690鎳基合金換熱管對接焊接工藝
2021-08-26 07:49:48楊小杰張丹萍戴德平
電焊機 2021年7期
關鍵詞:焊接工藝
楊小杰 張丹萍 戴德平


摘要:以鎳基合金換熱管(SB-163 N06690,尺寸φ19 mm×2.5 mm)的工藝研發為例,全面介紹該焊接工藝的開發過程,包括適用實際工況的焊接設備選型,焊接坡口的設計、試驗與優化,焊接工藝參數的開發,必要的工裝設計,焊接接頭的檢驗,以及破壞性試驗。通過工藝開發獲得了高質量的焊接接頭,各項指標驗證符合使用要求,節約了大量工程制造成本,可在類似焊接接頭上進行推廣應用。
關鍵詞:民用核設備;鎳基合金換熱管;焊接接頭;焊接工藝
中圖分類號:TG457.19? ? ? 文獻標志碼:B? ? ? ? ?文章編號:1001-2003(2021)07-0066-04
DOI:10.7512/j.issn.1001-2303.2021.07.12
0? ? 前言
為滿足自主知識產權的第三代核電要求,我國在30余年引進、消化、吸收國外壓水堆技術的基礎上,充分考慮我國裝備制造業的現實基礎,按照最新安全標準HAF102的要求以及URD、EUR的相關要求,同時借鑒日本福島核事故的經驗反饋以及AP1000、EPR等先進壓水堆設計理念,正在設計和研制安全性更高的民用核安全設備。傳統熱交換器的傳熱管基本是通過冷軋直接成型,冷軋設備制造能力在一定程度上限制了傳熱管的長度,大長度傳熱管的連接通常使用焊接方法。由于690鎳基合金換熱管本身的特點[1],如材料的焊接特性、換熱管尺寸小、對焊接參數和焊接條件敏感等,焊接難度大。同時換熱管使用工況嚴苛,對焊接接頭的要求極高。為此,文中針對性地進行了工藝開發,研制出一整套適用的焊接工藝[2]。
1 工藝開發
1.1 設備選型
換熱管為鎳基合金材料,且尺寸小,對電弧變化敏感,因此對焊接電源要求高,在選型過程中,主要考慮以下條件:電源輸出應有分區編程控制;可根據需要設置脈沖頻率和脈沖時間;帶水冷系統;高頻引弧,最小熄弧電流約為3 A,以消除弧坑。
