廢舊三元正極材料中選擇性提鋰
2021-09-03 02:29:16駱艷華
電池 2021年4期
李 濤,駱艷華,劉 晨
(1.中鋼集團南京新材料研究院有限公司,江蘇 南京 211106; 2.中鋼天源股份有限公司,安徽 馬鞍山 243000 )
鋰離子電池中含有大量鎳、鈷和鋰等有價資源,如不能有效回收利用,不僅會污染環境,還會導致資源浪費[1-2]。當前,我國新能源汽車用鋰離子電池正極材料主要為磷酸鐵鋰和三元材料[3-4]。隨著人們對汽車續航里程要求的提高,三元材料的使用量有望進一步增長,電池報廢量也將同步增長[5]。選擇合理的工藝回收三元材料中的有價金屬,具有很高的經濟價值和社會價值。三元材料中有價金屬的回收,大多是通過還原酸浸將金屬離子溶解出來,再用沉淀、萃取、結晶和再合成等方法,回收金屬離子[6-7]。該路線的工藝成熟、適應性好,但存在流程較長、金屬回收率偏低和成本較高等問題。有研究根據鋰與其他金屬的特性差異,優先選擇性提鋰,如以氫氣或碳作為還原劑,在高溫下將三元材料轉化為可溶性鋰及三元氧化物。選擇性提鋰雖然效果顯著,所得含鋰溶液純度很高,可直接制成電池級鋰鹽,但存在成本較高、還原不充分等問題[8-9]。為此,需要研究簡單有效的回收方法。
本文作者根據鋰與三元金屬特性差異,采用硫酸化焙燒-水浸的工藝優先選擇性提鋰,以期減輕后續回收鋰的干擾,為三元正極材料回收提供借鑒。
1 實驗
1.1 實驗原理
三元正極材料經過硫酸化高溫焙燒后,轉化為易溶于水的硫酸鋰(Li2SO4)和難溶的三元氧化物,經過水浸,即可獲得較純凈的富鋰溶液和三元氧化渣,主要反應為:
2LiMO2+H2SO4=Li2SO4+M2O3+H2O
(1)
式(1)中:M代表鎳、鈷和錳。
