基于某型起動機的機械密封失效分析
2021-08-20 08:54:08喬思佳
機械工程與自動化 2021年3期
喬思佳,胡 冬
(航空機電系統綜合航空科技重點實驗室 航空工業南京機電液壓工程研究中心,江蘇 南京 211106)
0 引言
機械密封是旋轉機械中常用的一種密封形式。它是由至少一對垂直于旋轉軸線的端面在流體壓力和補償機構彈力作用下保持貼合,并相對滑動而構成的防止流體泄漏的裝置[1],它主要由密封端蓋、彈簧、靜環、動環和O型密封圈組成。通過彈性元件和介質的壓緊力保持端面貼合,并維持一層極薄的流體膜,進而達到密封的目的。
與其他密封方法相比,機械密封具有工作可靠、密封效果好且使用壽命長等特點[2]。據不完全統計,國內外在各種旋轉類機械設備和儀器上常采用機械密封,采用這種密封方式的旋轉設備高達95%左右[3]。但在如今的工業應用中,機械密封失效很普遍,且密封件失效后的維修工作較為繁瑣,費用高昂,失效問題已成為影響產品性能和技術發展的瓶頸[4]。
1 失效模式分析
機械密封通常是整個旋轉機械的薄弱環節,其故障或失效往往是造成設備維修的主要原因。據統計,在旋轉設備發生的故障中,因機械密封失效而維修的占維修設備總量的50%左右[5]。
機械密封失效的主要表現形式就是泄漏,圖1為端面動密封結構簡圖。圖1中,h為端面高度;d1為端面內徑;d2為端面外徑;db為平衡直徑。其主要有以下5處泄漏點:①摩擦副端面之間;②靜環(補償環)處的輔助密封圈;③密封腔與端蓋之間的結合面;④動環與轉軸之間的接觸面;⑤靜環(石墨環)本身可能存在的泄漏孔隙。
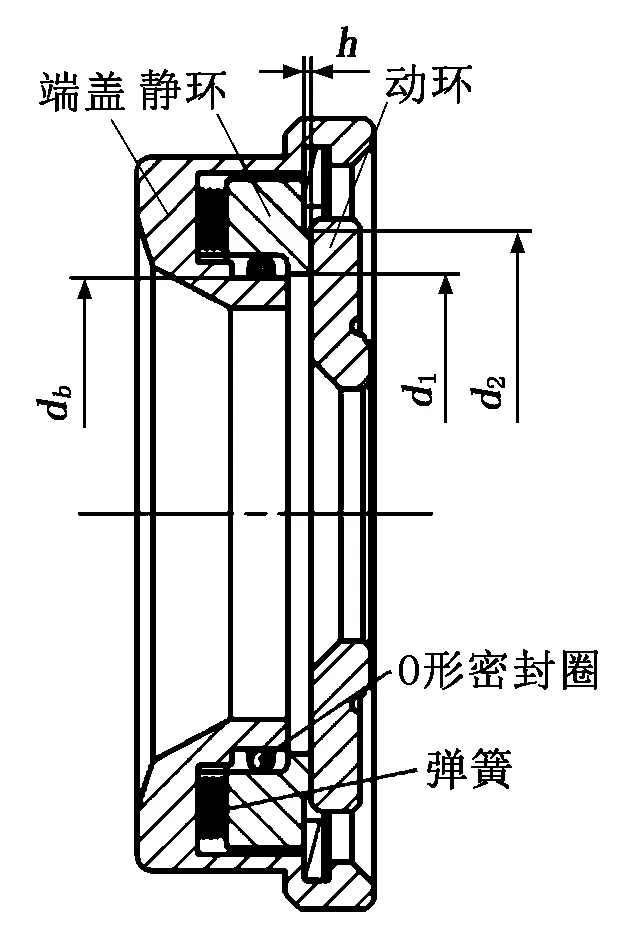
圖1 端面動密封結構圖
以下對各泄漏點的具體情況進行分析。
1.1 摩擦副端面之間的泄漏
端面之間的泄漏原因包括零件超差、安裝等因素。
(1) 零件超差一般包括彈性元件彈力不足和端面表面質量不足,前者可重新設計或更換彈簧,端面表面質量不足通常是平面度、粗糙度達不到密封要求,解決方法一般是重新研磨拋光達到密封技術要求,或者直接更換密封環。
(2) 裝配問題也是端面泄漏失效的重要因素,未嚴格按照工藝規程進行安裝時,可能導致安裝尺寸偏差較大,從而導致端面泄漏失效。因此,必須仔細閱讀安裝說明書及附圖。
1.2 補償環輔助密封圈處的泄漏
