加工過程中冷沖壓工藝存在的問題與品質(zhì)控制
2021-09-10 11:19:13伍國艷
內(nèi)燃機與配件 2021年7期
伍國艷
摘要:隨著我國工業(yè)的不斷發(fā)展,生產(chǎn)過程中所使用的模具也變得多種多樣。人們對生產(chǎn)產(chǎn)品質(zhì)量要求的不斷提升,模具在制作的過程中在質(zhì)量上也更加精益求精。在工藝零件的制造過程中,工藝問題常見的來源是模具質(zhì)量的好壞。因此,在生產(chǎn)的過程中做到對模具質(zhì)量的把控,能夠減少很多后期不必要的損失。目前有越來越多的生產(chǎn)廠家啟動了過程質(zhì)量控制機制,以便減少冷沖壓過程中零件生產(chǎn)零件的工藝問題。本文將重點分析在冷沖壓工藝中需要注意的加工要點,并且對提升加工工藝品質(zhì)提出了自己的幾點建議,以期能為同行產(chǎn)生幾點借鑒意義。
關鍵詞:加工過程;冷沖壓工藝;品質(zhì)控制
中圖分類號:TG3 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1674-957X(2021)07-0113-02
0 ?引言
目前生產(chǎn)過程中衡量冷沖壓生產(chǎn)水平好壞的主要指標是冷沖壓模的壽命。在現(xiàn)代工業(yè)發(fā)展的過程中,少不了模具的使用。模具的質(zhì)量能夠影響到最終加工產(chǎn)品的質(zhì)量,從而間接的對企業(yè)取得的經(jīng)濟效益產(chǎn)生了一定的影響。所以在實際生產(chǎn)中越來越多的企業(yè)開始重視加工過程質(zhì)量控制的重要性。其中冷沖壓指的是在加工特定尺寸和特征的部件時,向環(huán)境中施加一定的壓力使板材或熱材料分離的一種辦法,是對所有零件進行處理的基本方法之一,下文將進行詳細的論述。
1 ?冷沖壓工藝綜述
1.1 冷沖壓金屬模具的主要設計特點
冷沖壓加工在正式施工時,可以在常溫作用下采用沖壓設備、模具來施加壓力,從而促使規(guī)格、型號不同的板材、坯料在沖壓作用下出現(xiàn)永久變形,材料沖壓變形之后其使用效果將會有所提高。冷沖壓金屬模具的主要設計特點如下:
第一,靈活性。通常情況下,在開展冷沖壓施工的時候,為了使沖壓質(zhì)量得到保障,應該結合類型不同的沖壓金屬模具來保證沖壓效果,只有根據(jù)實際需求來完成金屬模具的選擇,才能夠有效提高沖壓質(zhì)量,促使冷沖壓發(fā)揮出應有的作用。對于冷沖壓工藝而言,金屬模具的合理選擇不僅能夠影響到?jīng)_壓時的精確度,還會對其使用壽命帶來影響。
第二,科學性。冷沖壓金屬模具在設計時必須保證其具有足夠的設計合理性。采用足夠先進的工藝成果,能夠有效提高模具的各項性能指標。在設計階段中,通過科學的管理理念能夠促使金屬模具的設計流程變得更加規(guī)范、流暢,從而大幅提高設計質(zhì)量。
第三,全面性。冷沖壓金屬模具本身便具有非常廣泛的功能性,所以在設計階段中必須充分考慮設計內(nèi)容,盡量保證冷沖壓金屬模具在設計中的全面性,避免盲點的出現(xiàn)。設計完成后需要專門開展設計檢查,通過檢查的方式來保證產(chǎn)品達到應有的設計標準。
第四,可行性。冷沖壓金屬模具在設計階段需要保證實用性,只有能夠在操作期間毫無顧忌的開展沖壓操作,才能夠促使整個加工階段變得足夠流暢,確保冷沖壓金屬模具的各項性能與質(zhì)量。
1.2 覆蓋件的沖壓質(zhì)量要求
在冷沖壓工藝中,必須保證覆蓋件的沖壓質(zhì)量滿足剛性以及工藝性需求。因為覆蓋件在成形期間,需要具備足夠強大的塑性變形能力,通過塑性變形來保證零件的剛性質(zhì)量,避免零件在實際使用中因為振動而產(chǎn)生早期損壞等故障問題。而工藝性則是針對產(chǎn)品設計結構的重點性能。在一定生產(chǎn)規(guī)模下,通過良好的工藝性可以充分保證冷沖壓質(zhì)量,在保證作業(yè)經(jīng)濟性、安全性的同時得到高質(zhì)量產(chǎn)品。
