懸索橋空中紡線法架設主纜施工技術
2021-09-09 12:48:58劉新華霰建平
公路交通技術 2021年4期
劉新華, 霰建平, 金 倉, 李 松, 郭 瑞
(1.中交第二公路工程局有限公司工程設計研究院, 西安 710065; 2.中交二公局第二工程有限公司, 西安 710065)
國內外懸索橋主纜施工方法主要有預制平行索股法(PPWS法)和空中紡線法(AS法)2種。PPWS法起源于日本,現(xiàn)今國內絕大部分懸索橋主纜均采用該方法架設,且已形成設計、纜索制造、成熟的架設工藝工法及完整產業(yè)鏈[1]。AS法屬于英式施工方法,是歐洲國家常用的懸索橋主纜架設方法,有著悠久的歷史[2],目前在國外仍被廣泛使用,典型代表有丹麥的大海帶橋,英國的亨伯大橋和韓國的李舜臣大橋。
香港青馬大橋是國內唯一采用AS法架設主纜的懸索橋[3-4],施工單位為英高日建筑聯(lián)營所(特法佳建筑(亞洲)有限公司、高捷達土木工程有限公司及三井物業(yè)有限公司聯(lián)營),國內尚無自主采用主纜AS法施工的工程。為完善懸索橋主纜施工工藝,增加我國橋梁建設的核心競爭力,以陽寶山特大橋為依托,對懸索橋主纜AS法架設施工工藝進行研究。
1 工程概況
陽寶山特大橋位于貴州省黔南州貴定縣新巴州和德新鎮(zhèn)境內,大橋橫跨獨木河大峽谷,是貴黃高速控制性工程之一。陽寶山特大橋主跨為650 m單跨鋼桁梁懸索橋,主纜計算跨度為170 m+650 m+210 m,主纜主跨矢跨比為1/10,該橋總體布置如圖1所示。

單位:cm
主纜中心間距36.0 m,其中1~10號通長索股由336根鋼絲組成,11~36號通長索股由320根鋼絲組成,貴陽岸的2根背索均由192根鋼絲組成。主纜所有鋼絲直徑均為5.35 mm、公稱抗拉強度為1 860 MPa的高強度鍍鋅鋼絲。陽寶山特大橋主纜采用空中紡線法(AS法)施工。
AS法主纜錨固系統(tǒng)由索股錨固連接構造和預應力錨固構造組成。索股錨固連接構造由拉桿及其組件、連接墊板組成;預應力錨固構造由管道、環(huán)氧涂層鋼絞線及錨具、錨頭防護帽等組成。在前錨面位置拉桿一端與股靴相連接,另一端與被預應力鋼束錨固于前錨面的連接墊板。錨固單元構造如圖2所示。

(a) 主纜錨固系統(tǒng)立面
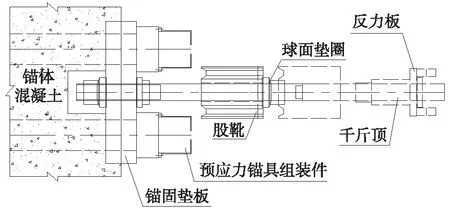
(b) 主纜錨固系統(tǒng)平面
2 紡絲原理
主纜AS法施工分為空中紡絲牽引循環(huán)系統(tǒng)和地面放絲系統(tǒng)2部分。空中紡絲牽引循環(huán)系統(tǒng)由高速卷揚機、牽引繩、紡線輪及各鋼絲繩導輪組成的雙線循環(huán)往復式牽引系統(tǒng)。放絲系統(tǒng)主要由放線機、張力塔及各鋼絲導輪組成。牽引循環(huán)系統(tǒng)帶動紡線輪,牽引地面放絲系統(tǒng)放出的一組鋼絲(目前常用4根),經過多次往復牽引,當鋼絲達到單根索股設計數(shù)量時,將平行鋼絲對接后進行捆扎,形成主纜索股。
主纜AS法施工技術在應用中不斷發(fā)展,歷經自由懸掛鋼絲法(高強度法)、低張力法及最新技術的恒張力控制法,施工效率大大提高,并且降低了作業(yè)強度[5-7]。恒張力控制法,即主纜鋼絲在自由懸掛張力80%~85%恒張力狀態(tài)下紡絲,紡線輪往復架設的鋼絲張力恒定,20%~15%鋼絲張力的鋼絲自重通過主纜索股成型器傳遞給貓道[8-9]。
AS法架設主纜時,紡絲系統(tǒng)的放線機上將工字輪內的鋼絲放出,通過張力塔調節(jié)鋼絲的恒定張力,由牽引系統(tǒng)的紡線輪帶動鋼絲在兩岸往返運行,并進行主纜鋼絲架設作業(yè)。在兩岸的股靴位置,每次紡線輪到達時,工人將鋼絲從紡線輪中拉出后掛在股靴上,重復往返架設和掛股靴作業(yè)直至單根索股架設完畢,其架設基本原理如圖3所示[10]。在起始絲進行錨固且起始岸鋼絲掛股靴作業(yè)完成后,紡線輪帶動鋼絲進行去程紡絲作業(yè),沒有運動的鋼絲定義為死絲,從放線機內放出,同時以紡線輪2倍速度運行的鋼絲定義為活絲[11]。紡線輪1次往返中使鋼絲形成1個環(huán),為提高架設主纜現(xiàn)場的工作效率,紡線輪單次運行可牽拉多根鋼絲進行架設主纜作業(yè),目前采用最多的是1個紡線輪上牽拉4根鋼絲前進,即往返1個循環(huán)可架設8根鋼絲。