(1) 設計缺陷。主要體現為輔助密封圈的選型不合理和材料不相容,密封圈的壓縮率偏小或偏大都有可能造成失效泄漏。對此,應重新選用適宜的密封圈型式和材料。
(2) 工藝問題。表現為加工出的軸存在較大的尺寸公差和粗糙度,導致與密封圈無法緊密貼合,發生泄漏失效。對此,應修正零件尺寸和粗糙度,或直接用合格品替換。
1.3 密封端蓋與腔體結合面之間的泄漏
端蓋與腔體結合面的泄漏主要原因在于配合端面存在缺陷。針對凹坑、劃痕等缺陷,可涂布密封膠進行應急處理;對于端面間的異物,需要拆卸清理,必要時更換受損密封墊片;對于端面壓緊力過大、過小或受力不均的問題,應重新調整螺栓力。
1.4 動環與軸之間的泄漏
由于動環通常處于密封腔內部,拆卸和檢查都較為麻煩,因此動環和軸之間的泄漏往往被忽略或誤判,結果延誤了采取準確措施的時機。為此,可以試著觀察泄漏量的變化。一般來說,其他泄漏點的泄漏量往往不穩定,如端面不平造成的泄漏,有可能經過磨合泄漏量逐漸減小;而動環與軸之間的泄漏,一般源于安裝不當或損傷,泄漏量較為穩定。
1.5 石墨環本身的孔隙泄漏
由于碳石墨制品本身含有孔隙,因此容易發生泄漏。通常石墨環需要經過浸漬與固化處理,方能投入使用。如果浸漬或固化未達到要求,或處理后又經過切削等加工,加工余量過大就會產生泄漏失效。為此,應對機械加工的最終成品再一次進行浸漬處理。
2 故障分析
通過失效分析,并采取一定的改進措施,可以提高機械密封的技術水平。
2.1 失效分析方法
對發生失效的機械密封進行詳細調查是失效分析的首要環節。一般失效調查內容如下:
(1) 設備停車前檢查,包括:設備進出口壓力檢查;設備運行歷史檢查;產品和密封腔的溫度測量;泄漏點檢查;泄漏類型判斷,如產品泄漏、閃蒸或急冷泄漏;噪聲或振動強度。
(2) 設備拆卸后的調查,包括:設備結構分析;軸承狀態檢查;安裝調整狀況檢查;密封腔、沉積物和磨損狀況檢查。
(3) 機械密封零件調查,包括:密封件運行歷史調查;密封件污染、結垢、腐蝕狀況;密封件表面磨損狀況;機械密封泄漏點分析;機械密封泄漏機理分析。
本文采用上述分析方法,對某型渦輪起動機機械密封漏油故障進行失效分析。
2.2 故障概述與設備停車前檢查
