某型飛機雷達罩密封條更換故障的分析和排除
2021-08-31 02:24:18李婷婷羅文兵王峰朱子紅張建釗
航空維修與工程 2021年4期
關鍵詞:故障
李婷婷 羅文兵 王峰 朱子紅 張建釗
摘要:針對某型飛機雷達罩橡膠型材密封條換新后出現的粘接不牢現象,開展雷達罩密封條更換故障原因分析,并在橡膠條粗化工藝、專用工具和硫化加壓方式改進方面制定了相關改進措施,為提高同類產品修理質量提供了參考。
關鍵詞:雷達罩;密封條;更換;故障
Keywords:radome;sealing strip;replace;fault
0 引言
某型飛機雷達罩位于機身頭部,其結構形式為非旋轉對稱的玻璃鋼錐殼,是機身結構的一部分,用來保護內部天線系統免受外界惡劣環境的侵蝕,延長天線系統使用壽命[1]。在雷達罩與機身的對接處粘接有寬度為20mm的橡膠型材密封條,對雷達罩起到緩沖、減振、密封、防雨等作用。飛機進廠修理過程中雷達罩橡膠型材密封條換新后常出現大面積開膠、剝離等粘接不牢現象(見圖1),返工率高,拖延了交付周期,且返工后質量不高。若返工仍無法徹底解決粘接不牢問題,需將原密封條除去再進行粘接,造成原材料(密封條為一次性產品)密封條和膠液的浪費。
為此,開展雷達罩密封條更換故障原因分析,研究相關改進措施,以提高修理質量。
1 更換工藝分析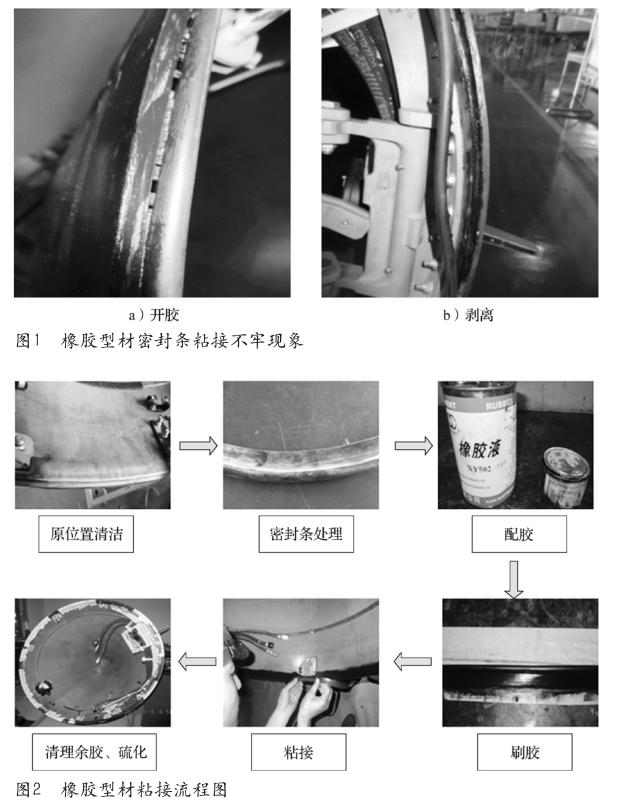
對橡膠型材粘接過程進行梳理,如圖2所示,主要步驟為:拆除原密封條、清潔雷達罩粘接位置、對新密封條進行處理并清潔、配置膠液、在雷達罩待粘接位置和密封條待粘接位置刷膠、將密封條粘接于雷達罩上、清理余膠、硫化。整個粘接過程工序繁瑣,影響因素較多。
通過對故障情況進行分析,跟蹤整個操作流程,梳理出以下造成密封條剝離和開膠等粘接不牢現象的主要原因。
1.1 專用工具不滿足使用要求
