基于PLC控制的FANUC機器人木架打釘工作站的設計
2021-08-31 03:29:58孝佩軍周錢君
科技經濟導刊 2021年22期
趙 豐,孝佩軍,周錢君,成 軍
(特雷通家具(嘉興)有限公司,浙江 嘉興 330400)
為了解決木架打釘生產線自動化程度不高、效率低的問題,企業一直在尋求一款沙發木架自動打釘設備。之前的衍架打釘設備在打平面有較好的效果,但在沙發木架打釘過程中,不僅有平面,還有復雜多變的曲面,此設備就不太實用。基于PLC與工業機器人的打釘系統,憑借其穩定的生產特性以及優越的柔性設計能很好地克服以上缺點。為此設計了一個以西門子PLC1200為控制器,FANUC機器人打釘的工作站。
1.機器人工作站的硬件設計
1.1 機器人工作站概述
本工作站主要由FANUC工業機器人、西門子PLC1200、MCGS觸摸屏、轉臺、加釘裝置等五大設備組成。其中,FANUC工業機器人負責工作站的木架打釘,其工作指令由PLC1200發出。西門子PLC1200 作為工作站的中樞,接收與處理觸摸屏、機器人和工作站傳感器所反饋來的信號,再經邏輯處理,輸出控制機器人和工作站運行的控制信號。MCGS觸摸屏為工作站的人機交互界面,主要用來選擇工作站的運行模式,以及控制轉臺旋轉,以及監控工作站運行狀態。轉臺主要用于木架的上件與下件,將木架從人工上料區送到機器人打釘工作區,實現流水線作業。加釘裝置為工作站的輔助設備,協助機器人完成自動加釘任務。
1.2 伺服電機選型
旋轉臺為長方體結構,重量M=30 kg,長L=2 m,高H=0.1 m,寬W=1 m,本次設計為6 s旋轉90°角,設計加速時間t=2 s,該模式下角加速度α=11.25°/s2.通過該要求配置伺服電機。
轉動慣量:

負載轉矩:

連續性運轉,安全系數設定為s=1.3,考慮安全系數后轉矩

電機側角速度:

電機側轉速:

電機輸出功率:

本次木架比較輕故不考慮木架慣量,最終選配1KW臺達伺服電機。
1.3 打釘、裝釘裝置設計
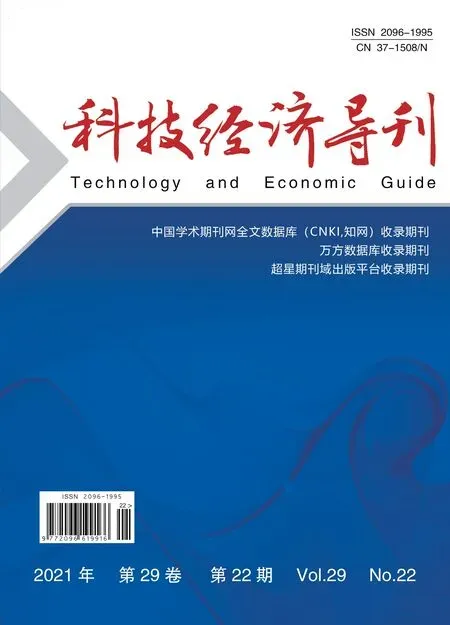
市場上暫無成熟的適配于機器人的自動打釘槍,通過研究、對比傳統打釘槍結構,設計了一款適用機器人六軸安裝的打釘槍(如圖1所示),并配套了槍釘補充站(如圖2所示)。通過補充站三個氣缸的配合,完成拉開槍夾,填充槍釘的一系列動作。實現了機器人長時間不間斷打釘工作,提高了工作站的運行節拍。
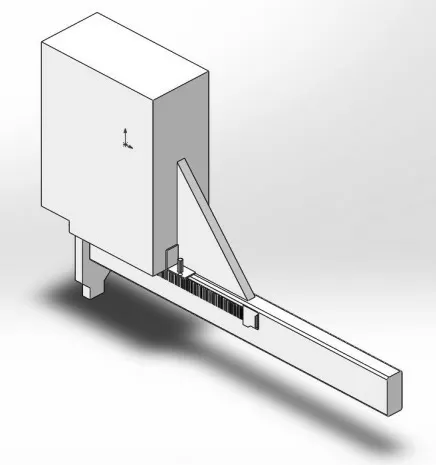
圖1 打釘槍
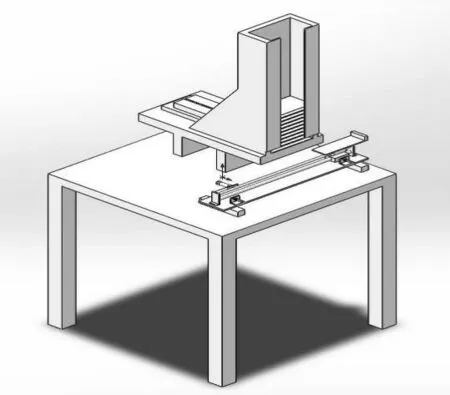
圖2 槍釘補充站
2.機器人工作站的軟件設計
2.1 工作站硬件組態
2.1.1 PLC1200與FANUC機器人硬件組態
本工作站軟件編程系統主要通過TIA Portal V15.1建立(以下簡稱V15.1)。將隨機文件自帶的機器人驅動GSD文件導入V15.1編程軟件中,打開V15.1,依次打開項目視圖→選項→管理通用站描述文件(GSD)→機器人GSD存儲路徑,然后新建一個項目,開始組態硬件設備,選擇硬件目錄下→ 其他現場設備 → PROFINET IO→I/O→FANUC→M20iD/25:A05B-2600-R834:FANUC Robot Controller(1.0)’’,新 建 一 條PROFINET子網,將PLC與FANUC機器人通過PROFINET子網連接起來。
2.1.2 MCGS觸摸屏硬件組態
MSGS觸摸屏暫沒有支持西門子編程軟件的驅動GSD文件,因此不在此處組態。通過McgsPro組態軟件(以下簡稱軟件)里進行設置,打開軟件,新建工程,選擇觸摸屏型號,在彈出的窗口中雙擊設備窗口,然后單擊工具欄上的工具箱,添加通用TCP/IP父設備,雙擊設備工具箱頁面里的設備管理器,在PLC類里增加siemens_1200,然后添加到父設備下面,接著添加PLC I/O通道,編輯變量表,組態完畢,開始設計觸摸屏畫面。
2.1.3 設備IP設為同一網段
本次機器人IP地址設為192.168.1.3,可以在V15.1硬件組態里面或機器人示教器里設置。MCGS觸摸屏IP設置為192.168.1.2,在McgsPro組態軟件里設置,PLC1200 IP地址設置為192.168.1.4,在V15.1設置,然后將其網線分別插入4口的以太網交換機。
2.1.4 網絡物理鏈路測試與下載
電腦網卡IP設置為192.168.1.5,分別與MCGS觸摸屏、PLC1200、機器人進行“ping”物理鏈路測試,打開電腦,按快捷鍵“windows+R”,在彈出的窗口里輸入“cmd”回車,接著輸入要測試的設備IP地址,測試成功后, 打開V15.1軟件進行硬件通訊測試,測試正常后下載硬件組態與PLC程序到PLC1200中。
2.2 PLC1200 編程
采用模塊化編程思想,通過OB1組織塊調用FB、FC各功能子塊,利用V15.1軟件封裝好的軸控制功能塊,提高編程的高效性。
2.2.1 轉臺旋轉控制
在V15.1編程軟件自動打釘項目下,選擇工藝對象-新增對象,在基本參數中,常規里選擇驅動器控制方式為“PTO”,測量單位為“°”,在驅動器窗口里設置參數,如圖3所示:
圖3 參數配置
在擴展屬性里設置電機每轉的脈沖數,本次采用了臺達的伺服電機,編碼器分辨率為2000 P/R,填入2000,根據渦輪蝸桿機械設計尺寸計算,電機每轉負載位移為0.5803°,本次只有兩個位置原點位(0°)與90°位置,設置兩個硬限位開關,在PLC的輸入點為%I0.4,%I0.5,一個感應開關(原點位),輸入點為%I1.0。本次選擇主動回原點,轉臺按反方向逼近感應開關,然后減速停止,在以設定的速度正方向接近感應開關,停止后再次減速,反方向接近感應開關,然后正方向低速回到原點位。
利用V15.1軟件封裝好的運動控制指令啟用/禁用軸指令MC_POWER,故障復位指令MC_RESET,回原點指令MC_HOME,軸點動指令MC_JOG,軸制動指令MC_HALT的外接接口端子編寫程序,實現對轉臺的定位控制。
2.2.2 PLC通訊程序
PLC1200與FANUC機器人配置的profinet通訊板卡進行信息交互,PLC根據機器人側的配置進行組態IO模塊,機器人第一個插槽是輸入模塊,PLC組態時第一模塊應為輸出模塊,本次選用64個字節進行信息交互,PLC1200添加64個輸入、輸出字節模塊如圖4所示。