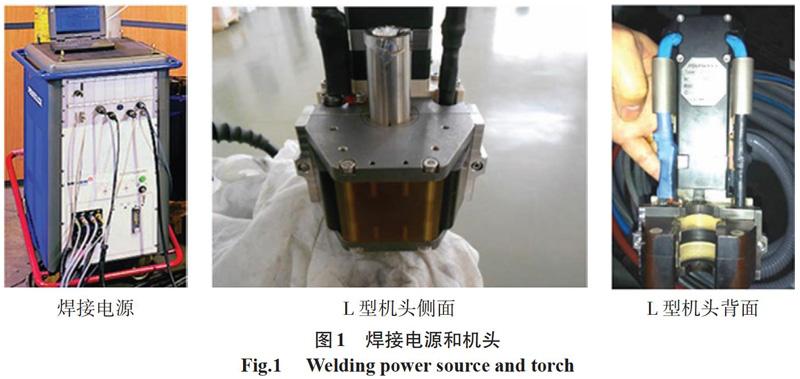
焊接機頭宜采用封閉式帶夾持功能的小型機頭,保證焊接氣氛,并適用于狹小空間焊接。通過對國內外設備廠家的調研,選擇了POLYSOUDE PC600電源配備L型機頭/MW40機頭,如圖1所示。
1.2 焊接坡口
在接頭設計方面,結合國內外相關經驗,換熱管焊接采用自動GTAW帶熔化環不填絲的焊接方式。同時考慮到便于加工制造,熔化環設計成單邊帶凸臺的形式,如圖2所示。熔化環材質與管子材質保持一致,通過試驗確定熔化環尺寸,保證焊縫背面和正面余高到達設計要求。
1.3 焊接工裝
為了得到高質量的焊接接頭,焊接工藝對裝配精度要求極高,焊前必須采用專用的夾持工裝固定工件,以保證裝配尺寸精度。為此需要根據實際工況結構設計專用的夾持工裝,使得裝配精度滿足要求,并且操作方便。
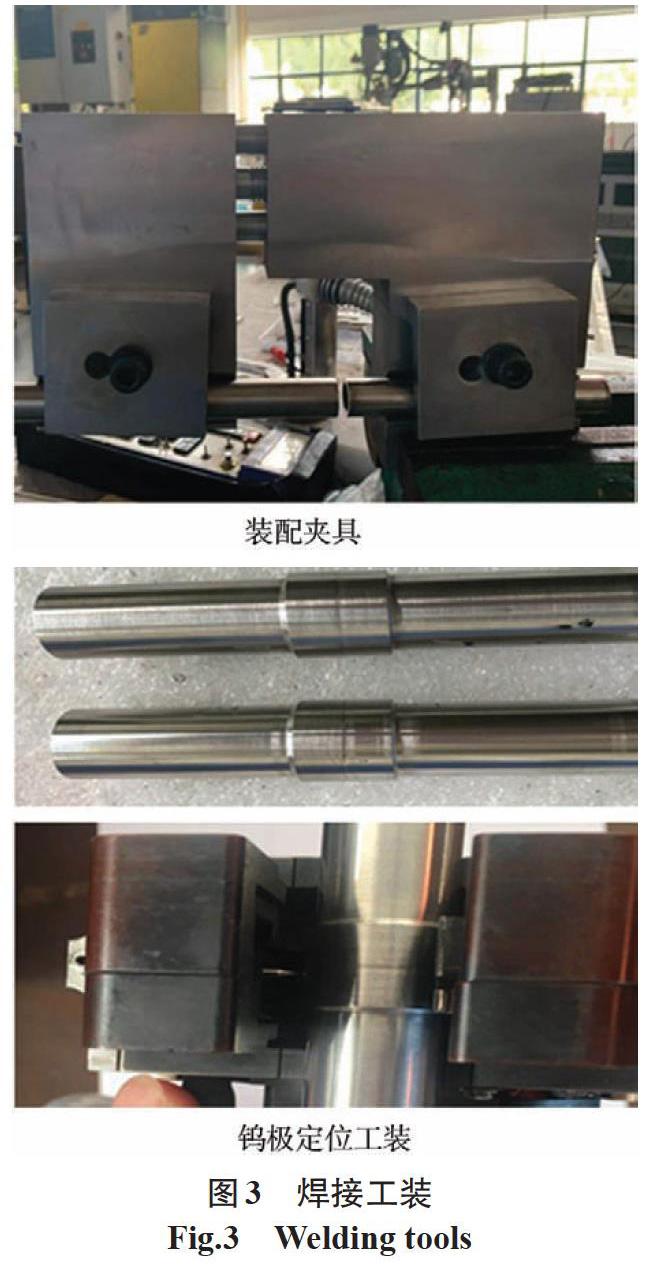
設計的固定工裝一分為二,中間通過定位銷連接,兩塊工裝上的管子固定凹槽為一體成型,有效保證了管子裝配的直線度。兩塊壓板對管子施加徑向的壓緊力,頂部螺桿通過旋鈕對管子施加軸向的頂緊力,壓緊換熱管與熔化環。該管子固定工裝可用于全位置和橫焊兩種焊接位置。由于熔化環厚度較薄,且不填絲鎢極氬弧焊對鎢極與工件距離要求較高,為有效保證鎢極的定位精度,制作了如圖3所示的管子裝配定位工裝和鎢極定位工裝。
1.4 焊接工藝
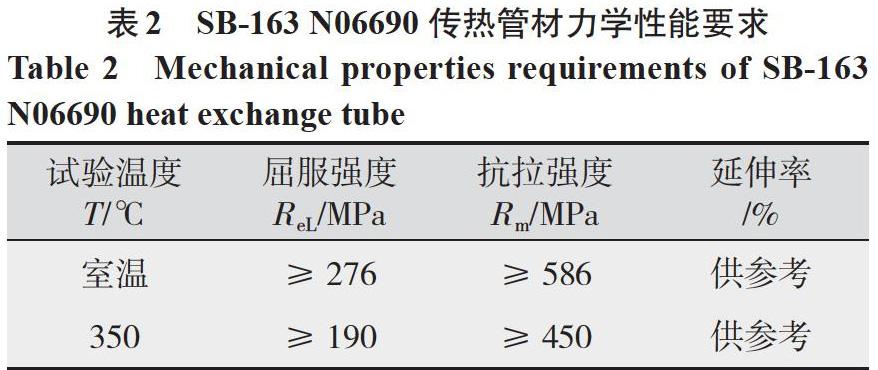
傳熱管材料為SB-163 N06690,規格φ19 mm×2.5 mm,傳熱管材的化學成分如表1所示,傳熱管材力學性能如表2所示。采用鎢極氬弧焊(GTAW)對傳熱管材進行對接焊,焊接設備使用POLYSOUDEPC600 電源+L型機頭,焊接時管與管之間放置熔化襯環,水平固定,焊接位置為全位置。焊縫正、背面均采用氣體保護,正面保護氣體采用純度為99.999%的氦氣,背面保護氣體為99.999%的氬氣。
