統計工具在高性能玻璃纖維產品質量控制中的應用
2021-08-25 03:19:36張啟勇郭仁賢
玻璃纖維 2021年4期
張啟勇,張 梅,朱 斌,祖 群,于 水,郭仁賢
(南京玻璃纖維研究設計院有限公司,南京 210012)
0 前言
玻璃纖維是一種典型的無機非金屬材料,具有質量輕、強度高、耐高低溫、耐腐蝕、隔熱、阻燃、吸音、電絕緣等優異性能以及一定程度的功能可設計性,是一種優良的功能材料和結構材料。高性能玻璃纖維是指與傳統玻璃纖維相比,某些使用性能有顯著提高,能夠在外部力、熱、光、電等物理以及酸、堿、鹽等化學作用下具有更好的承受力。高性能玻璃纖維種類多,纖維制品規格也很多,主要有無捻粗紗、有捻紗、織物3大類,其中紗線類產品根據玻璃類別、線密度、浸潤劑類別、捻度、捻向、卷裝量等可細分出近千個規格制品。如此大量的產品規格,必然產生龐大的性能測試數據。
隨著市場需求的不斷提升、生產規模不斷擴大,客戶對產品的質量要求也越來越嚴格。
質量管理經歷了4個發展階段:由初級階段發展到質量檢驗階段,接著發展到統計質量控制階段,再進而發展到全面質量管理階段,這一系列的跨越離不開統計工具的應用。在各種統計工具的應用中,常用的統計工具、方法有很多。統計分析工具的應用可以幫助公司了解數據的變異,從而有助于組織解決問題并提高有效性和效率,這些工具也有助于更好地利用可獲得的數據進行決策,有助于對變異進行測量、描述、分析、解釋和建立模型,甚至在數據相對有限的情況下也可實現。同時有助于解決,甚至防止由變異引起的問題,并促進持續改進。也可以規范生產過程中數據分析的方法,為質量分析方法的選擇提供指導,熟練運用相應的圖表,從而提高工作效率[1,2]。
針對高性能玻璃纖維的質量控制要求,本文以先進復合材料用高性能玻璃纖維產品為例,借助統計分析軟件,采用檢查表、柏拉圖、控制圖、正態分布、直方圖、不合格品數控制圖等方法,通過數據的收集與分析,指導相關技術人員開展工作,并針對不同的數據類型,采用相對應的統計工具和分析方法,從而進一步提高產品的質量穩定性。
1 統計技術用工具的基本原理
在一個統計問題中,稱研究對象的全體為總體,構成總體的每個成員稱為個體,若關心的是研究對象的某個數量指標,那么將每個個體具有的數量指標X稱為個體,這樣一來,總體就是某數量指標值X的全體(即一堆數),這一堆數有一個分布,從而可用一個分布描述,簡單地說,總體就是一個分布。統計學的主要任務就是:研究總體是什么分布,這個總體分布的均值、方差(標準差)是什么?從總體中抽取部分個體所組成的集合稱為樣本。樣本中的個體在強調其具體實物時也稱為樣品,樣本中所包含的個體的個數稱為樣本量。常用n表示從總體中抽取樣本是為了認識總體,即從樣本推斷總體,分布,總體均值,總體標準差。對結果有效,對樣本的抽樣要求。抽樣切記受到干擾,特別是人為干擾,某些人為的傾向性會使所得樣本不是簡單隨機樣本,從而使最后的統計推斷失效[3,4]。