(a) 去程紡絲示意

(b) 回程紡絲示意
主纜AS法施工采用雙線往復式牽引循環(huán)系統(tǒng),目前牽引系統(tǒng)設計的最大運行速度為6 m/s。紡線輪兩岸對稱安裝在牽引索的兩側鋼絲繩上,可進行單索股紡絲施工或雙索股同時紡絲施工。紡線輪通過塔頂時需減速,方便工人的操作和減少運行風險。
陽寶山特大橋采用恒張力控制的AS法施工技術,主纜紡絲張力為132.3 kgf,紡線輪單次牽拉4根鋼絲,往返8根鋼絲進行紡絲施工。陽寶山特大橋采用雙索股紡絲施工工藝,2個紡線輪同時往返運行架設主纜,即1個往返可架設16根鋼絲。由于陽寶山特大橋為國內首次采用AS法進行主纜施工,將牽引系統(tǒng)最大運行速度控制在4 m/s。
3 紡絲設備
3.1 鋼絲回倒設備
主纜AS法施工是通過牽引循環(huán)系統(tǒng)帶動紡線輪,牽引1組鋼絲(目前常用4根),經過多次往復牽引,當鋼絲達到單根索股設計數(shù)量時,將平行鋼絲對接后進行捆扎,形成主纜索股。
鋼絲出廠為2 t鋼絲卷,為提高工作效率,減少紡絲過程中鋼絲換盤次數(shù),在紡絲前通過鋼絲回倒設備,將3組2 t鋼絲卷纏繞到工字輪上形成紡絲用6 t絲盤。鋼絲回倒機組由放線盤、張力裝置、收線機等組成。通過調節(jié)張力裝置上的張力組件,使鋼絲帶有一定張力纏繞到工字輪上。
3.2 牽引系統(tǒng)設備及放絲系統(tǒng)設備
AS法架設主纜施工設備主要分為牽引系統(tǒng)設備和放絲系統(tǒng)設備,通過2個系統(tǒng)設備的協(xié)同作業(yè)完成主纜的紡絲作業(yè)[12-13],如圖4所示。陽寶山特大橋放絲設備布置在黃平側錨碇后方,由黃平側向貴陽側進行往返紡絲作業(yè)。
陽寶山特大橋主纜AS法施工,為雙線循環(huán)往復式牽引系統(tǒng)。牽引系統(tǒng)設備主要由雙摩擦高速卷揚機、紡線輪、錨碇導輪組、塔頂導輪組、貓道門架導輪組、牽引系統(tǒng)張緊機構、各轉向滑輪及平衡配重組成。現(xiàn)場配備2套牽引循環(huán)系統(tǒng),左右幅主纜各1套牽引循環(huán)系統(tǒng)。
紡線輪為主纜紡線法施工往復拽拉架設鋼絲的關鍵構件,結構如圖5所示。紡線輪由4個單獨的轉動輪和前后支腳組成,每次往返最多架設8根主纜鋼絲,并且可進行去程和回程的角度調節(jié),便于主纜索股鋼絲的入鞍和排列。紡線輪的前后支腳通過索道握索器固定在牽引索鋼絲繩上,能夠高速平穩(wěn)地通過各個導輪組。為了防止鋼絲在運行時出現(xiàn)鋼絲跳出轉動輪槽的現(xiàn)象,紡線輪上設置有防跳絲裝置。
放絲系統(tǒng)設備主要包括放線機和張力塔,放線機放絲速度為牽引系統(tǒng)運行速度的2倍。張力塔用于調節(jié)鋼絲張力,保證在紡絲過程中4根鋼絲張力恒定。現(xiàn)場共需配備8套放線機和8套張力塔。放線機和張力塔現(xiàn)場圖片如圖6所示。