為保證焊接質量,確保工藝穩定可靠,進行了大量的焊接試驗,嚴格控制每一個細節。該焊接工藝及焊接過程的特點有:①管徑小,壁厚大,鎳基合金焊接工藝性差,熔池控制難度大。②焊接時無法觀察熔池,不能根據焊接過程實時調整參數。③全位置焊接時,不同區域電弧力、熔池張力、重力影響不同,圓周方向焊縫成形差異大。④對管子精度、熔化環精度、裝配精度、焊接參數、壓緊程度、氣體流量、壓力、鎢極角度、鎢極與工件距離、鎢極對中精度等都很敏感。
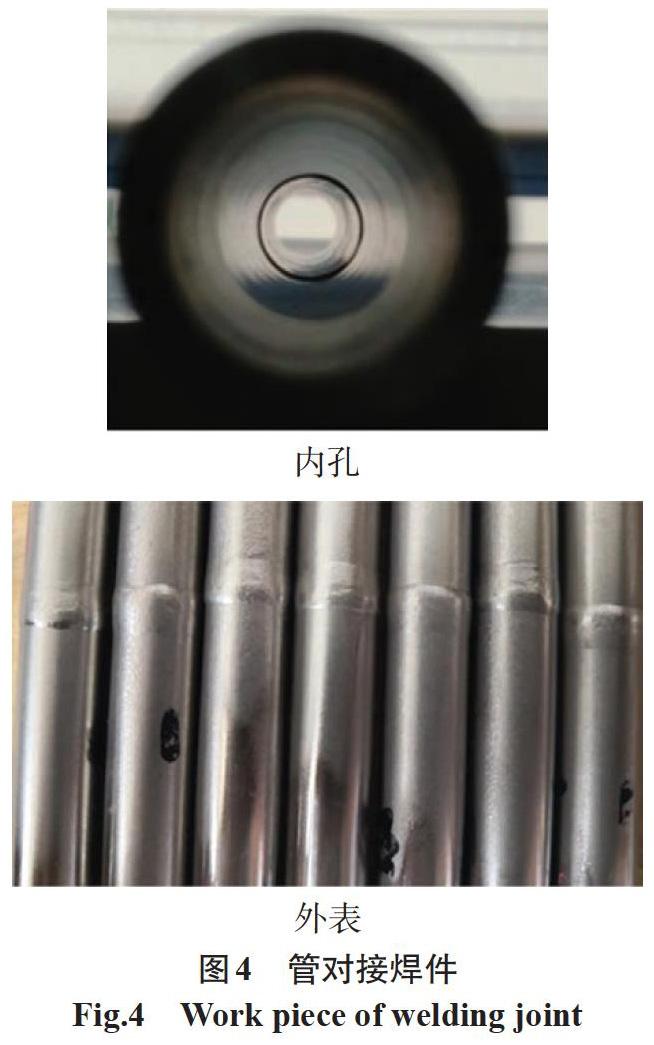
基于上述特點,借助數字模擬軟件,計算整個焊接過程中圓周不同位置的溫度分布情況,可幫助設定焊接參數,控制焊縫焊透無外凹、內凸滿足通球要求,焊件外表無凹陷,如圖4所示。
1.5 無損檢驗
焊接接頭經目視檢查、尺寸檢查、液體滲透探傷、射線探傷等無損檢測,結果合格,焊縫內外壁無任何可疑目視缺陷。尺寸檢查主要包括接頭通球,通球直徑不小于φ13.4 mm,接頭管外焊縫無凹陷。
2 理化試驗
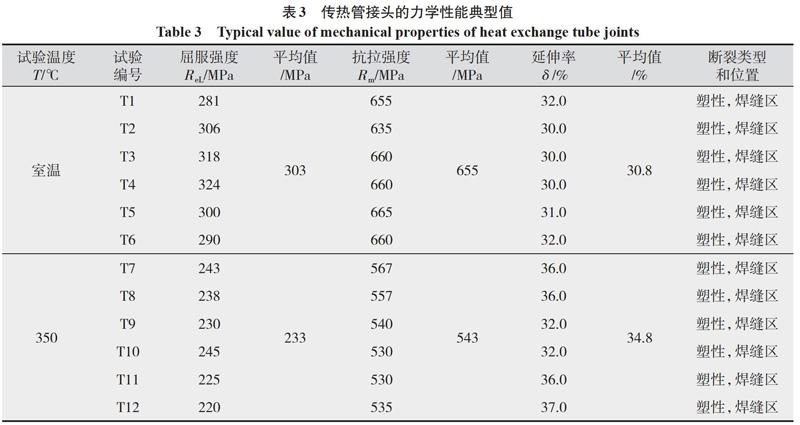
試件的焊縫及焊接接頭需要進行相關理化試驗,主要試驗項次包括接頭焊縫化學分析(試驗標準:ASTM E1473)、接頭室溫拉伸和350 ℃高溫拉伸(試驗標準:AWS B4.0/B4.0M,表3)、壓扁試驗(試驗標準:ASM E SA-450/450M)、宏觀和微觀檢驗(試驗標準:ASTM E340[3]和ASM E407[4])。傳熱管接頭的力學性能典型值如表3所示。
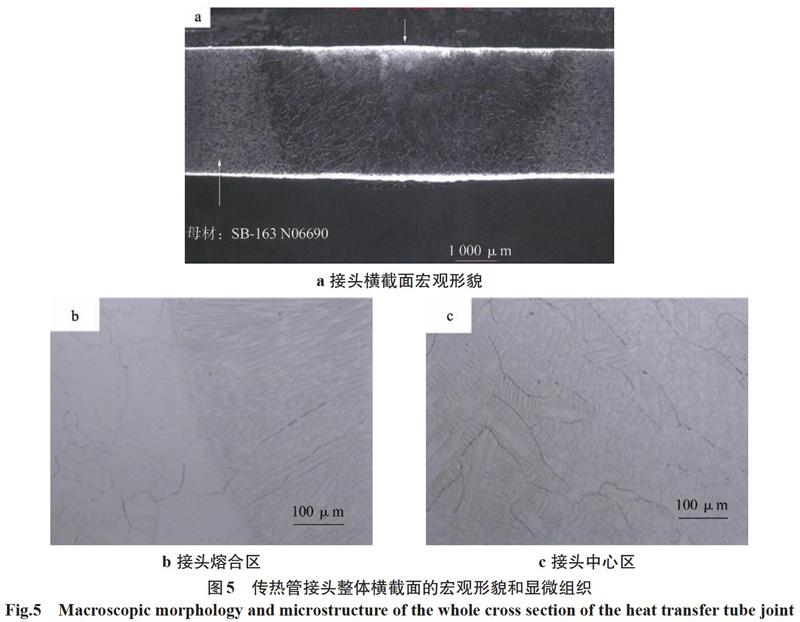
