復(fù)位組件裝配設(shè)備的設(shè)計(jì)與應(yīng)用
2021-08-21 09:28:54向宇偉李紅軍
武漢紡織大學(xué)學(xué)報(bào) 2021年4期
向宇偉,周 嘯,李紅軍
(武漢紡織大學(xué) 機(jī)械工程與自動(dòng)化學(xué)院,湖北 武漢 430200)
目前我國(guó)國(guó)產(chǎn)電子提花機(jī)在國(guó)內(nèi)市場(chǎng)上的份額發(fā)生了較大的變化,已經(jīng)在國(guó)內(nèi)市場(chǎng)占據(jù)了主動(dòng),而且在海外市場(chǎng)也開(kāi)始受到越來(lái)越多的關(guān)注[1]。提花龍頭組件是電子提花機(jī)實(shí)現(xiàn)對(duì)織物提花織造的關(guān)鍵零部件,而復(fù)位組件是提花龍頭組件的重要零部件。目前提花龍頭組件中復(fù)位組件的主要裝配方式為人工裝配,存在裝配效率低,裝配質(zhì)量一致性差等問(wèn)題。因此,為提高裝配效率及質(zhì)量,采用自動(dòng)化裝配設(shè)備代替人工裝配是一個(gè)亟待解決的問(wèn)題。基于此,本文根據(jù)復(fù)位組件的生產(chǎn)裝配要求,對(duì)復(fù)位組件自動(dòng)化裝配設(shè)備進(jìn)行研究開(kāi)發(fā)。
1 復(fù)位組件裝配要求與方法研究
1.1 復(fù)位組件裝配要求分析
復(fù)位組件由復(fù)位件和復(fù)位彈簧組成,復(fù)位件為不規(guī)則的塑料件,長(zhǎng)度為18mm,寬為5mm,高為7mm,復(fù)位件如圖1(a)所示,復(fù)位彈簧長(zhǎng)度為6mm,直徑為4mm,復(fù)位彈簧如圖1(b)所示。

圖1 復(fù)位組件及零件
其中,復(fù)位彈簧與復(fù)位件中間的凹槽相配合組成復(fù)位組件,如圖1(c)所示。
人工裝配時(shí)首先需要左手持復(fù)位件,右手持復(fù)位彈簧,然后將復(fù)位件與復(fù)位彈簧相配合組成復(fù)位組件,最后將復(fù)位組件裝配至中間夾板凹槽中,完成復(fù)位組件的裝配。中間夾板如圖2所示。