圖4 主纜空中紡絲作業(yè)示意

(a) 紡線輪立面

(b) 紡線輪側面
3.3 鋼絲對接設備
紡線法是將鋼絲單獨牽拉進行架設主纜的施工技術,整根索股是一個閉環(huán)的串聯(lián)鋼絲束,在施工過程中需要對鋼絲進行對接作業(yè),對接時采用壓接機對連接套進行壓接,壓接后的強度不低于鋼絲的抗拉強度。壓接機分為固定式壓接機和便攜式壓接機,固定式壓接機在紡絲場地倒換鋼絲卷盤時使用,便攜式壓接機用于單根索股架設完成時的首尾絲對接。鋼絲對接壓接套結構及固定式、便攜式壓接機如圖7所示。

(a) 放線機
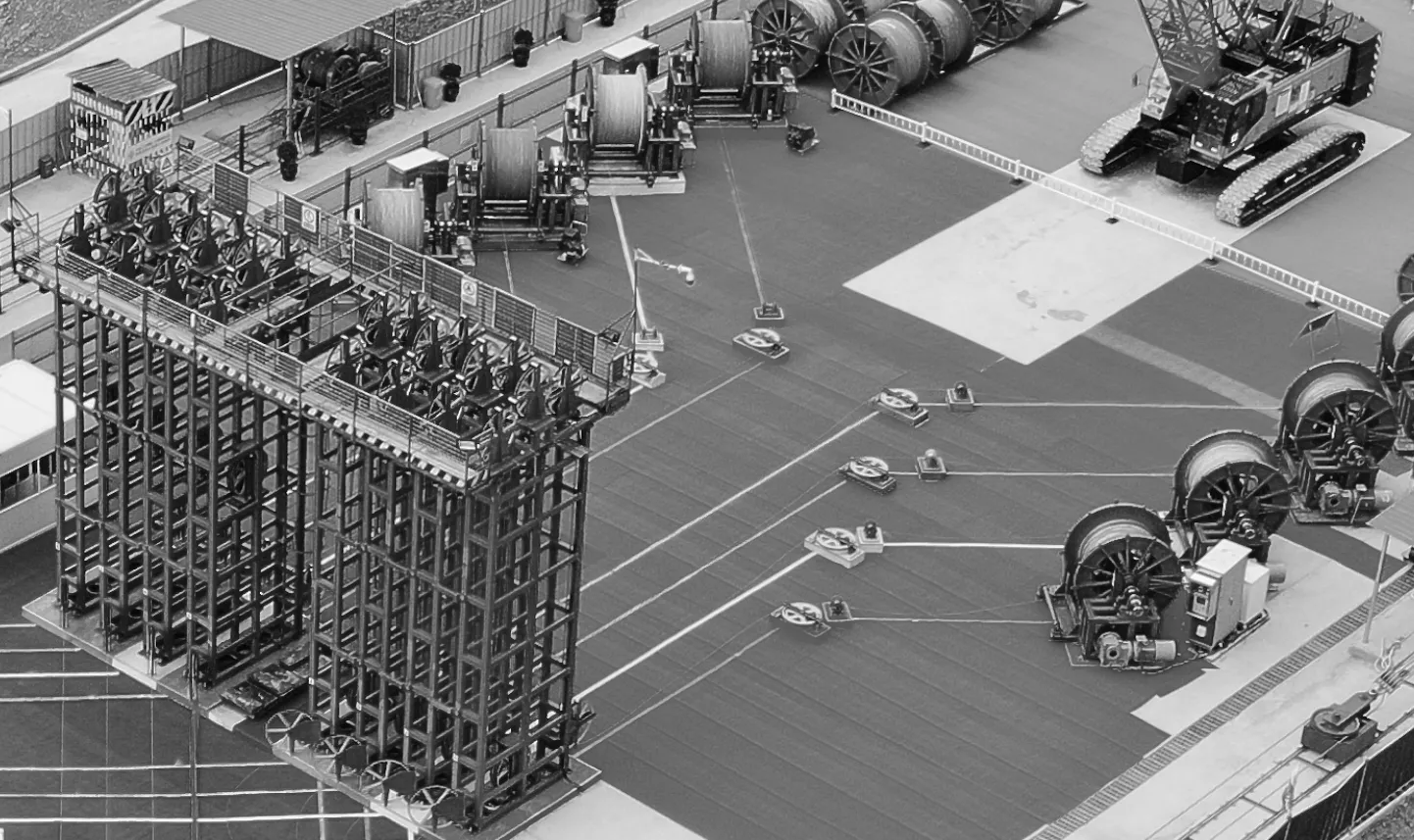
(c) 現(xiàn)場工作場景(航拍)

