錠子彈性管銑螺旋槽后的校直工藝
2021-08-30 08:25:44黃喜芝彭來深
紡織器材
2021年4期
黃喜芝,彭來深
(衡陽新新紡織機械有限公司,湖南 衡陽 421007)
1 問題的提出
彈性管作為棉紡細紗錠子的關鍵零件,其質量直接影響成套錠子的質量。作為上連軸承座、下接錠底的零件,彈性管的圓跳動公差必須高精度控制,才能保證錠膽中軸承座、彈性管、錠底組合件的同軸度,從而保證成套錠子質量[1-3],其結構如圖1所示。
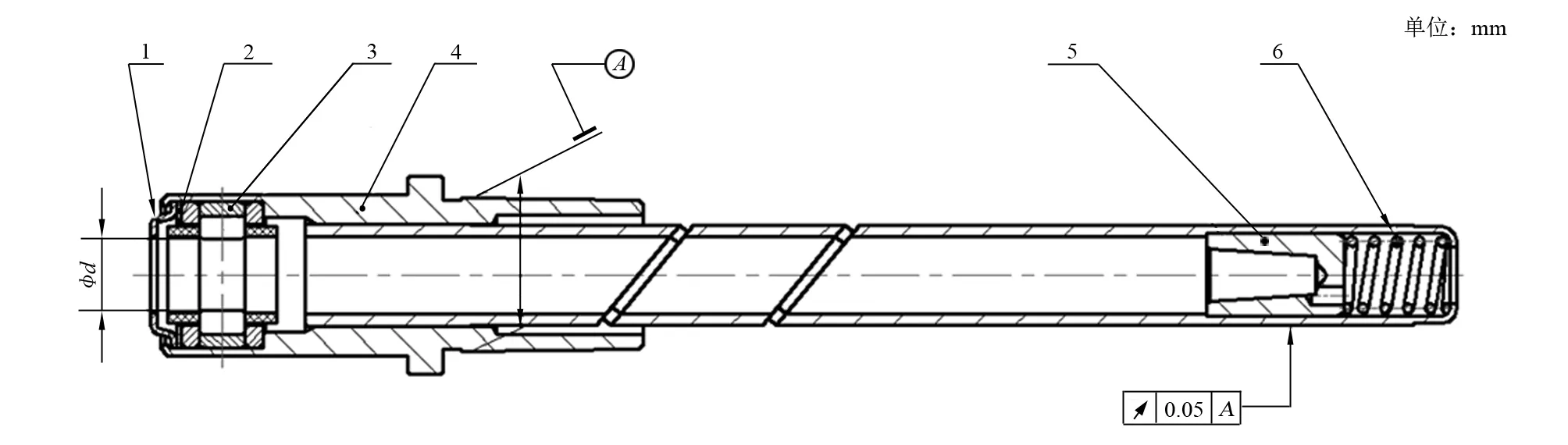
1—防塵圈;2—墊圈;3—軸承;4—軸承座;5—墊底;6—彈簧。圖1 彈性管結構
在整套錠子的制造過程中,銑加工彈性管螺旋槽時因切削力作用,會使彈性管產生一定的彎曲變形,以至影響彈性管一端外圓與另一端錠底孔相對彈性管基準外圓A的圓跳動(見圖2)[4]。
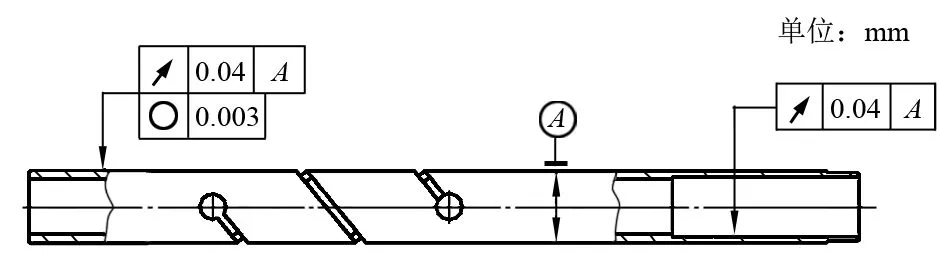
圖2 彈性管螺旋槽結構
為此,當彈性管螺旋槽銑加工后特別增加了一道校直工序,即采用簡易的校直工裝(見圖3)以校正銑螺旋槽時彈性管直線度誤差的影響、提高產品的質量。
2 校直方法
將銑了螺旋槽的彈性管置于V形架上,并將彈性管中心線調至水平;將V形架置于底座上,調整磁性表座使百分表觸頭接觸彈性管中部;手動旋轉彈性管、觀察測量其彎曲變形量;旋轉壓桿將其置于彈性管變形最高點,利用杠桿原理、手握壓桿向下施力以校直彈性管(注意力不可過大);校正后旋轉彈性管用百分表測量彈性管外圓跳動值是否合格,當不合格時則找到最高點再次校正到合格為止;提起百分表頭,移動V形架,分別測量彈性管長度方向1/4位置和3/4位置處的跳動量;采用相同方式進行校調,確保彈性管整體直線度達到合格。……
登錄APP查看全文
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
學與玩(2005年3期)2005-04-29 00:00:00