1.1 檢查表
檢查表是按照系統工程方法,在對一個系統進行科學分析的基礎上,找出各種可能存在的風險因素,然后以提問的方式將這些風險因素列成的表格。可按團隊、設備、時期等類別,由風險管理專業人員、生產技術人員和現場工人共同參與編制[5]。
1.2 控制圖
控制圖是對過程質量特性進行測定、記錄、評估,從而監控過程是否處于控制狀態的一種統計方法的圖,由3條平行的直線組成,包括中心線、上控制線、下控制線,并有按時間順序抽取的樣本統計量數值的描點序列。常規控制圖的原理是基于“小概率事件不容易發生,一旦發生說明有異常情況”。如果小概率事件發生了,說明制造過程發生了異常波動。表1是常規控制圖的控制限公式。
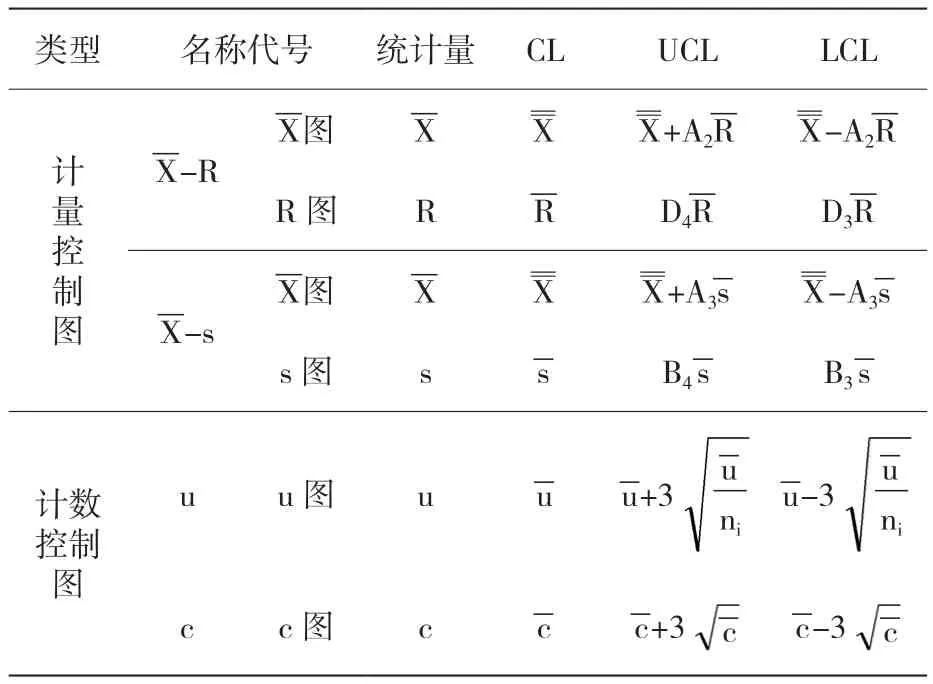
表1 常規控制圖控制限公式
表中:A2、A3、B3、B4、D3、D4——系數,查表可知。
1.3 正態分布N(μ、σ2)
質量管理中最重要也是最常用的分布,它能描述很多質量特性X隨機取值的統計規律性。正態分布含有兩個參數μ、σ,常記N(μ、σ2)。其中μ為正態分布的均值,位置參數,正態分布的中心,質量特性X在μ附近取值的機會最大;σ2是正態分布的離散程度,σ>0是正態分布的標準差,σ越大,數據分布越分散;σ越小,數據分布越集中[6]。
1.4 柏拉圖
柏拉圖又稱為排列圖,帕累托圖,主次因素分析法、柏拉托圖法等,它是根據“關鍵的少數和次要的多數”的原理而制做的。也就是將影響產品質量的眾多影響因素按其對質量影響程度的大小,用直方圖形順序排列,從而找出主要因素。柏拉圖的結構為兩個縱坐標和一個橫坐標,由數個直方形和一條折線構成。左側縱坐標表示頻率,右側縱坐標則表示累計頻率(以百分比表示),橫坐標表示影響質量的各種因素之名稱,按影響大小順序排列,直方形高度表示相應的因素的影響程度(即出現頻率為多少),上方折線則表示累計頻率線(又稱帕累托圖曲線)。通常累計百分比將影響因素分為三大類:占0~80%為A類因素,也就是主要因素;80%~90%為B類因素,是次要因素;90%~100%為C類因素,即一般因素[7]。
1.5 直方圖