在粘接橡膠型材后,需要將型材壓實,排除橡膠型材與雷達罩之間的氣泡,將橡膠型材壓緊于雷達罩表面。操作人員使用滾動軸承或手工按壓來完成此步驟(見圖3),雖能將型材與雷達罩間大部分氣泡排除,但由于軸承較小,不容易施加力,并且手工按壓不均勻,導致有未粘實的區域存在。
1.2 橡膠條粗化工藝不合理
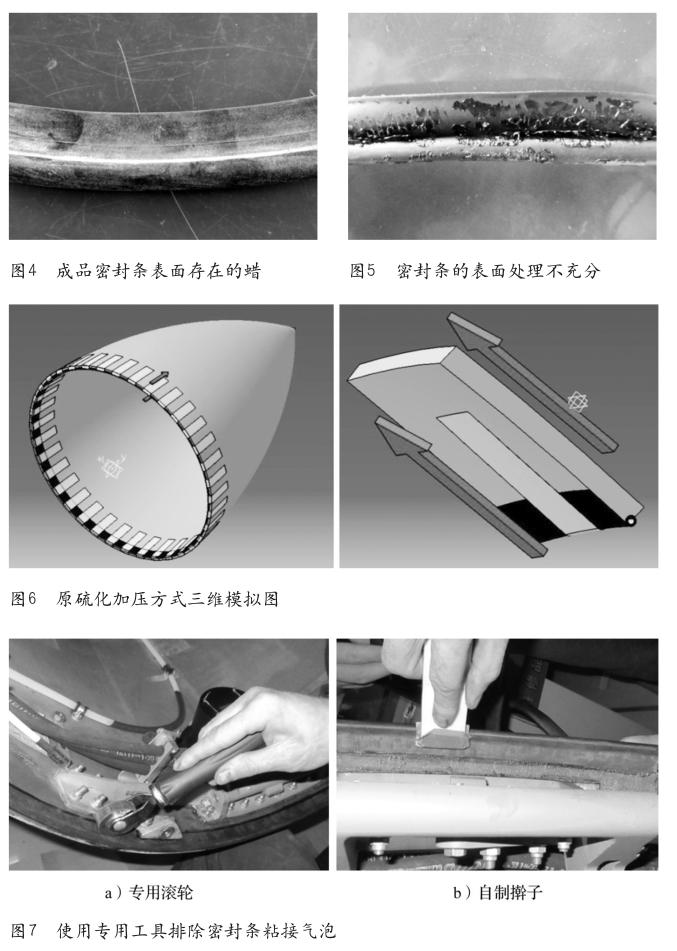
圖4所示成品橡膠條的表面存在一層石蠟保護膜,該保護膜可避免橡膠制品與氧、臭氧直接接觸,起到保護橡膠制品不被氧、臭氧老化的目的,延長了橡膠制品的儲存期[2]。由于膠接前需要對膠接面進行粗化,粗化質量嚴重影響膠接后質量,而工藝中未提及除蠟過程,經過試驗發現,蠟的存在對后續粗化膠接有非常大的影響。其次,密封條的R角區域若未被粗化,會發生開膠現象。
圖5為某架飛機返工重新粘接拆下來的密封條,可見表面對膠液的附著力差。任何膠接過程中表面粗化程度對粘接質量影響都很大,分析認為密封條表面除蠟和粗糙不完全會造成密封條大面積開膠。
1.3 硫化加壓方式不合理
使用XY-502橡膠液將密封條粘接在雷達罩邊緣,為簡化硫化過程,控制修理周期,采用室溫硫化加壓方式對橡膠液硫化,起到粘接作用。在膠液硫化過程中需對粘接部位施加壓力,壓力的施加對粘接后的質量影響極大。實際操作過程中是用膠帶將粘接好的密封條固定進行硫化的,膠帶的固定與操作者使用的力的大小相關,而且膠帶的粘接主要施加X軸方向的力(見圖6),無法有效施加Y軸方向力(以順航向為X方向),Y軸方向的力卻是影響膠接質量的主要原因。因此,需要改變硫化加壓方式。
2 改進措施
通過以上分析發現,可從以下三方面進行改進:一是橡膠條粗化工藝,二是專用工具,三是硫化加壓方式。
2.1 專用工具改進
將之前用于排除橡膠型材與雷達罩之間氣泡的滾動軸承更換為專用滾輪工具,手柄的增加可較容易地對橡膠型材施加力,使用硬度適中的聚四氟乙烯棒制作搟子,兩者結合使用可以有效地將密封條與雷達罩表面間的氣泡和多余的膠液排出,如圖7所示。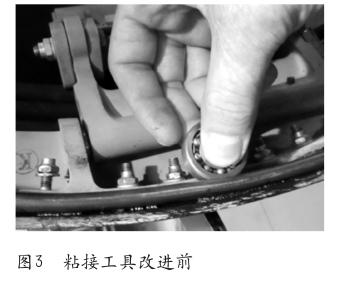