在硫酸化焙燒過程中,少部分金屬會轉化為易溶于水的硫酸鹽,因此必須控制好實驗條件,降低金屬的浸出。
1.2 分析檢測儀器
用Mastersizer 2000型馬爾文激光粒度儀(英國產)測試樣品的粒度;用Avio200型電感耦合等離子體光譜儀(美國產)測試樣品的元素含量;用D8-Advance X型射線衍射儀(德國產)分析樣品的物相,CuKα,波長0.154 18 nm,管壓40 kV、管流40 mA,掃描速度為0.02 (°)/s;用S-4300NSEM型電子掃描顯微鏡(日本產)觀察樣品的形貌。
1.3 實驗方法與步驟
從電池包中取出方形2265146型三元正極材料鋰離子電池單體(合肥產,LiNi1/3Co1/3Mn1/3),在10%NaCl(上海產,AR)溶液中浸泡48 h,取出電池并在100 ℃烘烤24 h,手工拆解后,分離出正極片。將正極片在400 ℃下焙燒24 h,冷卻后,擦拭掉表面的黑粉,即獲得三元正極材料。
稱取20 g上述三元正極材料,加入一定體積的濃硫酸(上海產,AR),充分攪勻,裝入瓷坩堝中,在高溫爐中焙燒一定時間,待冷卻后取出物料,研磨至一定細度。取上述物料,加一定量的蒸餾水攪拌一段時間,固液分離后,測定浸出液和浸渣中金屬離子的含量,計算各金屬離子的浸出率ε。
(2)
式(2)中:c代表浸出液中金屬的濃度,g/L;V代表浸出液的體積,L;m代表試樣中金屬的質量,g。
按表1進行條件實驗,確定實驗最佳方案。
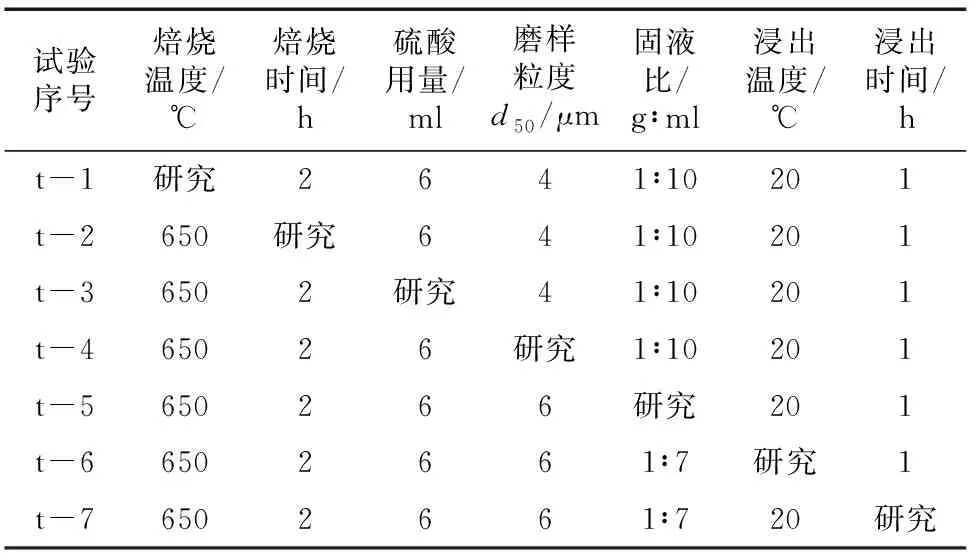
表1 實驗研究設計
2 結果與討論
2.1 焙燒溫度對金屬浸出率的影響
在硫酸用量為6 ml,焙燒時間為2 h,磨樣粒度d50為4 μm,固液比為1 g/10 ml,加水20 ℃浸出1 h的條件下,考察焙燒溫度對金屬離子浸出率的影響,結果見圖1。
