水冷機殼螺旋砂芯機器人手爪夾具的設計★
2021-09-08 07:28:00陳劍欽張東升楊王杰張惠明曾浩彬何穎祺李怡菲朱均豪沈明生
機械管理開發 2021年7期
陳劍欽,張東升,楊王杰,張惠明,汪 泓,曾浩彬,何穎祺,李怡菲,朱均豪,沈明生
(華南理工大學廣州學院 機械工程學院,廣東 廣州 510800)
引言
水冷機殼螺旋砂芯大且重,現鑄造企業大都采用人工搬運的方法,但是人工搬運勞動強度較大,人工成本較高,且整個搬運過程存在一定的高溫風險,效率較低,而普通的機器人手爪夾具普遍通過連桿進行裝夾,裝夾和搬運過程有一定的不穩定性,容易對砂芯造成一定的壓縮變形,對砂芯表面造成一定的摩檫損傷,無法做到有效的移動防護,并且裝夾不是十分穩定,搬運速度慢,效率偏低[1]。因此,設計一種針對性更好的專用螺旋砂芯機器人手爪夾具,使螺旋砂芯在搬運過程中不會受損,并提升螺旋砂芯搬運的效率[2]。
1 水冷機殼螺旋砂芯機器人手爪搬運工藝流程
大且重的水冷機殼螺旋砂芯如圖1 所示,由于其比較脆而易碎裂的物理特性,要求其機器人搬運夾具較普通的機器人搬運夾具需要更加穩定。
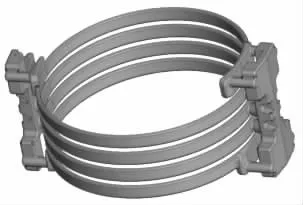
圖1 水冷機殼螺旋砂芯
水冷機殼螺旋砂芯是低壓鑄造水冷機殼產品的砂芯,需要由射芯機射芯完成,經檢驗合格后,再被搬運至鑄造模具處進行低壓鑄造。本夾具就是為完成其由射芯完成后到低壓鑄造模具處的搬運過程而設計的,其搬運工藝流程如圖2 所示。為了保證砂型鑄造搬運砂芯時砂芯在移動中的平穩性和安全性,需要設計專門的機器人手爪搬運夾具[3]。
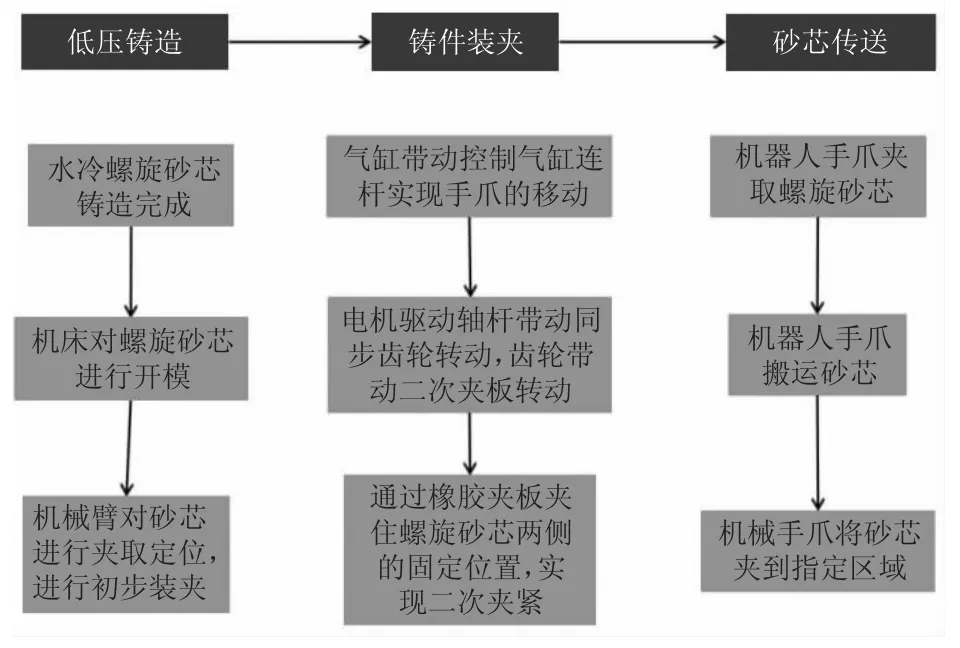
圖2 機器人手爪的搬運工藝流程
2 水冷機殼螺旋砂芯機器人手爪夾具結構與工作原理
2.1 結構
如圖3 所示,機器人搬運手爪由機器人安裝位、氣缸、氣缸連桿、固定架、壓緊橡膠、抓手六部分組成。
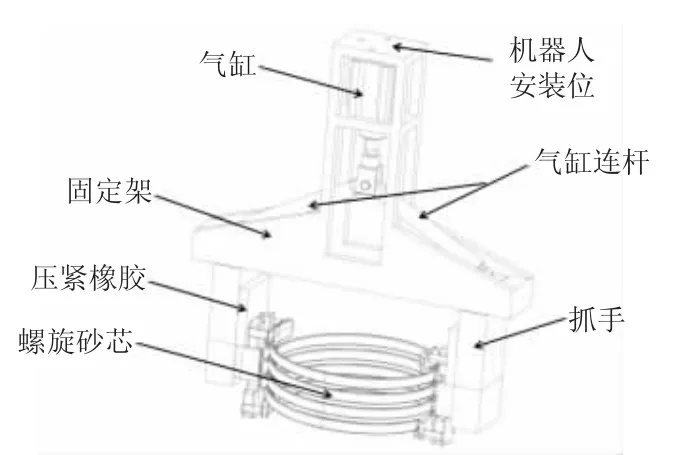
圖3 水冷機殼螺旋砂芯的機器人手爪夾具結構圖
2.2 工作原理