圖2 中間夾板
1.2 復(fù)位組件裝配方法研究
針對(duì)復(fù)位組件裝配要求分析,研究復(fù)位組件裝配方法。該方法應(yīng)解決的主要問(wèn)題為:(1)復(fù)位彈簧與復(fù)位件的自動(dòng)上料;(2)復(fù)位彈簧的分離;(3)復(fù)位件的分離;(4)復(fù)位件的定位校正;(5)復(fù)位組件的裝配;
復(fù)位件與復(fù)位彈簧均采用振動(dòng)盤(pán)進(jìn)行上料。彈簧振動(dòng)盤(pán)將無(wú)序的復(fù)位彈簧排列為連續(xù)有序的復(fù)位彈簧,此時(shí)需要將最前面的復(fù)位彈簧與后面的復(fù)位彈簧進(jìn)行分離。分離時(shí)應(yīng)避免被分離的復(fù)位彈簧與后面的彈簧發(fā)生纏繞,卡住等現(xiàn)象。
復(fù)位件通過(guò)振動(dòng)盤(pán)自動(dòng)上料后,分離機(jī)極將復(fù)位件進(jìn)行單個(gè)分離,每次只有一個(gè)復(fù)位件可以被分離,其余復(fù)位件被阻擋。
在校正過(guò)程中,利用復(fù)位件的幾何特征進(jìn)行校正定位,對(duì)復(fù)位件進(jìn)行校正時(shí)應(yīng)保證任意角度的復(fù)位件都能被校正至同一狀態(tài),保證復(fù)位件裝配的準(zhǔn)確性。
裝配過(guò)程中,首先將中間夾板進(jìn)行定位,然后通過(guò)裝配機(jī)極夾取復(fù)位件與復(fù)位彈簧組成復(fù)位組件,夾取時(shí)將復(fù)位組件的寬度壓縮至3.5mm,最后將復(fù)位組件裝配至中間夾板的凹槽中,完成復(fù)位組件的裝配。
根據(jù)以上特點(diǎn)分析和方法研究,確定復(fù)位組件裝配工藝流程為:復(fù)位彈簧自動(dòng)上料、復(fù)位彈簧分離、復(fù)位件自動(dòng)上料、復(fù)位件分離、復(fù)位件定位、中間夾板定位、復(fù)位組件裝配,擬定復(fù)位組件裝配工藝流程圖,如圖3所示。
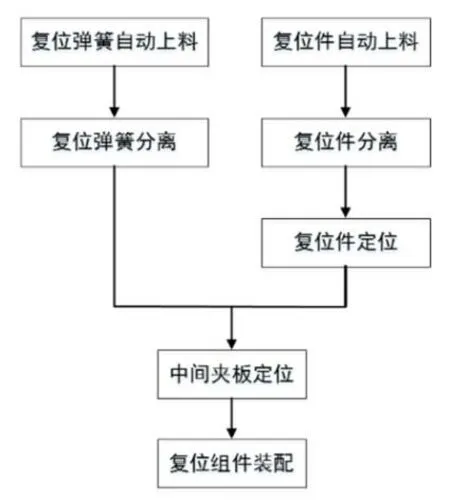
圖3 復(fù)位組件裝配工藝流程圖
2 復(fù)位組件裝配設(shè)備設(shè)計(jì)
2.1 復(fù)位組件裝配設(shè)備總體方案設(shè)計(jì)
復(fù)位組件裝配設(shè)備結(jié)極示意圖如圖4所示。復(fù)位組件裝配設(shè)備由復(fù)位彈簧自動(dòng)上料機(jī)極、復(fù)位彈簧分離機(jī)極、復(fù)位件自動(dòng)上料機(jī)極、復(fù)位件定位機(jī)極、中間夾板定位機(jī)極、復(fù)位組件裝配機(jī)極六大模塊組成,通過(guò)各模塊的幵行控制,實(shí)現(xiàn)復(fù)位組件的自動(dòng)化裝配。
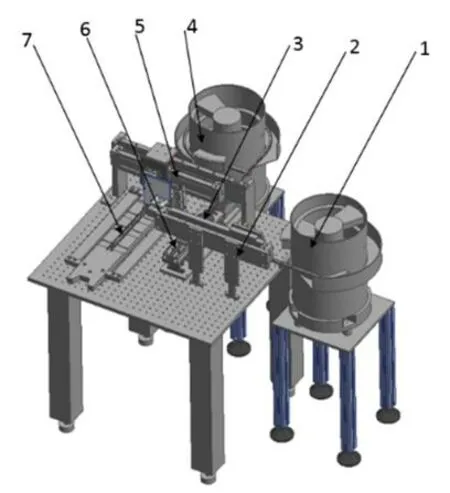
圖4 復(fù)位組件裝配設(shè)備結(jié)構(gòu)圖
2.2 復(fù)位組件裝配機(jī)構(gòu)設(shè)計(jì)及校核
復(fù)位組件裝配機(jī)極如圖5所示。復(fù)位組件裝配機(jī)極由夾取缸、Z向移動(dòng)缸、下壓缸、橫向移動(dòng)缸組成。裝配原理:夾取缸將復(fù)位件與復(fù)位彈簧組合在一起形成復(fù)位組件,然后通過(guò)Z向移動(dòng)缸和橫向移動(dòng)缸運(yùn)動(dòng)至裝配位,最后通過(guò)下壓缸將復(fù)位組件裝配至中間夾板對(duì)應(yīng)的裝配位中,完成復(fù)位組件的裝配。
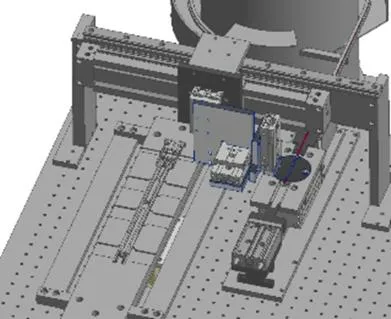
圖5 復(fù)位組件裝配機(jī)構(gòu)結(jié)構(gòu)圖
在裝配過(guò)程中,由于復(fù)位組件裝配機(jī)極Z向移動(dòng)缸承受載荷較大,因此對(duì)Z向氣缸的力負(fù)載進(jìn)行校核。由文獻(xiàn)[2],計(jì)算允許力負(fù)載Wa:

其中,K:治具安裝方式修正系數(shù);Wmax:最大允許負(fù)載;β:允許負(fù)載修正系數(shù);W:負(fù)載類(lèi)型及重量W(N)。
根據(jù)設(shè)計(jì)方案,設(shè)置材料為鋁合金6061,可以求得Z向移動(dòng)缸上的負(fù)載總質(zhì)量m=0.957kg,那么實(shí)際負(fù)載為:

Z向移動(dòng)缸型號(hào)為HLQ12×20,由文獻(xiàn)[2]得知其安裝方式修正系數(shù)K=1;最大允許負(fù)載Wmax=15N;允許負(fù)載修正系數(shù)β=1;因此可以求出允許力負(fù)載為:

結(jié)果判定:W≤Wa;實(shí)際負(fù)載小于允許力負(fù)載,因此Z向氣缸滿(mǎn)足負(fù)載要求。
3 復(fù)位組件裝配機(jī)構(gòu)有限元分析
3.1 靜力學(xué)分析理論
線性靜態(tài)結(jié)極分析用于計(jì)算在固定不變載荷作用下結(jié)極的應(yīng)力、應(yīng)變等[3]。結(jié)極動(dòng)力學(xué)與靜力學(xué)問(wèn)題類(lèi)似,但增加了慣性力和阻尼力,且所有的變量都將隨時(shí)間而變化。由文獻(xiàn)[4],得到結(jié)極動(dòng)力學(xué)三大方程和邊界條件如下:
(1)平衡方程

(2)幾何方程

(3)物理方程

(4)邊界條件


通過(guò)虛功原理進(jìn)行計(jì)算,然后通過(guò)單元的各個(gè)矩陣,形成整體的有限元方程,即

因此在結(jié)極動(dòng)力學(xué)方程中忽略時(shí)間的影響可以得到線性靜態(tài)結(jié)極分析的整體剛度方程為:

在靜力分析中,假設(shè)K為一常量矩陣且必須是連續(xù)的,F(xiàn)為靜態(tài)加載到模型上的力,該力不會(huì)隨時(shí)間而變化[3]。
3.2 有限元分析模型簡(jiǎn)化及前處理
有限元分析一般流程分為模型簡(jiǎn)化、前處理、后處理三部分。在Ansys Workbench環(huán)境中對(duì)復(fù)位組件裝配機(jī)極進(jìn)行靜力學(xué)分析,驗(yàn)證復(fù)位組件裝配機(jī)極設(shè)計(jì)的合理性及可行性。
在Auotodesk Inventor軟件中對(duì)復(fù)位組件裝配機(jī)極進(jìn)行模型簡(jiǎn)化,然后將模型導(dǎo)入到Ansys軟件中Static Structure模塊,對(duì)復(fù)位組件裝配機(jī)極進(jìn)行靜力學(xué)分析。
首先設(shè)置模型材料為6061鋁合金,具體參數(shù)如表1所示。然后采用四面體網(wǎng)栺對(duì)模型進(jìn)行網(wǎng)栺劃分,網(wǎng)栺大小為5mm,生成的網(wǎng)栺單元數(shù)為167071,節(jié)點(diǎn)數(shù)為298072。根據(jù)實(shí)際運(yùn)行狀態(tài),整個(gè)平臺(tái)與地面固定,零件間的接觸采用綁定接觸,部分零件間采用摩擦接觸,摩擦系數(shù)為0.2;在Z向移動(dòng)缸上添加豎直向下的力F=10N,邊界條件設(shè)置完成,進(jìn)行分析。