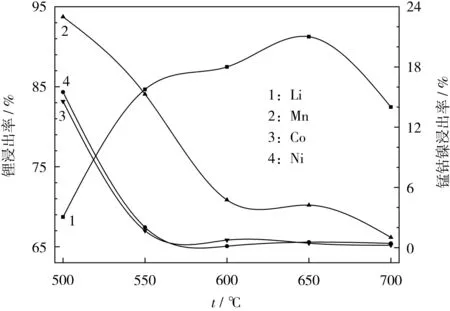
圖1 焙燒溫度對金屬浸出率的影響
從圖1可知,升高焙燒溫度,Li的浸出率升高,而Mn、Co和Ni的浸出率降低。在焙燒溫度為650 ℃時,溶液中Li的浸出率達91.25%,此時,Mn、Co和Ni的浸出率分別僅為0.55%、0.44%和4.24%。高溫有利于焙燒反應進行,三元材料向Li2SO4和氧化物的轉化徹底,經過水浸,大部分Li轉移到溶液中,而Mn、Co和Ni仍在浸出渣中。溫度升高至700 ℃,溶液中Li的浸出率開始下降,Mn、Co和Ni的浸出率也有所降低。原因可能是該溫度下焙燒,使物料燒結成塊,熔融物堵塞了金屬離子浸出通道,因此,在650 ℃下焙燒較佳。
2.2 焙燒時間對金屬浸出率的影響
在硫酸用量為6 ml,焙燒溫度為650 ℃,磨樣粒度d50為4 μm,固液比1 g/10 ml,加水20 ℃浸出1 h的條件下,考察焙燒時間對金屬浸出率的影響,結果見圖2。
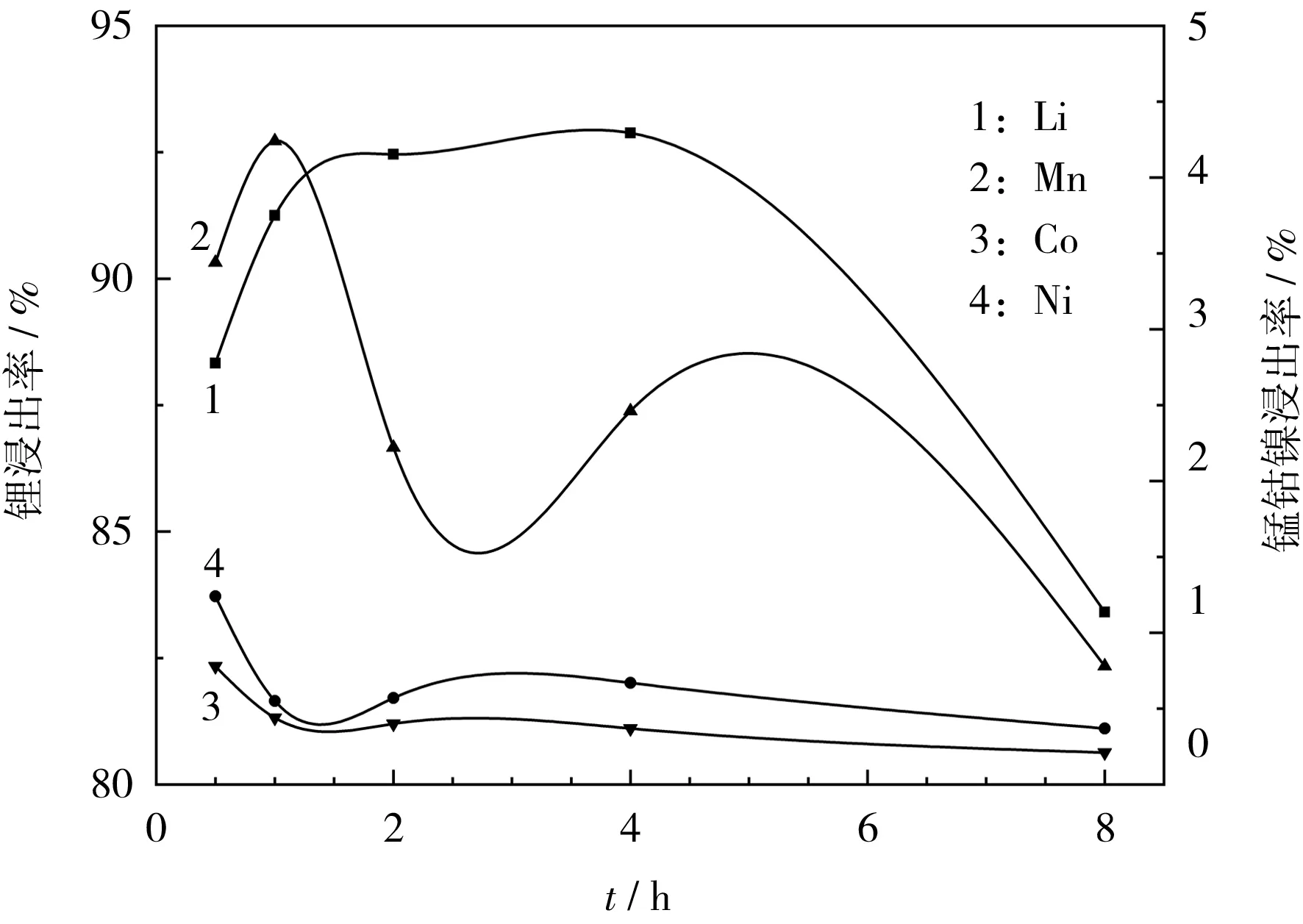
圖2 焙燒時間對金屬浸出率的影響
從圖2可知,適當增加焙燒時間有利于Li浸出,在焙燒時間為2 h時,溶液中Li的浸出率為92.46%,Mn、Co和Ni的浸出率分別僅為0.57%、0.40%和2.22%。適當延長焙燒時間,反應進行得更徹底,有利于Li浸出,而不利于Mn、Co和Ni的浸出。繼續延長焙燒時間至8 h,Li的浸出率明顯下降,可能是因為焙燒時間過長導致物料部分結塊,離子浸出通道受阻。綜合考慮回收率及效率,焙燒時間確定為2 h。
2.3 硫酸用量對金屬浸出率的影響