2.2 橡膠條粗化工藝優化
對粗化工藝進行細化,增加表面除蠟工序,增加密封條R角區域的粗化,并對相應的工具使用順序進行規定,先使用刮刀除蠟(刮刀寬度和密封條寬度一致),用葉輪將其平面打磨粗糙,再使用砂紙對R角區域均勻粗化,如圖8所示。
2.3 硫化加壓方式優化
為了獲得一定壓力來保證粘結質量,采用三種方法進行增加硫化壓力的對比試驗,以確定優化流程,如圖9所示。
1)方法一:密封條粘結好后,僅使用紙膠帶固定粘結在雷達罩邊緣,在粘結過程中使膠帶處于緊繃狀態。優點是方法簡單,缺點是操作者施加的力度存在差異,壓力不可控。
2)方法二:采用“膠帶+均壓板+夾子”方法,自制均壓條,用夾子夾緊,使膠液常溫硫化。
3)方法三:使用真空薄膜,制作真空袋,抽真空硫化。優點為壓力均勻、可控,缺點為真空袋制作復雜,抽真空時間長,用料較多。
經過對工具、成本和設備使用方面的對比,決定采用方法二“膠帶+均壓板+夾子”作為硫化過程中施加壓力的方法,并對此方法固化,將自制工具納入工具管理。
3 效果驗證
通過以上三方面的改進,對更換密封條后的質量進行跟蹤,發現修理后質量大幅提高,再未發生剝離、開膠等情況,修理周期有效縮短,成本得到控制。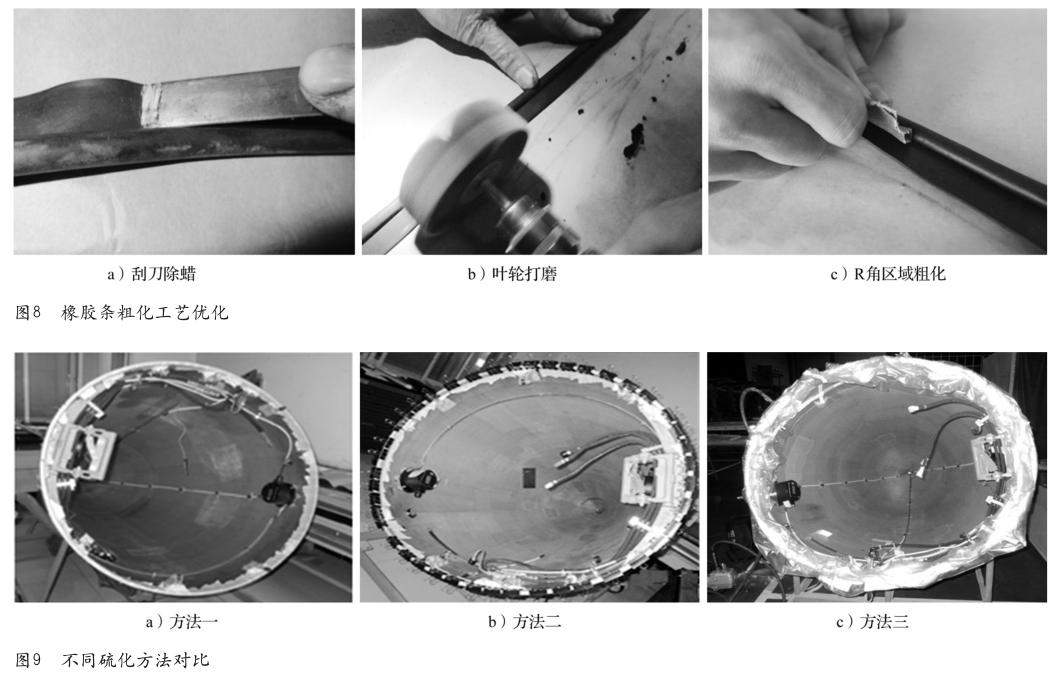
參考文獻
[1]金志峰.天線罩電性能設計與測試及損傷研究[D].南京:南京航空航天大學,2018.
[2]吳國江.橡膠防護蠟的作用機理及影響其防護性能的因素[J].橡膠工業,1994,42(10):625-629.
作者簡介
李婷婷,工程師,主要從事飛機結構修理技術工作。
羅文兵,助理工程師,主要從事飛機結構修理技術工作。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39