傳熱管接頭整體橫截面的宏觀形貌和顯微組織如圖5所示,焊縫與母材完全熔合,焊縫無裂紋、夾雜、氣孔等缺陷。焊縫的熔合線清晰,附近為沿熔合線聯生生長的粗大柱狀晶,焊縫中心為樹枝胞狀晶。由于傳熱管的導熱性較差,晶粒長大速度較快,導致熔合區的晶粒有明顯增大,這是接頭斷裂始于熔合區并貫穿整個焊縫的原因[5]。焊縫無顯微裂紋和影響接頭性能的沉淀物,由于焊縫中合金Cr的含量較高,約為30%,Cr可以防止晶界碳化物的析出,從而避免晶界附近產生貧Cr現象,提高抗氧化、抗腐蝕的能力[6]。
3 結論
通過對焊接設備、工裝、坡口、以及焊接工藝參數的設計開發和驗證,制定了一套完整、可靠的鎳基合金換熱管對接焊工藝,得到如下結論:
(1)690鎳基合金換熱管對接焊,采用帶熔化襯墊不填絲的自動鎢極氬弧焊,并借助合適的焊接電源、工裝卡具和雙面保護氣體等細節控制,可以得到滿足設計要求、質量優良的對接接頭。
(2)通過產品應用統計,合格率約為90%,通過細化過程控制和提高操作人員的熟練度,焊縫合格率還有提升空間。
(3)開發該690鎳基合金換熱管對接焊焊接工藝效率高,勞動強度低,具有推廣應用價值。
參考文獻:
朱興華. Inconel690鎳基合金材料焊接技術要點[J].電子世界,2013(14):189.
邱長軍,李必文. 核電設備焊接技術[M].北京:北京理工大學出版社,2014:88.
ASTM E340. Standard Test Method for Macroetching Metals and Alloys[S].
ASTM E407. Standard Practice for Microetching Metals and Alloys[S].
張杰,張彥昌. 鎳基合金的焊接技術與研究[J]. 價值工程,2010(17):133-134.
唐正柱,陳佩寅,吳偉. Nb對鎳基合金高溫失塑裂紋敏感性的影響機理[J]. 焊接學報,2008(1):109-112.
猜你喜歡
科技與創新(2017年1期)2017-02-16 20:34:01
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年22期)2015-06-15 21:49:25