在焙燒溫度為650 ℃,焙燒時間2 h,磨樣粒度d50為4 μm,固液比1 g/10 ml,加水20 ℃浸出1 h的條件下,考察硫酸用量對金屬浸出率的影響,結果見圖3。

圖3 硫酸用量對金屬浸出率的影響
從圖3可知,當硫酸用量為2 ml時,溶液中Li的浸出率僅為34.58%,Mn、Co和Ni的浸出率幾乎為0;隨著硫酸用量增加,金屬浸出率逐漸增加;當硫酸用量為6 ml時,溶液中Li的浸出率為92.46%,繼續增加硫酸用量,Li的浸出率變化不明顯,但Mn、Co和Ni的浸出率大幅度增加。這是因為在硫酸用量較低時,焙燒反應進行不徹底,部分鋰轉化為可溶性鋰鹽;當硫酸用量過量時,Li大部分轉化為可溶性鋰鹽,同時,Mn、Co和Ni也部分轉化為可溶性鹽。為保證鋰浸出率及溶液純度,硫酸用量以6 ml為宜。
2.4 磨樣粒度d50對金屬浸出率的影響
在硫酸用量為6 ml,焙燒溫度為650 ℃,焙燒時間2 h,固液比1 g/10 ml,加水20 ℃浸出1 h的條件下,考察磨樣粒度d50對金屬浸出率的影響,結果見圖4。
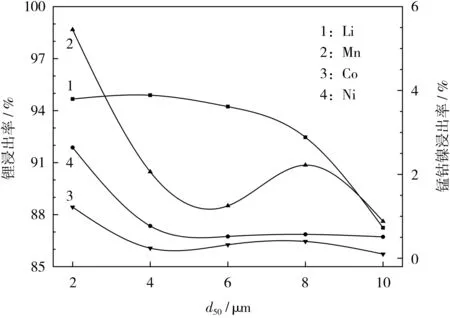
圖4 磨樣粒度對金屬浸出率的影響
從圖4可知,磨樣粒度d50越小,溶液中Li的浸出率越高,同時,Mn、Co和Ni的浸出率也越高。d50越小,越有利于金屬與溶液接觸,離子遷出通道距離越短,越容易溶解。此外,d50越小,所需研磨時間越長,金屬離子被活化的概率也越大,浸出率也越高。為了兼顧Li浸出率和溶液純度,同時考慮研磨的能耗,確定磨樣粒度d50為6 μm。
2.5 固液比對金屬浸出率的影響
在硫酸用量為6 ml,焙燒溫度為650 ℃,焙燒時間2 h,磨樣細度d50為6 μm,加水20 ℃浸出1 h的條件下,考察固液比對金屬浸出率的影響,結果見圖5。