直方圖又稱質量分布圖,是一種統計報告圖,由一系列高度不等的縱向條紋或線段表示數據分布的情況。一般用橫軸表示數據類型,縱軸表示分布情況。這是一個連續變量(定量變量)的概率分布的估計,它是一種條形圖。為了構建直方圖,第一步是將值的范圍分段,即將整個值的范圍分成一系列間隔,然后計算每個間隔中有多少值。這些值通常被指定為連續的,不重疊的變量間隔。間隔必須相鄰,并且通常是(但不是必須的)相等的大小。它是表示資料變化情況的一種主要工具[8,9]。用直方圖可以解析出資料的規則性,比較直觀地看出產品質量特性的分布狀態,對于資料分布狀況一目了然,便于判斷其總體質量分布情況。
1.6 分析軟件
采用美國SAS軟件公司的JMP統計分析軟件,JMP的算法強調統計方法的實際應用,交互性、可視化能力強,使用方便,適合非統計專業背景的數據分析人員使用。
2 數據收集及數據庫建立和分析
2.1 檢查表實例分析
統計方法進行質量控制主要依據是數據,數據要反映客觀的實際情況,不應有虛假的成分,否則即使進行了嚴格的、精確的計算和分析,其結果仍不可信,調查表就是一種很好的收集數據的方法。根據現有標準文件中規定的要求,收集了織物外觀檢驗的數據,將需要統計的關鍵特性錄入Word中,制定成統一的格式,受控下發。
通過圖1可以看到布卷外觀檢驗記錄表的情況,對工序質量或產品質量進行檢查與確認。尤其是織物外觀的檢查項目多,易遺漏,圖1的檢查表可以逐項進行,避免了錯誤和重復性的檢查。使操作人員能夠嚴格遵守操作規程的要求,保證產品質量,在批量很大的工作中,可以收集有意義、有價值的數據,為后續開展質量分析、質量控制提供了織物外觀的數據積累和支撐。

圖1 外觀檢驗記錄表
2.2 控制圖
2.2.1 計量控制圖實例分析
選用一個典型性的產品,并選取其生產過程產品線密度進行數理統計分析。將數據輸入Excel表中,再將上述Excel數據導入統計分析軟件,如表2所示,報表的行列設計應兼顧JMP軟件中數據表中計算取值規則。通過統計軟件操作,可以獲得線密度均值和移動極差控制圖,見圖2。

圖2 線密度控制圖

表2 線密度數據表
2.2.2 計數控制圖實例分析
選用一個典型性的織物產品,選取其生產的過程產品外觀疵點進行數理統計分析。將數據輸入Excel表中,再將上述Excel數據導入統計分析軟件,如表3所示,報表的行列設計應兼顧JMP軟件中數據表中計算取值規則。通過統計軟件操作,可以獲得外觀疵點控制圖,見圖3。

圖3 外觀疵點控制圖
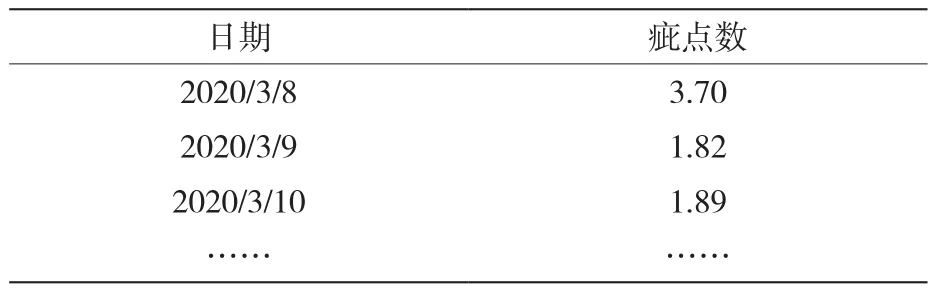
表3 外觀疵點數據表
