乙烯裝置干燥器延長再生周期的技術
2021-08-30 12:20:48王雁鵬
煉油與化工 2021年4期
王雁鵬
(中國石油大慶石化公司化工一廠,黑龍江大慶163714)
某石化公司乙烯裝置投用以來,設有裂解氣干燥器、液烴干燥器、第2干燥器以及氫氣干燥器共7臺干燥器,除第2干燥器外,其余干燥器均為1投1備運行狀態,干燥劑需頻繁再生切換,利用高壓蒸汽加熱尾氣產生熱再生氣對其進行再生操作,此過程中高壓蒸汽用量較大,同時隨再生次數增加,分子篩吸附能力下降[1]。
1 總體思路
根據3A分子篩氣相吸附相關公式,分階段延長各干燥器運行時間,減少再生次數。結合生產實際,針對干燥器冷吹前,裂解氣干燥器中剩余的裂解氣會對燃料氣產生影響,解耦控制功能不夠完善等情況,增加“裂解氣殘氣回收”步驟,對解耦控制功能進行優化,投用自動控制[2,3]。
2 技術方案
2.1 分階段延長干燥器運行時間
(1)穿透吸附容量計算
3A分子篩的平衡吸附量q0見圖1。
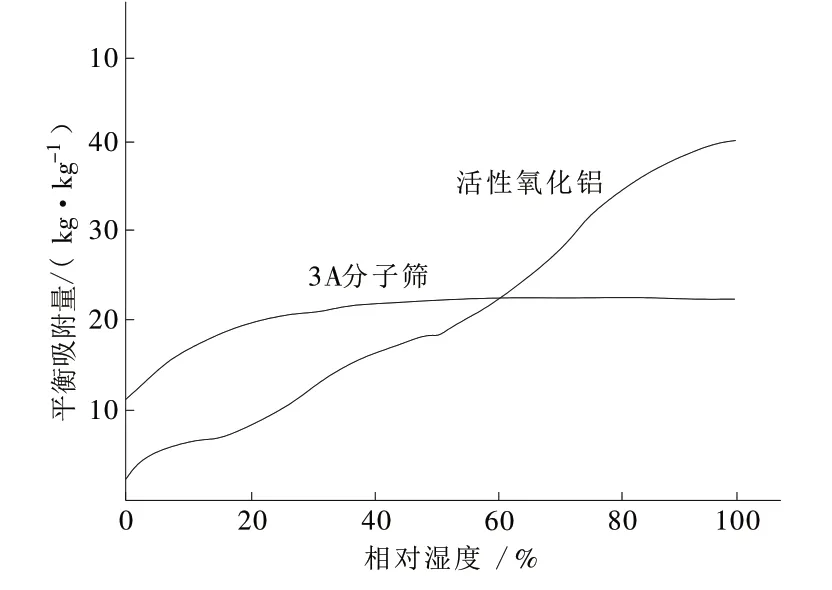
圖1 平衡吸附量
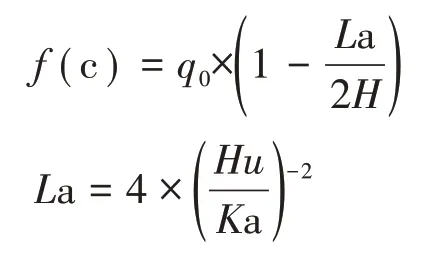
由圖1可以看出3A分子篩的平衡吸附量q0約為0.2 kg/kg,根據公式可計算床層穿透吸附容量:式中f(c)—穿透吸附容量,q0—平衡吸附量,L a—吸附帶長度,H—床層高度,u—實際氣速,K a=4 s-1
裂解氣干燥器:
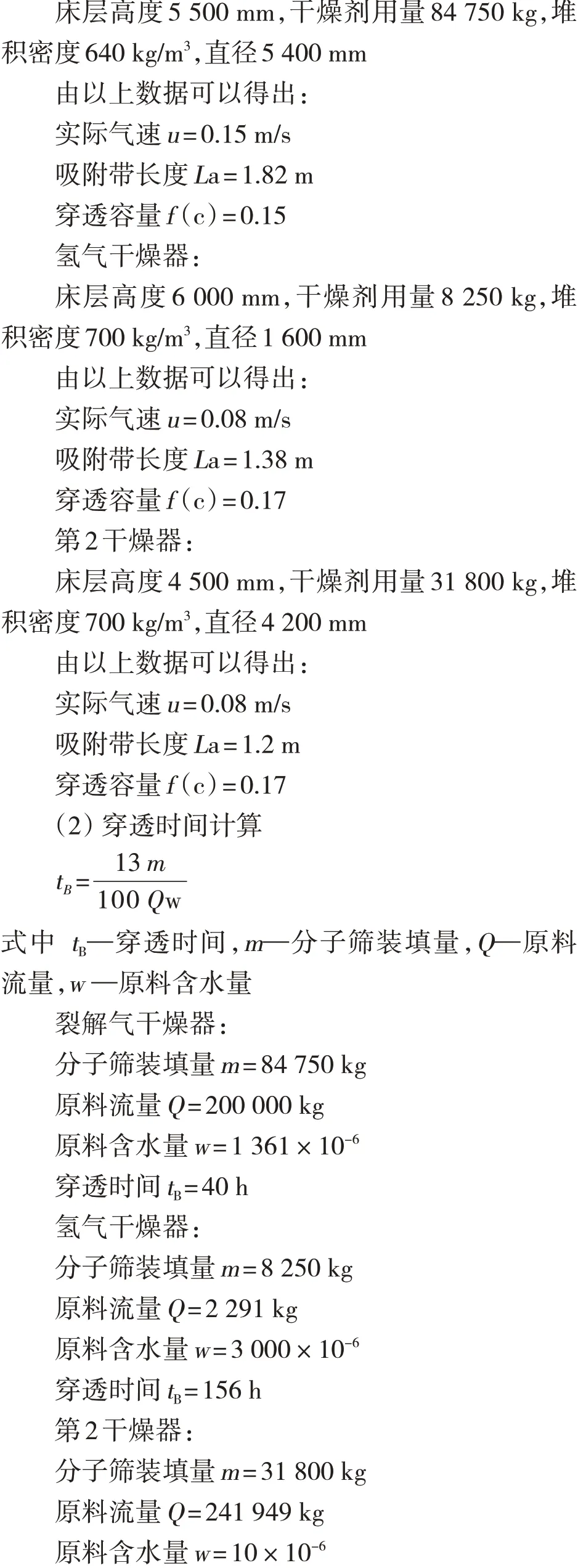
穿透時間tB=1 708 h
經過計算得出,裂解氣干燥器理論穿透時間為40 h,氫氣干燥器理論穿透時間為156 h,第2干燥器理論穿透時間為1 708 h,說明干燥器運行周期延長理論上有較大的操作空間,但還需根據實際運行狀態進行確認[4]。
2.2 再生過程優化