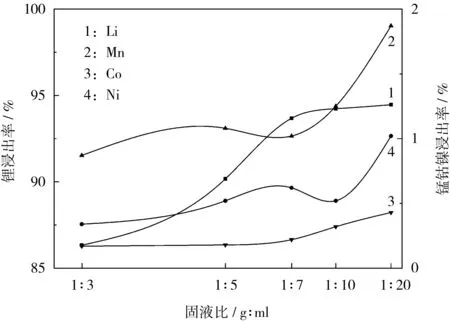
圖5 固液比對金屬浸出率的影響
從圖5可知,當固液比較高時,金屬浸出率都不高,降低固液比,溶液中各金屬浸出率均增加。在高固液比的條件下,溶液中離子濃度較高,溶解平衡反應向左進行,不利于金屬的溶解;降低固液比,反應右移,各金屬溶解充分。考慮鋰的浸出率及溶液純度,同時兼顧離子濃度對后續工藝的影響,確定固液比為1 g/7 ml。
2.6 浸出溫度對金屬浸出率的影響
在硫酸用量為6 ml,焙燒溫度為650 ℃,焙燒時間2 h,磨樣粒度d50為6 μm,固液比1 g/7 ml,加水浸出1 h的條件下,考察浸出溫度對金屬浸出率的影響,結果見圖6。
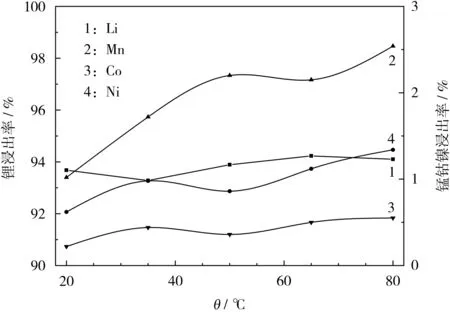
圖6 浸出溫度對金屬浸出率的影響
從圖6可知,當溫度從20 ℃提高至80 ℃時,Li的浸出率增加不明顯,但Mn、Co和Ni的浸出率均有所增加。由于焙燒反應進行得比較充分,增加浸出溫度對Li的浸出率影響較小,而Mn、Co和Ni在高溫下的固相反應擴散速率可能會加快,浸出率由此增加。由此確定浸出溫度為20 ℃。
2.7 浸出時間對金屬浸出率的影響
在硫酸用量為6 ml,焙燒溫度為650 ℃,焙燒時間2 h,磨樣粒度d50為6 μm,固液比1 g/7 ml,20 ℃浸出的條件下,考察浸出時間金屬浸出率的影響,結果見圖7。
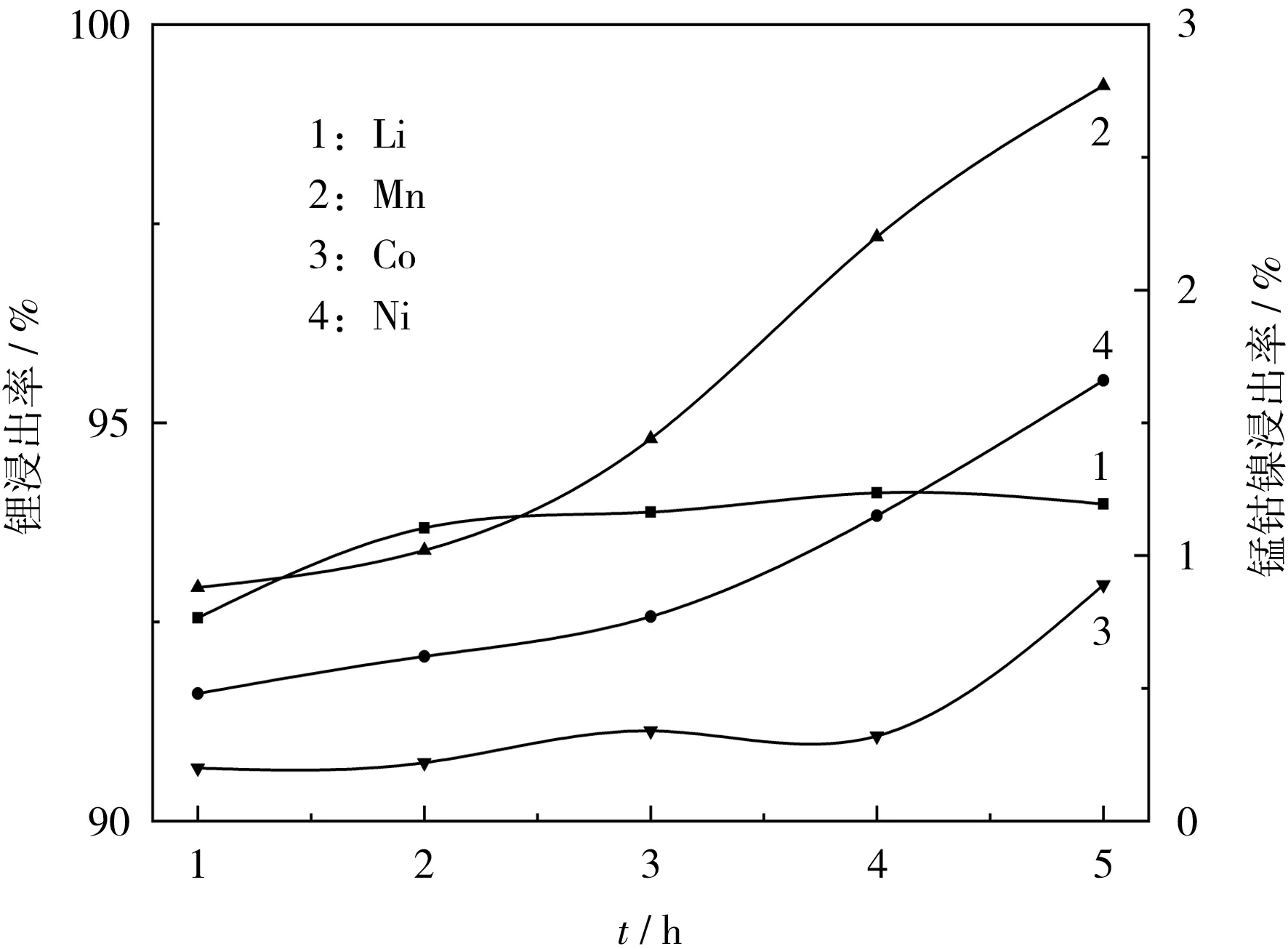
圖7 浸出時間對金屬浸出率的影響
從圖7可知,延長浸出時間,Li的浸出率增加,但幅度不大,而Mn、Co和Ni的浸出率增加幅度較大。分析認為,浸出時間越長,鎳鈷錳溶解反應越充分,因此,浸出時間不宜過長,確定為2 h。