(a) 壓接套

(b) 固定式壓接機

(c) 便攜式壓接機
4 紡線法施工工藝
4.1 紡絲施工準備
包括滿盤工字輪準備、牽引系統(tǒng)準備和張力塔配重調節(jié)。
1) 滿盤工字輪準備
提前通過回倒機組將2 t鋼絲卷纏繞到6 t工字輪上,在工字輪存放區(qū)準備足夠的滿盤工字輪待用,并將指定的滿盤工字輪放置到放線盤上準備進行紡絲作業(yè)。
2) 牽引系統(tǒng)準備
(1) 牽引系統(tǒng)安裝完成后進行空載試運行和加載試運行。空載試運行分為低中高3種速度進行,反復運行查看牽引系統(tǒng)穩(wěn)定運行狀態(tài)及紡線輪通過門架的順暢程度。空載試運行后進行加載試運行,按照先輕后重,先慢后快的原則,進行加載試運行。
(2) 根據(jù)AS法施工實際運行時,鋼絲對紡線輪產生的反拉力對紡線輪施加配重,反復試運行,并對牽引系統(tǒng)配重進行調節(jié),直到運行順暢,無牽引索脫槽及嚴重抖動等問題。
3) 張力塔配重調節(jié)
按照監(jiān)控設計單位給定的紡絲張力對張力塔的配重進行調節(jié),通過拉力計測量鋼絲的張力塔出絲張力,根據(jù)張力測量結果對張力塔配重重量進行調節(jié)。
4.2 起始絲牽拉及錨固
1) 紡絲準備完成后進行起始絲牽拉工作。將單次的4根起始絲繞過各個導輪組和紡線輪后錨固在邊跨的貓道上,由于規(guī)范要求鋼絲接頭不能同時出現(xiàn)在同一斷面上,因此規(guī)定不同索股起始絲牽拉的距離不同,且同1根索股的4根鋼絲的鋼絲頭位置也不能在同一斷面上。
2) 在黃平側錨跨人工將鋼絲進行掛股靴作業(yè),待該項完成后即可進行去程紡絲作業(yè)。
4.3 紡絲作業(yè)
1) 去程紡絲作業(yè)前,將紡線輪調整為25°狀態(tài)[14],此時紡線輪上端鋼絲為活絲,下端鋼絲為死絲。
2) 進行去程紡絲,死絲落入對應的索鞍鞍槽或者主纜成型器的保持槽內,并按照設計圖順序進行排列,活絲落入活絲滾輪上,如圖8(a)所示。此時,牽引系統(tǒng)和放線系統(tǒng)進入聯(lián)動控制狀態(tài),放線機放絲速度為牽引索運行速度的2倍。
3) 紡線輪到達對岸錨跨時,放絲系統(tǒng)停止放絲,對岸錨跨人工進行鋼絲掛股靴作業(yè)。
4) 回程紡絲作業(yè)前,將紡線輪擺動到與鉛垂面成15°[14]返程角度。
5) 操作牽引系統(tǒng)進行回程紡絲,此時放線系統(tǒng)為停止狀態(tài),放線機不再放絲。紡線輪回程紡絲時,將活絲置入索鞍鞍槽內或者主纜成型器的保持槽內并按照設計圖順序進行排列,如圖8(b)所示。
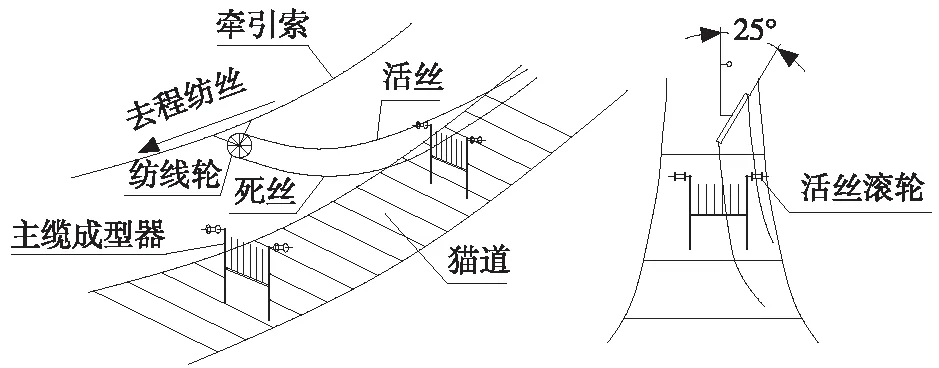
(a) 去程紡絲作業(yè)
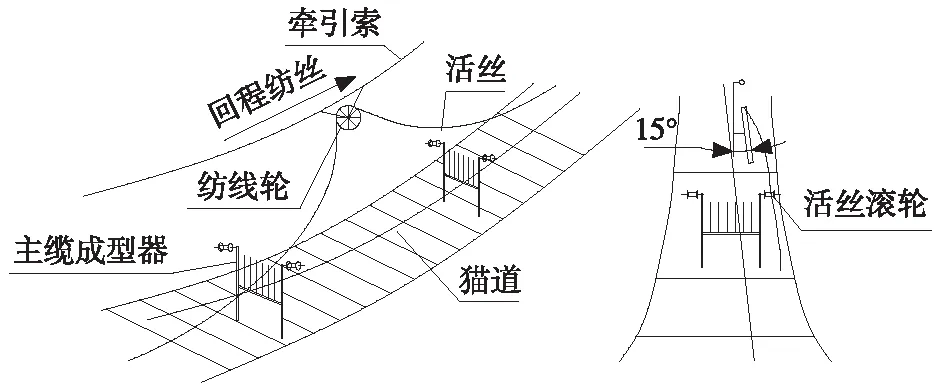
(b) 回程紡絲作業(yè)
4.4 起始絲和尾絲對接