本搬運手爪采用單氣缸、雙電機、兩齒輪同步傳動的聯動驅動,通過氣缸帶動控制氣缸連桿左右滑動,實現抓手的左右平移,再由抓手內部的電機驅動同軸連桿上的齒輪,同步帶動控制二次夾板對水冷機殼螺旋砂芯進行二次夾取,實現對螺旋砂芯的雙重裝夾,以提高手爪在裝夾砂芯移動時的平穩性[4]。
該夾具可以通過機器人安裝位被安裝在機器人手爪末端,當氣缸的活塞軸抽動時,氣缸連桿開始動作,抓手便會在固定架上的滑動軸上滑動,從而左右夾緊螺旋砂芯。需要強調的是,專門在抓手上安裝了壓緊橡膠,防止夾緊時壓壞螺旋砂芯,以降低螺旋砂芯在裝夾和搬運過程中產生的塑性變形[5]。
為了保證水冷機殼螺旋砂芯機器人手爪裝夾部分的夾取能力和移動平穩性,在該夾具的抓手部分設計了同步齒輪帶動二次夾板進行二次裝夾,如圖4 所示。其工作原理為:在抓手殼體上設計了抓手殼體滑動孔,實現抓手在固定架上滑動。在抓手內部安裝了電機,電機轉動時,帶動軸轉動,進而帶動同步齒輪轉動、帶動二次夾板轉動,夾住螺旋砂芯兩側的固定位置,實現二次夾緊。需要強調的是,在二次夾板上也安裝了二次夾板橡膠,防止夾緊時壓壞螺旋砂芯[6-7]。
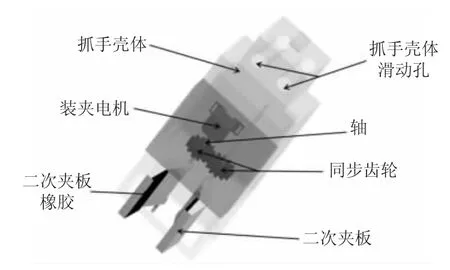
圖4 水冷機殼螺旋砂芯的機器人手爪夾具抓手結構圖
3 水冷機殼螺旋砂芯機器人手爪夾具的特點
1)采用本文設計的水冷機殼螺旋砂芯機器人手爪進行搬運的方法,可替代人工搬運螺旋砂芯的方法,能夠降低人工成本,提高搬運效率和安全性;
2)該機器人搬運氣動手爪被安裝于搬運機器人末端,在對螺旋砂芯裝夾的過程中,通過氣缸驅動連桿進行一次裝夾,電機驅動齒輪、齒輪驅動二次夾板對水冷機殼螺旋砂芯進行二次裝夾和自動搬運,更利于實現整套機械系統的平穩化;
3)該機器人的二次夾板可根據需要更換,完成對更多形狀砂芯零部件的平穩搬運,能夠降低損毀率。
4 結論
手工搬運螺旋砂芯的方法,勞動強度較大,人工成本較高,且由于低壓鑄造過程溫度高,使整個搬運過程有一定的風險,人工搬運的效率也較低,而本文設計的水冷機殼螺旋砂芯機器人手爪搬運夾具,被應用于砂芯機器人搬運領域,可以提升砂芯鑄造搬運的效率,降低水冷機殼螺旋砂芯在裝夾和搬運過程中的損壞率,提升水冷機殼鑄造的產量,同時減少材料浪費。
