EEMUA 158標準下SAW原始焊縫的FCAW-G返修工藝研究
2021-08-26 07:49:48蔣丁存陳哲閔祥軍孫強劉亞杰
電焊機 2021年7期
蔣丁存 陳哲 閔祥軍 孫強 劉亞杰


摘要:基于EEMUA 158標準要求,返修焊接工藝與原焊縫不同時需要進行返修焊接工藝評定。針對S355級別結構鋼,原始焊縫采用埋弧自動焊工藝,焊接完成后進行外觀和無損檢測以及碳弧氣刨和打磨處理,返修深度為母材壁厚的1/2,返修范圍包含原始焊縫和母材,返修工藝使用藥芯焊絲氣體保護焊,返修完成后進行外觀、無損檢測,對返修焊縫進行橫向拉伸、全焊縫拉伸、沖擊試驗、宏觀腐蝕及硬度測試等相關理化試驗,試驗結果滿足EEMUA 158標準要求,并取得DNV GL的認證。
關鍵詞:EEMUA 158;SAW;FCAW-G返修;焊接工藝
中圖分類號:TG457.11? ? ? 文獻標志碼:C? ? ? ? ?文章編號:1001-2003(2021)07-0086-03
DOI:10.7512/j.issn.1001-2303.2021.07.16
0? ? 前言
EEMUA 158[1]規范由工程設備及材料使用者協會(EEMUA)海洋服務材料(MOS)技術委員會編制,定義了海洋安裝重要結構中建造工作的基本要求。根據該規范的要求,當結構焊縫返修焊接工藝與原焊縫不同時,需進行單獨的返修焊接工藝評定。
在海洋石油工程(青島)有限公司承接的工程項目中,存在大量結構管的卷制接長工作,原始焊縫使用埋弧自動焊工藝(SAW)焊接,當出現較小缺陷時,缺陷去除后一般需要使用半自動的藥芯焊絲氣體保護焊工藝(FCAW-G)進行局部返修。
針對此種情況,文中按照EEMUA 158標準的要求,對原始焊縫進行藥芯焊絲氣體保護焊工藝(FCAW-G)返修焊接工藝評定,返修深度為母材壁厚的1/2,返修范圍包含原始焊縫和母材,焊接返修完成后進行外觀、無損檢測和理化試驗,試驗結果滿足EEMUA 158標準要求,取得DNV GL與項目業主的全程見證和確認。
1 EEMUA 158返修焊接工藝評定要求分析