圖4 I/0配置
FANUC機器人在配置profinet參數時,通訊數據長度應與PLC1200設置的一樣。本次啟用PNS作為程序號的調用,PLC1200只需發送三個指令:程序號、啟動信號、PNS信號,如機器人處在空閑狀態時,且系統沒有故障,即開始執行打釘程序。
2.2.3 機器人程序設計
(1)機器人作為 I/O device的配置。本次PLC1200為主站,FANUC機器人遠程I/O device ,配置過程:在示教器上,按下menu→I/O→Type→F1→Profinet,將光標移到Channel2,按下“→”,將Channel2展開,在I/O device選擇插槽1為DI 64字節,插槽2為DO 64字節。
(2)機器人配置自動加釘I/O。機器人與自動加釘裝置信號交互通過硬接線完成,機器人示教器,按下menu→I/O→數字,按確定后,在里面設置三個氣缸輸出信號,DO100,DO101,DO102,兩個感應器輸入信號DI100, DI101。
(3)機器人程序編寫。設置好程序原點,建立打釘槍上的TCP坐標,本次選用TCP坐標利于打釘槍的姿態調整,方便FANUC機器人打釘。編寫機器人回home位程序PNS0250、換釘程序、木架程序PNS0001/PNS0022、服務位程序,對軌跡點示教。
3.機器人工作站運行
初次上電,轉臺要進行回原點位,在操作臺上將旋鈕選擇到自動位置,在觸摸屏中,操作回原點。回到原點后,在上件位上好木架,雙手按壓啟動按鈕,轉臺開始旋轉,轉到機器人工作位置后(90°位置),機器人執行PLC發來的程序號對應的程序,開始打釘。打釘結束后,機器人檢測槍里是否有釘子。如檢測不到釘,機器人執行加釘程序。若檢測到,機器人回home,等待下次打釘工作。打釘結束后,轉臺帶著木架旋轉90°,回到轉臺原點位。操作員將打好的木架取下,進行檢查,合格后,將木架打包輸送到下一工位。
4.結語
本設計以PLC為工作站控制核心,旋轉平臺為工作界面,自動加釘裝置與氣動打釘槍配合,實現機器人工作站的木架打釘任務,不論是打釘效率還是打釘質量都較以前手工打釘時有了很大的提高,而且此制作方案對于其它家具自動化打釘也有著重要的指導意義。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
少先隊活動(2021年4期)2021-07-23 01:46:22
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:26:08
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
工業設計(2016年12期)2016-04-16 02:52:00
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
中國衛生(2015年3期)2015-11-19 02:53:32