在覆蓋件的沖壓過程中,一次拉深成形是較為普遍的一種成形方式,因為多次拉深的參數(shù)數(shù)據(jù)非常難以界定,而且覆蓋件在多次拉深過程中還容易產(chǎn)生沖擊線等問題,從而對油漆的后續(xù)表面質(zhì)量帶來較為嚴重的影響。拉漲復合成形在實際使用中并不是簡單的拉深變形,而是將拉深、漲形表型兩種工藝相結合的一種復合成形工藝,這種工藝在實際使用中相對較為復雜。除此之外,在沖壓成形階段,因為覆蓋件的內(nèi)部毛坯會隨著沖壓過程而發(fā)生貼膜,所以在成形階段中,毛坯塑性變形需要的成形力將會發(fā)生改變。
2 ?冷沖壓金屬模具設計工藝要點分析
在設計冷沖壓金屬模具時,直接的生產(chǎn)是不可取的。要對生產(chǎn)技術模具的工位所處的環(huán)境以及模具自身的性能以及產(chǎn)量進行綜合的考慮,并且要對模具自身相關的生產(chǎn)工藝條件進行深入的分析才可以實現(xiàn)生產(chǎn)過程中質(zhì)量可控的目的。
首先,在設計規(guī)劃的初期,要確定金屬模具制造的精度,尤其是彎曲部分的精度是生產(chǎn)的要點。必須要設計出精確的金屬形狀尺寸,在后續(xù)進行模具圖紙的設計時,確定金屬模具的性能和質(zhì)量時才能夠有據(jù)可依。
其次,在進行形狀的設計時,必須要滿足零件基本性能的相關要求。在設計的初期,可以積極的與商品的需求方進行溝通,確定特定的標志,通過標志分析來進行制造[1]。
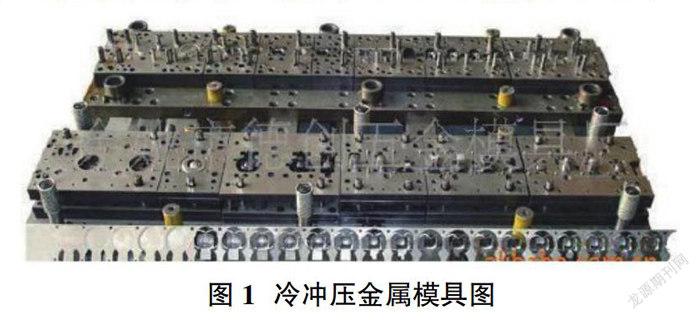
最后,根據(jù)生產(chǎn)零件品種不同,進行相對應的模具設計。因為對于不同種類的模具,所能生產(chǎn)出的產(chǎn)品結構以及復雜性是不盡相同的。這類模具在設計生產(chǎn)的過程中,生產(chǎn)成本較高。所以當進行大規(guī)模生產(chǎn)時,這種制作成本較高的模具較為實用。總而言之,一定要對生產(chǎn)批次進行充分的考慮,以便最大化的節(jié)約生產(chǎn)的成本。(圖1)
2.1 材料設計要點分析
在設計金屬模具時,要充分的考慮到所選用的材料的質(zhì)量程度。如果在設計的過程中發(fā)現(xiàn)長期缺陷的,應當綜合沖壓金屬模具的符合設計要求進行考慮。在設計時。可以從以下三大方面來開展金屬模具的設計:
第一,明確設計的方向。根據(jù)相關的設計要求,確定材料的選取,對選取的材料自身的特性要做到心中有數(shù),當材料應用于實際的設計時,也就能更好的進行融合,提高實際的設計效果。第二,在設計的過程中,一定要控制好搭邊的數(shù)量。通過對金屬模具的設計方案進行優(yōu)化,以便提高材料的實際利用率[2]。第三,在設計的過程中要始終堅持全局控制的理念,對于設計的關鍵的環(huán)節(jié),要加大質(zhì)量控制的力度,使金屬模具材料設計能夠達到最佳冷調(diào)設計。
2.2 設備設計要點分析
首先,從目前主要采用的冷沖壓金屬設計模具的種類來看,主要包括以下三種形式:曲柄壓力機、摩擦壓力機以及液壓機三類。根據(jù)所生產(chǎn)模具的不同,選用合適的設備,但是要注意,模具的設計一定要與模切機的操作特性相吻合。
其次,在進行設計時需要遵循安全生產(chǎn)的原則,在壓力機的工作負荷下來進行生產(chǎn)。其中確保壓力機處于正常工作狀態(tài)。一定要考慮印刷機的安全特性。印刷機在工作時如果安全性能不達標,會間接的造成壓力機過載[3]。因此在進行設計時,不僅僅要考慮設備本身的原因,也要考慮在運行過程中與之相關的設備的運行情況。
最后,在設計的過程中,需要注意壓力機的中心要與冷沖壓技術模具的中心對齊,以便實現(xiàn)精準的形狀控制。
3 影響冷沖壓模具使用壽命的幾種形式
通常來說,包括瘀傷、磨損、變形、破損等四種形式。