以下判定準則為GB/T 4091-2001《常規控制圖規定》的判定準則,可優先選用的判定準則。也可以按其他方式確定判定規則,但必須在作業指導書或工藝文件得到規定,并經過批準方可使用。一旦發生異常波動,就應該盡快找出原因,采取措施加以消除。
通過以上匯總的結果,可以看到有捻紗的線密度、織物疵點數的測試結果都在控制限內,過程穩定。如果控制圖出現異常,表明需采取糾正措施,根據異常判定原則[5],異常產生后的措施包括:
(1)對過程進行驗證,如條件允許,可停工進行驗證。
(2)提高檢測頻率,并對異因進行分析調控,直至過程受控。
(3)將最后時段生產的產品進行隔離,加大抽檢量,如有可能對其進行全檢,找出不合格品。
(4)將所有不合格品進行隔離并進行標識。
(5)不合格品返工、返修或報廢。
(6)如原因不在本工段,通知責任區域/部門。
2.3 數據分布實例分析
跟蹤240 tex無捻粗紗在線監測線密度數據,對數據進行匯總分析,通過統計軟件的操作,形成線密度正態分位數圖,見圖4、圖5。可以看出,無捻粗紗線密度整體呈正態分布,均值為239.59 tex,散度σ為3.65,散度較小,說明集中度較好,以239.59 tex為中心值,線密度在230~250 tex階段的粗紗概率為100%。根據標準要求,240 tex無捻粗紗公稱線密度為240 tex,合格范圍為222~258 tex,這表明生產的粗紗線密度質量穩定可靠。

圖4 無捻粗紗線密度概率密度分布
如果對產品的線密度按批次進行正態分位數圖做進一步分析,對比該產品線密度均值和散度σ歷史水平,可以知道現行生產的批次產品線密度的分布情況,如有較大偏離,應及時進行原絲或紗團配比組合,起到提前預警作用。如圖5所示,當線密度在238~239 tex之間出現“缺口”(該段出現概率偏低)時,應考慮增加部分該段內的線密度粗紗,使產品分布更加合理,最終滿足客戶對線密度更窄控制范圍要求。由此可見,數據的分析結果,可科學、有效地實施批產品性能參數合理分布及質量可控的目的,同時提高了工作效率。

圖5 批次內無捻粗紗線密度統計圖
2.4 柏拉圖實例分析
選定了需要分析的項目,對問題的現象、狀況、原因加以層別分類;根據檢查表收集的內容,把發生的織物疵點分別錄入,匯總分析整理數據,見表4,通過統計軟件的操作,形成分類項目匯總表,分類項目按數據多少由大到小排列,見圖6。
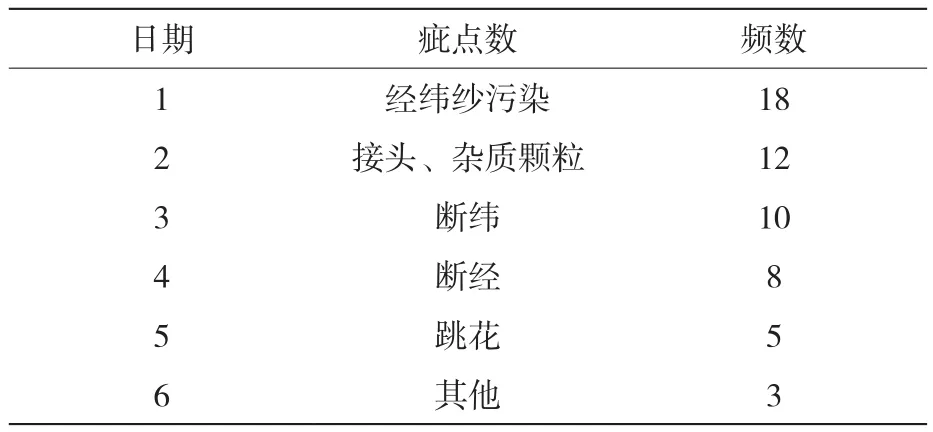
表4 外觀疵點數據

圖6 外觀疵點匯總圖
通過以上匯總的數據可以看到,該產品外觀的疵點匯總結果,從圖中可以看到主要疵點是“經緯紗污染”等,應有針對性的采取措施。其核心就是帕雷托法則又稱80/20法則。學會了它,能讓你在工作中不必花大部分時間浪費在無用的問題上,用更少的精力解決更大的問題,用更少的付出收獲最多的收益。
