半球體加工工藝的改進
2021-09-10 15:45:01方桂榮
機電工程技術 2021年2期
方桂榮

0引言
隨著工業閥門品種越來越多,根據球閥的結構特點及閥門的使用要求,針對在采用單向密封結構、固定球(軸支式)結構和單向低壓壓力管道中使用的球閥,為降低生產成本和使管道介質更加順暢流通,把全圓球體改成半圓球體或圓弧球體(簡稱為半球體)。例如圓頂閥、半球閥和偏心半球閥等閥門都采用半球體,按采用半球體的閥門密封結構不同(密封結構可分為軟密封、軟硬密封、硬密封、彈性密封和氣包密封等),對半球體加工工藝和加工精度的要求各不相同,本文以氣包密封的圓頂閥(或稱為氣包密封半球閥)為例,介紹半球體的加工工藝。
1半球體的結構說明
(1)根據圓頂閥的通徑大小和密封面環帶寬度設計半球體圓弧的直徑,并參照閥門標準、閥門設計手冊查得閥門殼體最小壁厚和管道介質壓力的大小,設計出適合半球體圓弧的壁厚。
(2)為減少圓頂閥的操作扭矩,增強密封的可靠程度,避免半球體受壓后產生位移,圓頂閥應采用固定球(軸支式)的結構形式,即半球體需要上、下閥桿來支撐,而閥桿的大小則需要計算閥桿的扭矩才能確定,本文不作計算。半球體需要加工兩個閥桿孔的位置。
(3)因半球體圓弧面是受管道介質壓力和密封圈壓力擠壓,考慮半球體圓弧的強度,設計中增加加力筋;因半球體閥桿位與圓弧面之間的支承面需要承擔閥門驅動扭矩和半球體自身重量,也需要增加加力筋。
(4)本圓頂閥半球體與上下閥桿配合連接傳遞的扭矩是采用錐銷連接,則半球體與上下閥桿需要配作鉆錐銷孔。
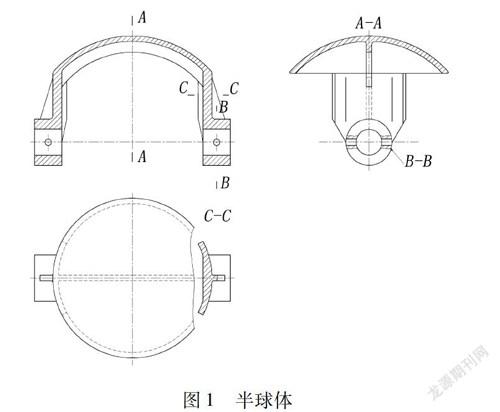
例如圓頂閥通徑為DN250的半球體,其結構形狀如圖1所示。
2半球體的技術要求
參照國家標準GB/T12237《石油、石化及相關工業用的鋼制球閥》、GB/T26147《球閥球體技術條件》和固定球結構形式對球體的要求,本氣包密封的圓頂閥對半球體的技術要求有以下幾點:
(1)半球體的材質采用抗腐蝕性能不低于閥體WCB性能的不銹鋼材料,選用304鉻一鎳不銹鋼;
(2)半球體球面不得有氣孔、砂眼、夾渣、裂紋和凹凸不平等缺陷;