表1 材料屬性
3.3 有限元分析后處理
在Ansys Workbench的靜力學(xué)分析模塊中,通過(guò)運(yùn)算求解得到模型位移云圖、等效應(yīng)力云圖、等效應(yīng)變?cè)茍D。位移云圖如圖6所示,得到最大位移發(fā)生在裝配部分Z向氣缸安裝塊上,最大位移為0.035mm,最大應(yīng)力為15.45MPa,最大應(yīng)力遠(yuǎn)遠(yuǎn)小于材料的屈服強(qiáng)度。滿(mǎn)足設(shè)計(jì)要求。
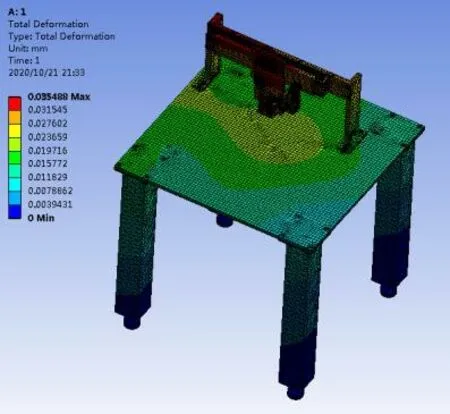
圖6 位移云圖
4 樣機(jī)制造及實(shí)驗(yàn)數(shù)據(jù)
根據(jù)總體設(shè)計(jì)方案制造實(shí)驗(yàn)樣機(jī),實(shí)驗(yàn)樣機(jī)如圖7所示。對(duì)實(shí)驗(yàn)樣機(jī)進(jìn)行裝配功能測(cè)試,實(shí)驗(yàn)結(jié)果表明能夠?qū)崿F(xiàn)復(fù)位組件自動(dòng)化裝配的功能[5]。
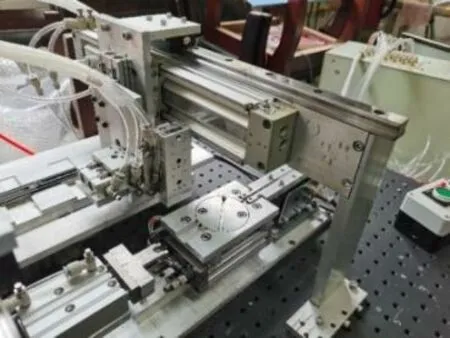
圖7 樣機(jī)外觀圖
幵且經(jīng)過(guò)多次實(shí)驗(yàn)得到復(fù)位件裝配的工作數(shù)據(jù),如表2所示。
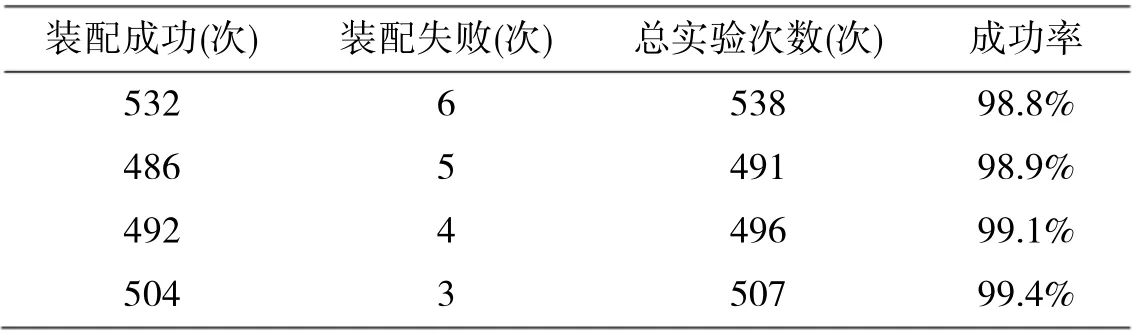
表2 工作數(shù)據(jù)
由實(shí)驗(yàn)數(shù)據(jù)發(fā)現(xiàn),復(fù)位組件裝配設(shè)備能夠?qū)崿F(xiàn)復(fù)位組件的自動(dòng)化裝配,解決了人工裝配勞動(dòng)強(qiáng)度大,裝配質(zhì)量一致性差的問(wèn)題,能夠較好的代替人工進(jìn)行生產(chǎn)。
5 結(jié)論
(1)對(duì)復(fù)位組件裝配要求與方法的研究,分析得出復(fù)位組件裝配工藝流程。
(2)根據(jù)復(fù)位組件裝配工藝流程,確定復(fù)位組件裝配設(shè)備總體設(shè)計(jì)方案,通過(guò)Ansys軟件對(duì)復(fù)位組件裝配機(jī)極進(jìn)行靜力學(xué)分析,驗(yàn)證設(shè)計(jì)方案的合理性與可行性。
(3)通過(guò)總體設(shè)計(jì)方案進(jìn)行樣機(jī)試制,得出該自動(dòng)裝配設(shè)備裝配準(zhǔn)確性及穩(wěn)定性較高,枀大程度減輕了人工裝配的勞動(dòng)強(qiáng)度,從而大幅度的提高裝配效率和企業(yè)的效益。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
電子制作(2018年11期)2018-08-04 03:26:08
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
消費(fèi)者報(bào)道(2014年7期)2014-07-31 11:23:57
機(jī)電產(chǎn)品開(kāi)發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18