對于試件母材的選取,EEMUA 158 第4.5.1章節對母材的供貨狀態、碳當量、屈服強度的評定范圍均有說明。需要注意的是生產中所用母材的供貨狀態必須與焊接工藝評定試驗中所用母材的供貨狀態一致;生產中所用母材的碳當量必須小于等于焊接工藝評定試驗中所用母材碳當量+0.03%;生產中所用母材的最低屈服強度必須小于等于焊接工藝評定試驗中所用母材的最低屈服強度。
對于試件母材尺寸的要求,EEMUA 158第4.5.2章節對母材的直徑和壁厚評定范圍進行了規定,其中壁厚T按照0.5T至1.5T進行評定,并指出單邊坡口可以評定V型坡口。
對于試件返修的要求,EEMUA 158第4.4.2.3.1章節中提出,試件返修位置在熔合線上,深度為原始焊縫壁厚的1/2時,返修焊接使用立焊,采用與已經評定的全熔透對接焊縫一致的焊接參數進行返修,返修焊縫熱影響區的機械性能應分別在原焊縫和母材處測試,并要求對焊態和焊后熱處理分別進行評定。
對于試件的測試要求,EEMUA158第4.4.3.2章節提出需要進行外觀、超聲和磁粉檢測;第4.4.4章節中提出需要進行橫向拉伸、全焊縫拉伸、夏比V形缺口沖擊試驗、宏觀腐蝕試驗和硬度試驗等理化試驗。
2 返修焊接工藝評定試驗
2.1 試件母材
綜合考慮試件母材的供貨狀態、碳當量、屈服強度、尺寸的評定范圍要求,并結合工程圖紙和材料實際情況,與業主溝通后,選用DNV GL-OS-B101E36,板材壁厚40 mm,供貨狀態TMCP,碳當量為0.35%。
2.2 填充材料
根據EEMUA 158 第3.2章關于焊接材料的要求,所選焊接填充材料和保護氣體情況如下:原始焊縫打底采用熔化極氣體保護焊(GMAW),焊材AWS A5.18 ER70S-G,直徑1.2 mm,保護氣體為CO2(體積分數≥99.8%);填充蓋面采用埋弧自動焊(SAW),焊材AWS A5.17M F48A4-EH14,直徑4.0 mm。
返修焊縫采用藥芯焊絲氣體保護焊(FCAW-G),焊材AWS A5.20 E71T-1CJ,直徑1.2 mm,保護氣體為CO2(體積分數≥99.8%)。