2.2.1 在裂解氣干燥器再生冷吹步驟前,增加殘留裂解氣回收步驟即采用再生氣充泄壓方式,充分回收裂解氣,同時減少再生過程對燃料氣等前后工序的影響,避免因燃料氣波動造成裂解爐COT波動,影響后分離系統進料流量,造成干燥器瞬時空速發生較大變化,影響干燥劑使用壽命,同時通過漲減壓方式,在泄壓時,分子篩發生脫附,可有效減少干燥器分子篩殘留裂解氣吸附量,進一步降低干燥劑水分吸附量,過程如下:
(1)分2階段將冷再生氣流量控制閥開度開至11%,對干燥器床層進行充壓操作;
(2)監控床層壓力變化,確認床層壓力高于0.33 MPa,后緩慢將冷再生氣流量控制閥關到0%;
(3)打開出口泄壓閥,進行泄壓操作當床層壓力與急冷水塔頂壓力≤0.06 MPa時,關閉泄壓閥。
增加“裂解氣殘氣回收”步驟,實現裂解氣充分回收,降低再生過程對燃料氣系統影響。
2.2.2 優化裂解氣再生過程實現再生過程溫度、流量解耦控制投用,同時在干燥器升溫步驟改為2階段進行,細化升溫過程。
(1)升溫第1段。將冷再生氣流量控制閥從初始設定閥位60%逐步關至49.33%,同時,將熱再生氣溫度控制閥逐漸從0%開至20%。以給定的速率,將冷再生氣流量控制閥流量設定值的設定值提至17.5 t/h;然后以給定的速率,將熱再生氣溫度控制閥的設定值提至232℃;
(2)升溫第2段,將冷再生氣流量控制閥從49.33%逐步關至20%,同時將熱再生氣溫度控制閥從20%開至75%,以給定速率將冷再生氣流量控制閥的流量設定值提至17.5 t/h;然后以給定速率,將熱再生氣溫控閥溫度設定值提至232℃;
(3)升溫第2段結束后,如果冷再生氣流量控制閥手動,其閥位在19.5%~20.5%之間,將其設定為20%。如果熱再生氣溫度控制閥手動,其閥位在74.5%~75.5%之間,將其設定為75%。
結合實際再生系統閥門特性及工藝要求,根據實際運行相關曲線,應用解耦技術等,對再生過程進行改造優化,實現再生順控程序全自動運行。
裂解氣干燥器再生智能順控系統經改造后,再生智能順控系統可投入自動運行,減少了操作人員工作量,避免誤操作,同時,裂解爐COT溫度均方差減少至0.7℃內[5]。
2.3 分階段延長干燥器運行周期