(3)半球體的球面加工表面粗糙度為0.2μm,球面圓度為0.03mm,上下閥桿孔同軸度為0.02mm;
(4)球面磨削后鍍硬鉻,鍍層應大于0.06mm,鍍后再研磨拋光,球面表面硬度為HRC55~65。
3半球體加工的典型工藝
此半球體鑄造為精鑄形式,其坯件的加工尺寸余量為2~3mm。按固定球(軸支式)結構的半球體加工的典型工藝路線,除球面是加工面外,其軸支式的上、下閥桿孔位也是主要加工面,此上、下閥桿孔位也是頂尖孔位,需要作為定位基準進行加工,表1所示為此圓頂閥半球體的典型工藝過程。
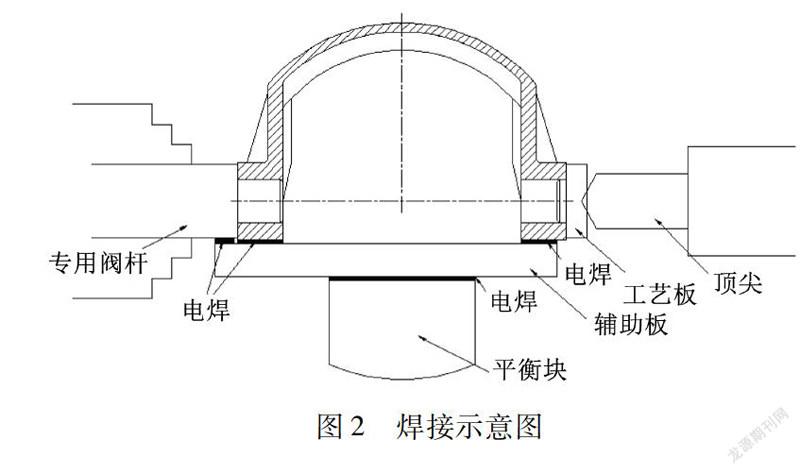
按照半球體加工的典型工藝,由于球面的特殊性,工件在裝夾時比較麻煩,在加工球面有一定困難,必須采用必要的措施(采用輔助板和平衡塊)來輸送旋轉扭矩和使半球旋轉得以平衡,以使半球體能跟隨球面車床主軸自如轉動。但在切削及磨球面時還存在幾個問題:
(1)機加工在切削球面時,由于切削面的不連續性,車刀刀尖很容易撞傷、撞裂甚至整粒合金刀片撞碎,對刀具要求非常高;
(2)在坯件粗加工切削時,刀具易損,只能在球面車床調整為較低的轉速和較小的走刀量,在加工時的進刀量小,加工次數多,效率非常低;
(3)由于刀具與工件的碰撞產生振動,輔助板上電焊點易出現裂縫,影響球體轉動和整個加工過程;
(4)在磨球面時,由于磨削面的不連續性,磨帶非常易斷裂,增加磨削的難度,影響磨削質量;
(5)在球面車床上切削和磨削加工,球面邊緣無法倒圓角,需手工加工。
4半球體加工的改進
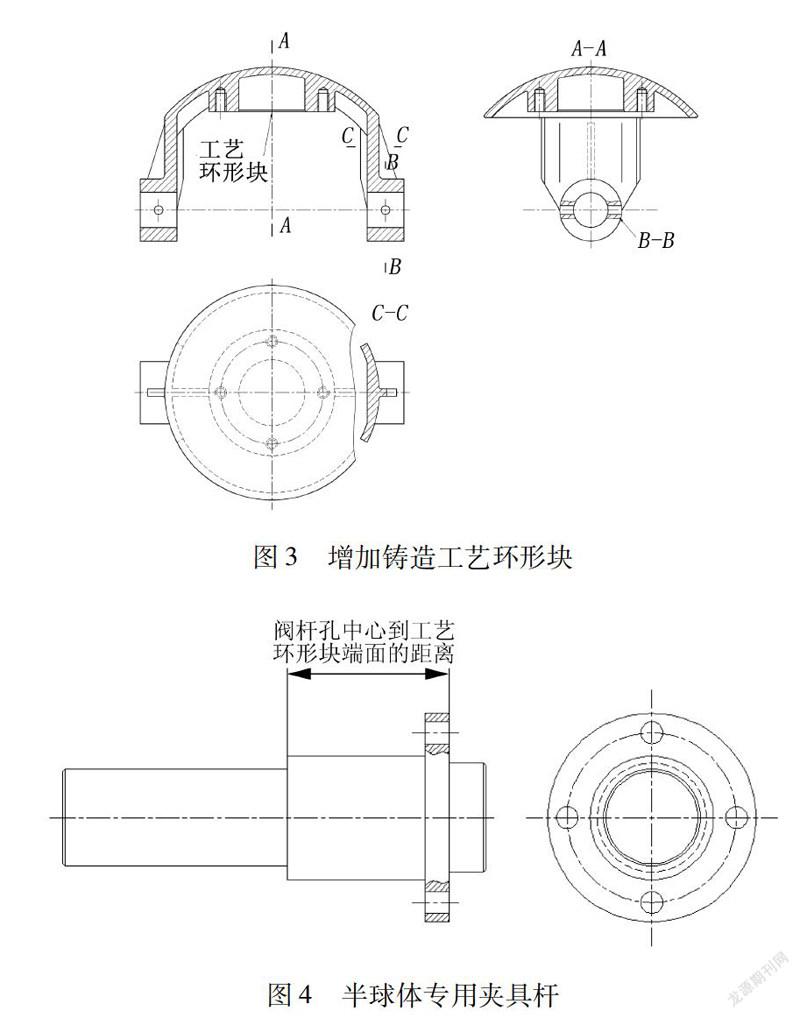
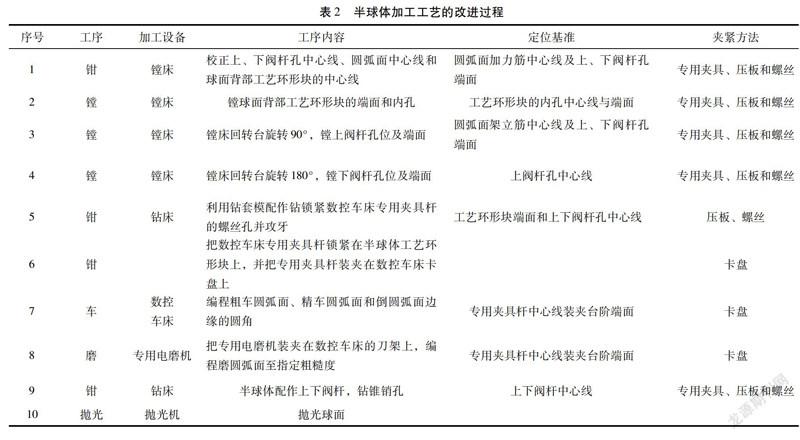
針對半球體在球面車床上裝夾切削及磨削加工遇到的幾個問題,考慮到半球體的特殊性,為方便半球體的裝夾,為提高半球體的加工精度質量和生產效率,需對半球體的加工工藝進行研究及改進。根據半球體的球面結構,可采用數控車床圓弧面的形式進行加工,但考慮到此工件無法在數控車床上裝夾,需要在半球體鑄件的圓弧面背部增加鑄造工藝環形塊,如圖3所示。鑄造工藝環形塊中心孔可加工為數控車床專用夾具桿的管正孔,環塊端面可加工螺絲孔鎖緊數控車床專用夾具桿來方便裝夾。數控車床專用夾具桿如圖4所示。表2所示為半球體的加工工藝的改進過程。