3.1 磨損
在零件不斷加工的過程中,由于模具與沖頭在長時間的沖壓下反復的摩擦,很容易在兩者的密切接觸的區(qū)域產(chǎn)生裂縫、坑洼。其次是由于沖壓零件本身的光潔度不足,毛刺太大,導致模具的邊緣在不斷的摩擦過程中不斷地變鈍。在生產(chǎn)過程中最常見的磨損表現(xiàn)形式是棱角變圓。
3.2 斷裂
在不斷的沖壓過程中,模具最初的形狀會受到一定的破壞。其中沖壓過程中對模具造成損壞最大的區(qū)域是凹凸形狀處。例如設計間隙過小,模具在使用時出現(xiàn)了裂縫等等。這些形式的破損可能會讓模具自身造成一定的損壞,經(jīng)過相應的維修后仍然可以投入使用。在修復的過程中要嚴格的按照圖紙中的內(nèi)容進行修復,以便保證最終產(chǎn)品的質(zhì)量。
3.3 變形
在進行熱處理的過程中,由于沖頭表面的模具的硬化層太淺或是強度不夠造成了材料本身的不耐受,導致材料的斷裂。
4 ?冷沖壓模具主要失效形態(tài)的品質(zhì)控制
造成生產(chǎn)模具變形的原因主要由于材料本身的承載能力不足,以及模具長時間處于高負荷狀態(tài)下所造成的影響。模具失效的原因主要來源于以下兩個方面:強度不足以及韌性不足[4]。
4.1 強度不足導致的失效
通常在生產(chǎn)過程中所使用到的冷金屬鐵墩沖頭強度低于56HRC的或是冷擠壓模具強度低于62HRC的材料較容易產(chǎn)生變形。嚴重的甚至會發(fā)生模具破裂的情況,另外在生產(chǎn)的過程中墩底切彎曲的現(xiàn)象與模具的低硬度有著直接的聯(lián)系。對付此種失效的常用方法就是變形失效增硬度,脆斷失效減硬度。
4.2 材料韌度不足的失效
材料的韌性在制作的過程中是難以檢測的,由于沒有直接的判定標準,在冷鐓模具以及冷擠壓的過程中很容易出現(xiàn)材料自身的破損。由于沒有直接的征兆,導致危險的難以被識別。在生產(chǎn)的過程中時有冷鐓模具中沖頭折斷,開裂的現(xiàn)象。在現(xiàn)象發(fā)生之前模具本身也并無明顯的塑性變形,一旦發(fā)生變形,模具將永久失效。
4.3 磨損失效
通常包括異常磨損故障和正常磨損。
改進方案:首先利用金屬模具加壓鍛造,當加熱工序與鍛造工序完成后,進行冷卻。冷卻的速度對于控制模具強度有著重要的作用。爭取將冷卻速度控制在20~45℃/min。隨后繼續(xù)監(jiān)測25分鐘,將下貝氏體的溫度空冷到280~220℃。隨后進行長時間的地炕保溫。然后進行進一步的深加工,急需回火。但是溫度與時間一定要控制好,當上述工序全部完成后,可以進行抽樣送檢,檢驗成品的性能是否達標,使模具的生產(chǎn)性能達到要求,以便減緩模具因摩擦而產(chǎn)生的老化。
5 ?結束語
隨著我國制造業(yè)在國際中所占的比例越來越大,所生產(chǎn)出的產(chǎn)品也難免會進行一定的競爭。其中作為零件工藝質(zhì)量控制關鍵的模具來說,成為了加工業(yè)鏈條的基礎要素。在進行冷沖壓模具的加工過程中,需要生產(chǎn)者不斷的對加工工藝進行升級,做好品質(zhì)的控制,發(fā)現(xiàn)問題及時對癥下藥,才能更好的完成工業(yè)的生產(chǎn)升級任務。
參考文獻:
[1]于維民.The Issue in the Process of Processing Cold Stamping Mold and Quality Control%冷沖壓模具加工過程中的問題與質(zhì)量控制[J].應用能源技術,2019(007):11-13.
[2]田乃東.加工過程中冷沖壓工藝存在的問題與品質(zhì)控制分析[J].中國金屬通報,2018,997(10):248,250.
[3]王紹昆.關于冷沖壓模具加工過程中的問題探討[J].中國機械,2015(10):92-93.
[4]邵龍飛.汽車包裹架沖壓成形的CAE分析及過程質(zhì)量控制[D].2015.