按照4.3節(jié)所述循環(huán)進行紡絲作業(yè),當紡絲達到設計數(shù)量后,將最后4根活絲(尾絲)和4根起始絲進行對接,接合位置要錯開。采用液壓剪進行錯位剪斷,砂輪鋸對鋼絲頭進行打磨,便攜式壓接機將起始絲和尾絲絲頭用連接套筒進行對接,單根索股紡絲結束。
4.5 索股整形及垂度調整
1) 索股整形
單根索股紡絲完成后,即可進行索股整形和垂度調整作業(yè)。索股整形采用索股整形器進行圓整工作,在整形過程中采用木錘敲打通過震動減小索股的孔隙率,索股整形要求達到孔隙率20%。當整形達到規(guī)定的直徑后采用強力纖維帶進行綁扎定型[15]。
2) 索股垂度調整
索股垂度調整與PPWS索股垂度調整方法基本一致,基準索股和參照索股垂度調整均采用絕對高程法進行測量,一般索股垂度調整采用相對高程法進行測量。調整順序為先中跨,再邊跨,最后調整錨跨。
5 雙索股紡絲施工工藝
為便于讀者理解,前文所述均為單索股紡絲施工工藝,但施工現(xiàn)場為提高施工效率,通常單幅貓道采用雙索股同時進行施工,陽寶山特大橋主纜架設也是用雙索股紡絲的方法。牽引循環(huán)系統(tǒng)兩岸同時對稱安裝紡線輪,當一個紡線輪進行去程紡絲時,另一個紡線輪進行回程紡絲,每個紡線輪對應紡絲1根索股,單幅貓道上同時紡絲2根索股。
6 結束語
1) 懸索橋主纜AS法架設施工工藝在貴州陽寶山特大橋的成功應用填補了國內該施工工藝的空白。歷時4個月,陽寶山特大橋主纜AS法架設施工全部完成,在施工精度和效率方面均取得了較好的效果,為該法的推廣應用積累了寶貴經驗。
2) 相較PPWS法架設的懸索橋主纜,AS法的孔隙率達到了同樣的精度,在制索精度上甚至有了提高,達到了1/30 000;經濟性方面,AS法極大節(jié)省了工廠制索費用,同時節(jié)約了貓道等臨時結構的制造費用;在施工效率上,對跨徑小于2 500 m的懸索橋,PPWS法的效率更好,但在2 500 m以上的超大跨徑懸索橋施工中,PPWS法的制索和架設能力受限,AS法較PPWS法更優(yōu)。
3) 在后續(xù)工程應用中將在陽寶山特大橋主纜AS法架設施工的基礎上,更進一步優(yōu)化施工工藝,提高施工效率,并向超大跨徑主纜AS法架設工藝更高效方向努力。
4) AS法工藝的突破,將在山嶺雙隧道錨固懸索橋、山區(qū)大跨徑懸索橋以及2 500 m以上的超大跨徑懸索橋中發(fā)揮它的優(yōu)勢。
猜你喜歡
建材發(fā)展導向(2022年10期)2022-07-28 03:04:36
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
建材發(fā)展導向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導向(2021年9期)2021-07-16 07:11:36
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
故事大王(2016年7期)2016-09-22 17:30:08
中國房地產業(yè)(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54