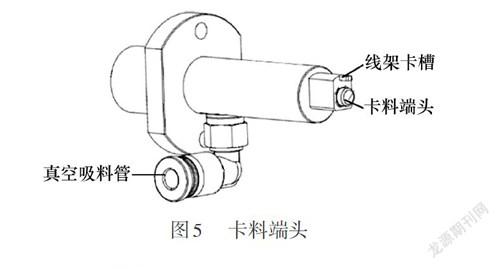
線架運送組裝機構主要包括支撐機構、驅動機構和抓料機構。支撐機構包括底架、支撐架和支撐板,支撐架設置在底架的一側,支撐板固定在支撐架上。驅動機構包括第一驅動機構和第二驅動機構,第一驅動機構固定在所述底架上,驅動端固定在支撐架的底部;第二驅動機構設置在支撐板上。抓料機構包括架頭、真空吸料管和卡料端頭,架頭與第二驅動機構的驅動端固定連接,真空吸料管固定在所述架頭上;一端開有吸料孔,卡料端頭設置在真空吸料管開有吸料孔的一端,并且吸料孑L均勻分布在卡料端頭的周圍。線架運送組裝機構如圖4所示。
線架運送過程中,卡料端頭插料會發生位置偏移,導致線架組裝至卷線機時,發生位置偏移,導致線架損傷,甚至導致卷線機卷線針斷,為了徹底解決線架運送過程組裝卷線機時發生位置偏移的問題,特對線架運送組裝機構進行防呆設置,重新設計卡料端頭,增加線架卡槽和真空吸料管,如圖5所示。
2.3自動卸料機構
下料機構包括搬料機構和存料機構。存料機構包括存料架和取料架,存料架固定在設備的前側,存料架上設置有存料桿,取料架設置在設備的后側,取料時,設備停止,拉出存料架至取料位置,取料架上設置有卡料套。搬料機構包括搬料架和吹料管,搬料架上設置有卡接柱,卡接柱分割為兩部分并且之間設置有彈性件,吹料管設置在搬料架上,吹料管的吹風口朝向存料架,徹底解決了下料速度快導致卷線組銅線碰撞而發生工件損壞的問題。自動卸料機構如圖6所示。
3控制系統
控制系統獨立設置,由三菱PLC FX3G和威綸觸摸屏MT8100IE組成。設備操作分手動調整模式和自動模式,運用威綸觸摸屏對各組裝點獨立控制和延時補正。手動調整模式是為卷線針更換后或設備故障調機及設備初始調整使用。設備自動運行時實時監控線架自動上料機構、線架運送組裝機構、自動卸料機構的物料情況,并監控線架壓人端子有無,線架無壓入端子時,卷線工作無法實施,嚴重時可導致卷線機針斷裂,造成設備故障。
4設備測試及解決的關鍵技術
4.1設備運行測試
自動卷線機的實際測試步驟:
(1)接通機器的電,并檢測系統氣壓0.45MPa以上;
(2)通過觸摸面板系統設置確認相應參數;
(3)線架、銅線部件安裝準備;
(4)自動卷線組OK品按照各號位區分放置;
(5)完成一定數量,關閉設備記錄實驗結果。
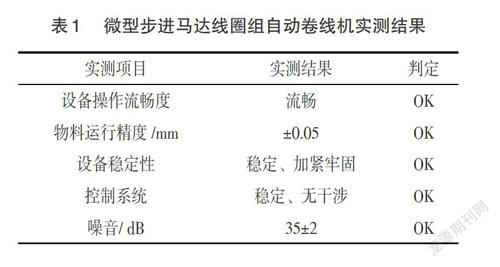
實測結果如表1所示。
4.2解決的關鍵技術
本項目在實施過程中主要解決了以下關鍵點。
(1)自動分料振動盤通過獨特分料機構,解決了上料過程中發生的疊料、卡料等問題,通過整個上料機構的結合,在運行過程中確保了供料穩定運行。
(2)線架自動上料機構單獨等距搬用線架,一次上料6個線架,解決了線架搬用中因卡料后的線架斷裂導致無法成功上料的問題,進而影響設備運行。
(3)對線架運送組裝機構增加線架端子檢測,解決了線架無端子時造成卷線機針斷的問題,影響整體自動卷線機的運行,避免設備停機,浪費時間。
(4)自動卷線時,線架運送組裝機構增加頂住線架柱子,解決了自動卷線時線架發生位置偏移造成的自動卷線不良的問題。
(5)對自動卸料機構增加排料后吹氣,避免卸料時發生卡料而導致后續卸料擠壓出現問題。
5結束語
通過本設備的線架自動上料、線架運送組裝、卷線組卸料設計,實現了微型步進馬達線圈組自動卷線機的設備設計。目前市場上有眾多自動卷線機,適用于微型步進馬達專業領域的設備還需深入研究,各行業自主研發設備推動著電子產業迅速發展,實現產品的精密生產和批量生產。最重要的是可以有效地緩解勞動力短缺,改善工人的工作環境;模組化的設備設計,為后續整體微型步進馬達智能產業化奠定了一定基礎,同時自動卷線機的研發促使高技能人才不斷地成長,全自動化(無人)產業鏈的全面應用成為后續奮斗的目標。