2.3 坡口及焊接位置
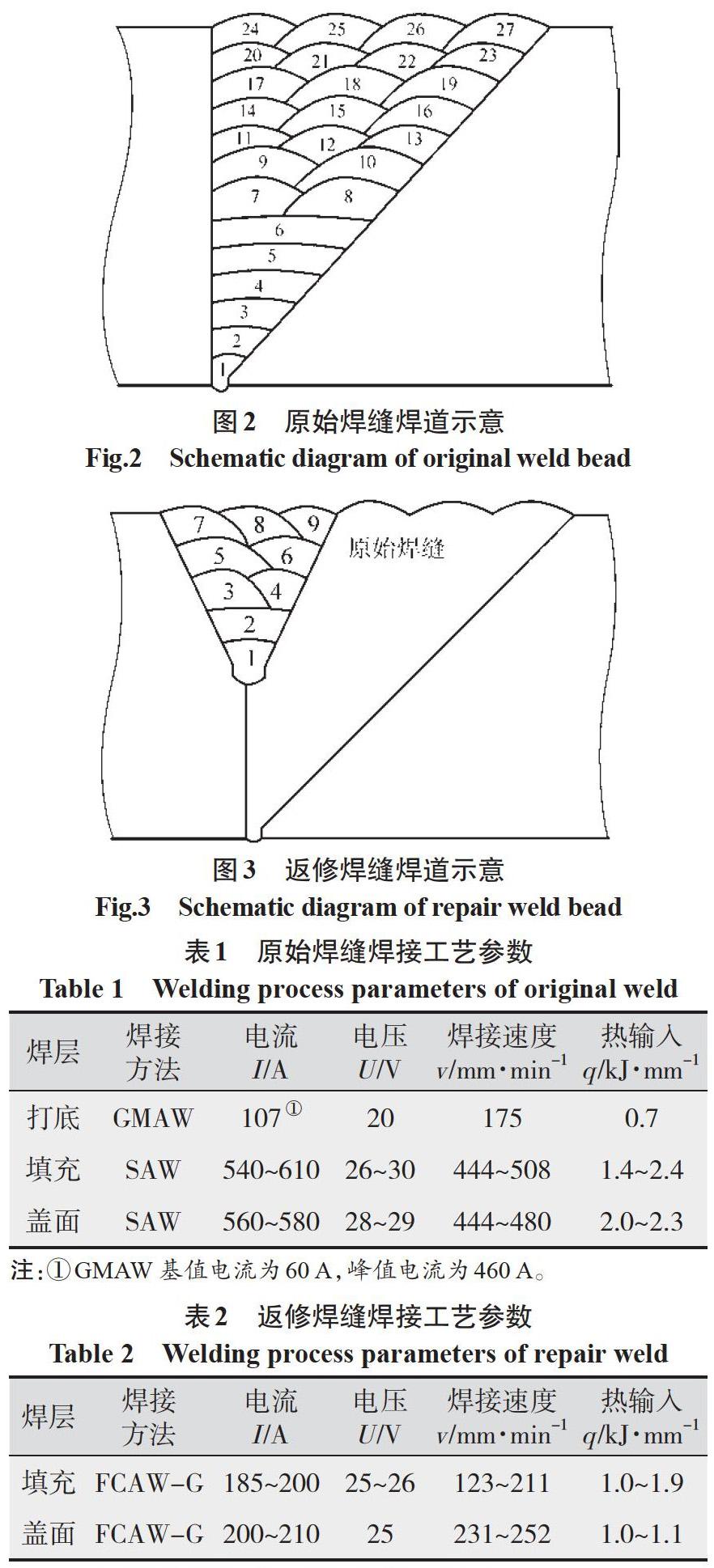
坡口示意如圖1所示,原始焊縫采用單邊坡口,返修焊縫采用V型坡口。原始焊縫焊接位置為:GMAW 3G(立向下),SAW 1G;返修焊縫焊接位置為:FCAW-G? 3G(立向上)。返修處理采取碳弧氣刨和打磨處理,返修深度為原始焊縫厚度的1/2,返修范圍包括原始焊縫和母材。
2.4 焊接工藝參數
分別記錄原始焊縫和返修焊縫的焊接工藝參數。原始焊道示意如圖2所示,返修焊道示意如圖3所示,焊接工藝參數分別如表1、表2所示,其中GMAW、SAW及FCAW-G的電流極性均為DCEP,熱輸入計算執行ISO 17671[2-4],需要考慮不同焊接工藝的影響系數。
2.5 焊后無損檢驗及理化試驗
按照EEMUA 158第4.4.3.2章節要求,原始焊縫完成后進行試件外觀檢驗,結果合格。焊后48 h進行磁粉檢測和超聲檢測結果均符合要求。隨后進行返修焊接,返修焊縫外觀檢驗合格,磁粉檢測和超聲檢測結果均符合要求。
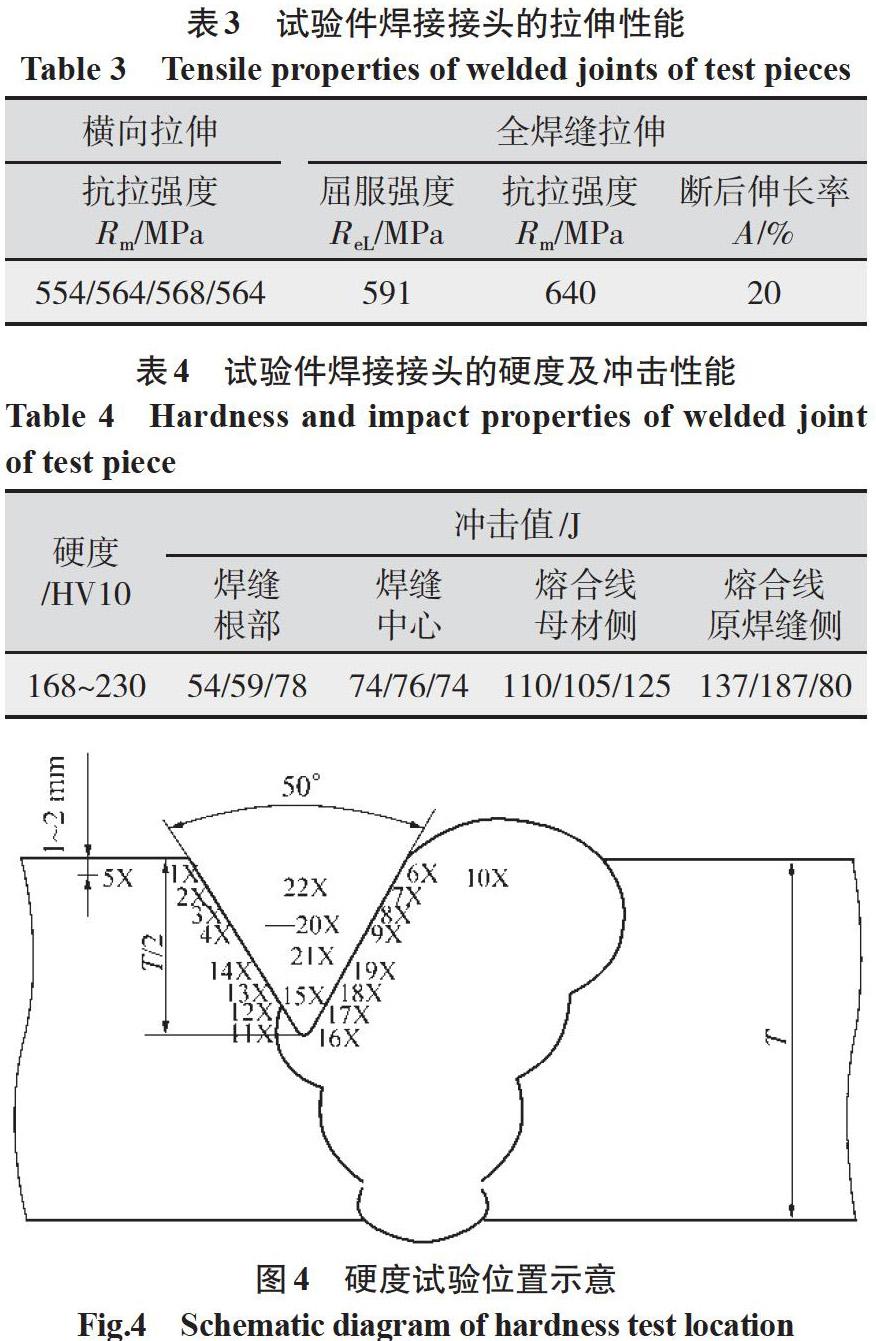
按照EEMUA 158第4.4.4章節要求,對返修焊縫進行橫向拉伸、全焊縫拉伸、夏比V形缺口沖擊試驗、宏觀腐蝕試驗和硬度試驗。試驗結果如表3、表4所示,抗拉強度結果≥490 MPa, 全焊縫拉伸屈服強度≥355 MPa,斷后伸長率≥20%;沖擊位置選取返修焊縫根部、返修焊縫中心、返修焊縫熔合線(母材側)、返修焊縫熔合線(原始焊縫側),沖擊結果均滿足EEMUA 158 表4要求(均值≥36 J,單值≥27 J);硬度測試位置如圖4所示,測試硬度值均低于325 HV10;焊縫宏觀腐蝕照片如圖5所示。試驗結果表明,該返修工藝的焊縫力學性能均合格。
2.6 其他注意事項
(1)原始焊縫預熱溫度執行ISO 17671-2要求,返修焊縫預熱溫度高出原始焊縫50~150 ℃;(2)注意記錄焊道最大寬度;(3)記錄GMAW和FCAW-G的保護氣氣體流速;(4)記錄SAW、GMAW和FCAW-G的送絲速度;(5)記錄SAW導電嘴距試件的距離及垂直行走方向角度;(6)蓋面前需將層間溫度降低到最小預熱溫度;(7)GMAW和FCAW-G焊絲直徑不可增加;(8)FCAW-G熱輸入除了根部的立焊焊道,其他部位不得超1.5 kJ/mm。
3 結論
分析了EEMUA 158標準下S355級別鋼結構返修焊接工藝評定的要求,同時提出焊接工藝評定過程中的注意事項,基于EEMUA 158標準開展對SAW原始焊縫的FCAW-G返修焊接工藝評定,焊接返修完成后進行外觀、無損檢測和理化試驗,試驗結果滿足EEMUA 158標準要求,取得了DNV GL和項目業主的認證。
參考文獻:
EEMUA Publication 158 Construction Specification for Fixed Offshore Structures[S].England:The Engineering Equipment and Materials Users’ Association,2014.
ISO/TR 17671 Welding—Recommendations for Welding of Metallic Materials[S]. Switzerland:The International Organization for Standardization,2002.
EN ISO 17639 Destructive Tests on Welds in Metallic Materials-Macroscopic and Microscopic Examination of Welds[S]. 2013.
EN ISO 9016 Destructive tests on welds in metallic materials-Impact tests-Test specimen location,notch orientation and examination[S]. 2012.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