根據半球體加工的典型工藝和加工工藝的改進分別加工半球體,其加工工藝的改進不僅在數控車床裝夾工件時非常方便,而且很好地解決了典型工藝遇到的難題:
(1)通過增加半球體的工藝環形塊,能夠在數控車床上裝夾定位工件,在切削球面時,刀具的走刀為半個弧形面(加工面積為典型工藝的1/2),且切削面能連續加工,車刀刀尖不易撞傷、撞裂及撞碎,對刀具要求不高;
(2)在切削時,刀具不易損壞,車床可調至較高的轉速和較快的走刀量,在加工時的進刀量相對較大,加工次數少,效率高(轉速和走刀量為典型工藝的2倍以上);
(3)由于能夠連續加工,刀具與工件產生的振動非常小,車床轉速可調高,并可采用較高的切削速度和進給率,能提高加工精度和表面粗糙度(加工精度和表面粗糙度至少提高一個檔次);
(4)在磨球面時,磨帶非常耐用,磨削的效率高(在車削時表面粗糙度提高一個檔次,磨削的效率為典型工藝的2倍以上),質量非常好;
(5)在切削和磨削加工時,能夠直接將球面邊緣倒圓角,無需再手工加工。
5結束語
本文結合半球體的結構形狀和技術要求,根據半球體加工的典型工藝在實際加工中遇到的難題,通過研究,制定出更合理的工藝,既能提高效率,又能提高半球體加工的精度。在實際生產加工球面時,刀具耐用、不易磨損,刀具加工次數少,裝夾方便,加工精度高和加工效率高,改進加工工藝后的生產效率是原來的2倍以上。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
制造技術與機床(2019年12期)2020-01-06 03:17:48
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2017年4期)2017-06-22 11:18:05
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
石油化工應用(2014年8期)2014-03-11 17:40:03
機械職業教育(2014年9期)2014-02-28 02:09:18