結合化驗分析數據,分階段逐步延長干燥器運行周期,實時監控各干燥器出口水含量變化,干燥器運行周期延長后,保證各干燥器出口氣體露點分析在-70℃以下,避免后系統出現凍堵現象。
干燥器的運行周期見表1,各干燥器的出口露點見表2~4。
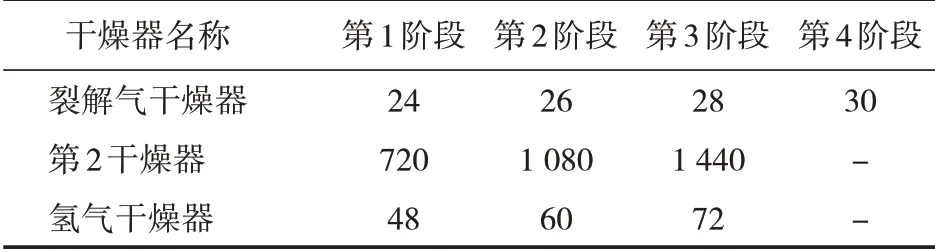
表1 干燥器運行周期/h

表2 裂解氣干燥器出口露點

表3 氫氣干燥器出口露點

表4 第2干燥器出口露點
干燥器運行周期延長后,出口露點均在-70℃以下,運行狀態良好。
3 實施效果
裂解氣干燥器運行時間由24 h延長至30 h,第2干燥器運行時間由1個月延長至2個月,氫氣干燥器運行時間由24 h延長至72 h。延長運行時間后各干燥器再生次數變化如下:
(1)氫氣干燥器再生次數由182次/a下降至122次/a,每次熱再生時高壓蒸汽消耗2 t/h,熱再生時間為9 h,高壓蒸汽價格148.08元/t,節省費用16×104元;
(2)第2干燥器再生次數由12次/a下降到了6次/a。每次熱再生時,高壓蒸汽消耗6.5 t/h,熱再生時間26 h,高壓蒸汽價格148.08元/t,節省費用15.02×104元;
(3)裂解氣干燥器再生次數由原來的366次/a降低至293次/a,每次再生高壓蒸汽消耗8 t/h,熱再生時間9 h,高壓蒸汽價格148.08元/t,節省費用77.83×104元。
節省高壓蒸汽外引費用108.85×104元/a。
查詢乙烯及氫氣產品中水含量變化情況,均在控制指標范圍之內,干燥器再生周期延長后未對產品質量造成影響。乙烯水含量見圖2。

圖2 乙烯產品中水含量
4 結束語
通過研究干燥劑運行規律并結合干燥劑技術協議,將裂解氣干燥器、第2干燥器以及氫氣干燥器的運行周期分階段延長,從而減少干燥劑再生次數節省蒸汽用量,同時減緩干燥劑劣化程度。
繼續關注干燥器入、出口物料中的水含量,計劃根據各干燥器運行情況繼續延長其運行時間;同時此方案和經驗可以在同類裝置中推行,創新和經驗存在較強的借鑒意義。