2.5 直方圖實例分析
跟蹤240 tex無捻粗紗在線監測線密度數據,從穩定正常的生產過程中得到的數據所做出的直方圖,對數據進行匯總分析,通過統計軟件的操作,形成線密度直方圖。見表5、圖7可以看出,無捻粗紗線密度整體呈正態分布。
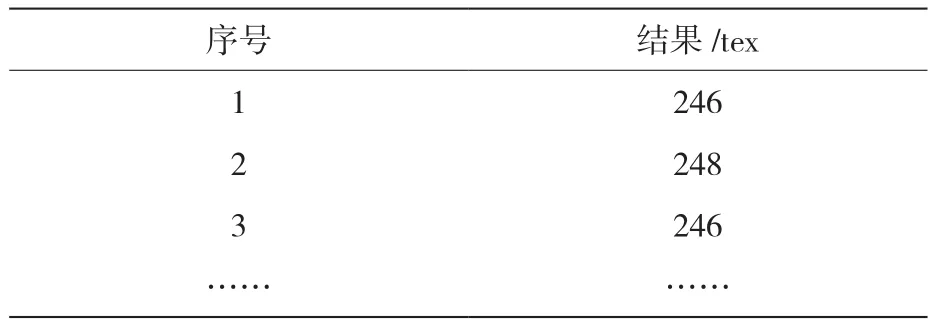
表5 線密度統計結果
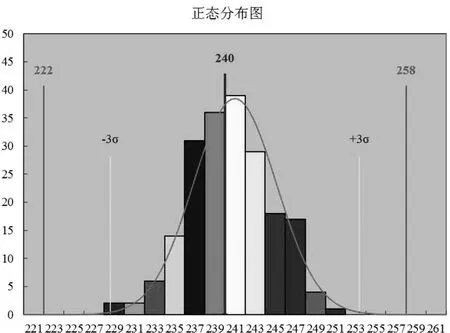
圖7 線密度正態分布圖
參照典型的直方圖的分析[10]:
根據匯總的數據,可以看到該批次產品呈標準分布,整體的平均值于最大值和最小值的中間值相同或接近,平均值附近的數據頻數最多,頻數在中間值向兩邊緩慢下降,以平均值左右對稱,整體狀態穩定,這種形狀也是最常見的。
3 結論
統計工具的應用,是根據不同的問題,采用不同的分析方法,使高性能玻璃纖維產品生產過程質量更加的穩定,通過匯總分析,可以得出以下結論。
(1)對產品檢驗結果的匯總分析,統計工具的使用,可以監控過程的穩定性,發生異常情況時及時預警,同時對人員的培訓有助于產品質量穩定性的提高。
(2)通過檢查表、柏拉圖、直方圖以及正態分布的使用,可以有效利用數據進行統計分析,能夠快速地抓住高性能玻璃纖維生產過程中的主要矛盾,找到問題癥結,及時制定相應的措施從而解決問題,提高了工作效率,對產品質量控制也不是憑直覺或者經驗,而是科學、有效地分析、解決問題。
(3)統計工具的使用,可以將數據變成圖表,通過視覺化的符號展現出來,提升對數據的理解能力。
(4)統計工具的使用,是企業實現科學管理及監督的一種重要手段,更是企業用來指導生產、計劃和執行決策的一種依據,是各企業的一項基礎且重要的工作。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
電子制作(2018年18期)2018-11-14 01:48:24
產品可靠性報告(2017年7期)2017-09-05 09:49:12
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車觀察(2016年3期)2016-02-28 13:16:26
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
中國質量與標準導報(2014年1期)2014-02-28 22:21:28