采用上述確定的工藝參數進行廢舊三元正極材料選擇性提鋰實驗,得到的浸出液中金屬元素浸出結果見表2。
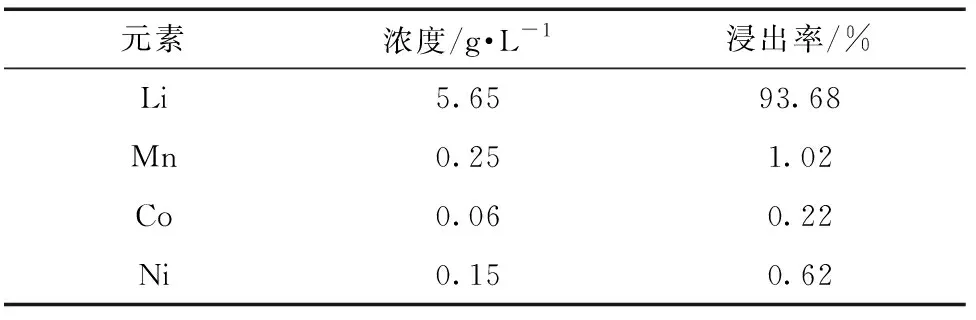
表2 浸出液中金屬元素浸出結果
從表2可知,該浸出液中,Li濃度為5.65 g/L,回收率為93.68%,而Mn、Co和Ni的濃度分別為0.25 g/L、0.06 g/L和0.15 g/L,回收率分別僅為1.02%、0.22%和0.62%。
2.8 XRD和SEM分析
對原料、燒后樣進行XRD分析,結果見圖8。
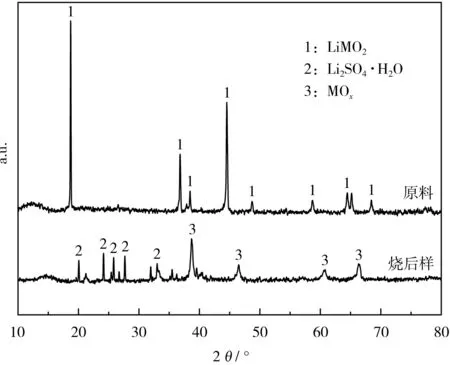
圖8 原料和燒后樣XRD圖
從圖8可知,原料特征峰為三元材料的典型特征峰,經過硫酸化焙燒后,三元材料組分轉化為易溶的Li2SO4和難溶的氧化物。
對原料、燒后樣進行SEM分析,結果見圖9。
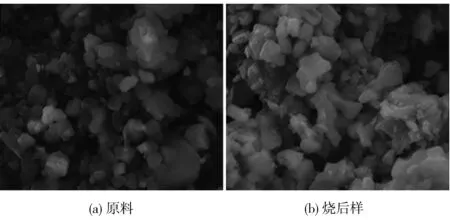
圖9 原料和燒后樣的SEM圖
從圖9可知,原料顆粒表面輪廓清晰,說明結晶度較好,經過硫酸化焙燒后,顆粒表面模糊,材料結晶程度變差,Mn、Co和Ni被部分溶解到溶液中,與試驗結果相符。
3 結論
本文作者采用硫酸化焙燒-水浸工藝優先選擇性提鋰,考察影響實驗研究的主要因素,確定了20 g三元正極材料在硫酸用量為6 ml,焙燒溫度為650 ℃,焙燒時間2 h,磨樣粒度d50為6 μm,固液比1 g/7 ml,常溫攪拌2 h下,浸出液中Li濃度為5.65 g/L,回收率為93.68%,而Ni、Co、Mn濃度分別為0.25 g/L、0.06 g/L、0.15 g/L,回收率分別僅為1.02%、0.22%、0.62%,表明該選擇性提鋰實驗研究具有顯著效果。