2019年6月11日,某型渦輪起動機(以下簡稱“產品”)在使用時發生漏油故障,由于使用現場不支持故障復現和相關參數測量,于2019年7月12日安排返廠檢查,按照“設備停車前檢查”要求進行相關故障分析工作。檢查內容包括噪聲或振動強度、設備運行歷史、設備進氣壓力和溫度、泄漏點檢查以及泄漏類型判斷。
首先,在設備工作現場發現渦輪排氣邊處有滑油,底部有油滴,無噪聲或振動異常。
調查設備運行歷史,發現該產品累計工作121 h。
產品返廠后,依據驗收試驗大綱進行了4次性能復試,試驗條件見表1,未出現滑油掛滴。
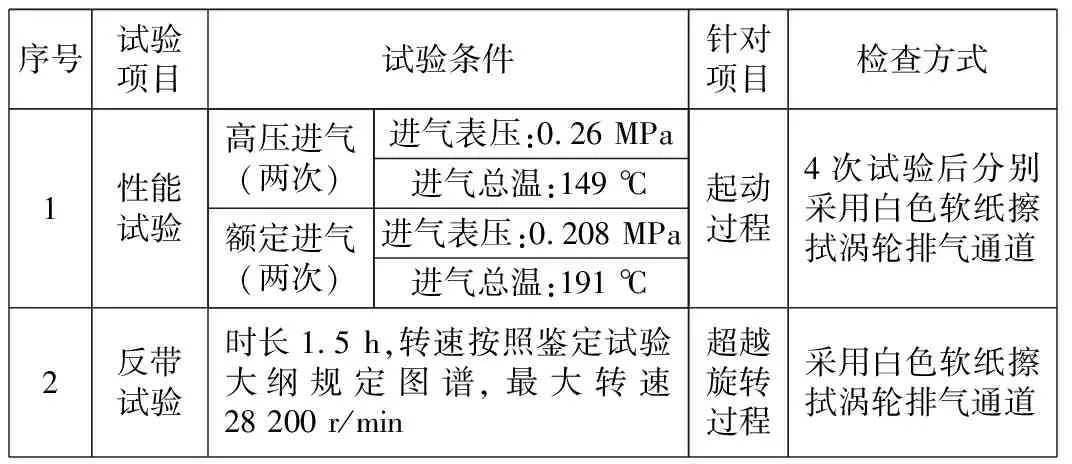
表1 復試項目及試驗條件
為模擬起動機隨發動機的工作狀態,增加1.5 h的反帶試驗,并設置4個滑油檢測點,檢查機械密封漏油情況。試驗完成后排氣通道底部出現滑油掛滴,故障復現。
通過觀察4個滑油監測點,排除了滑油來自于通氣螺塞噴油滴落、轉速傳感器處滑油滲漏和接合面滲漏的可能性,確定渦輪排氣通道下方掛滴的油液來自于渦輪端機械密封結構處。
2.3 設備拆卸后的調查
按照“設備拆卸后的調查” 要求對產品進行分解,主要進行設備結構分析、軸承狀態檢查、安裝調整狀況檢查、密封腔、沉積物和磨損狀況檢查。
首先進行結構分析,渦輪端機械密封結構如圖2所示,1、2處貼合面均涂樂泰620粘接,3、4處采用膠圈密封。
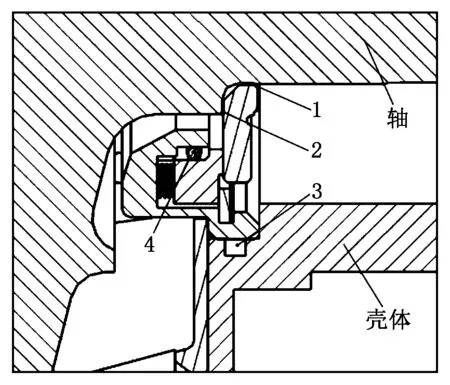
圖2 渦輪端機械密封結構圖
接著檢查軸承狀態和安裝調整狀況,經過觀察,起動機的整體結構、渦輪軸狀態完好,安裝狀況正常,各處密封膠完好。
最后,對密封腔體、介質狀態等進行檢查,未見異物及異常磨損。
綜上所述,可將問題定位到渦輪端機械密封失效。
2.4 機械密封拆卸后的調查
對機械密封進行拆解,按照“機械密封拆卸后的調查”要求進行相關檢查。主要內容包括密封件的運行歷史、密封件表面磨損狀況以及污染、結垢、腐蝕狀況等,在此基礎上分析確定機械密封泄漏點。
首先,機械密封運行歷史與起動機一致。下面直接以“機械密封泄漏”為頂事件,分析機械密封零部件,確定泄漏點,如圖3所示。
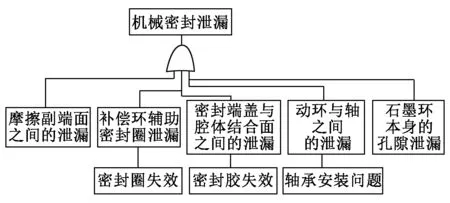
圖3 機械密封泄漏定位分析故障樹
通過檢查發現:石墨密封端蓋與渦輪殼體或密封腔體之間的密封膠完好,可排除密封端蓋與腔體結合面之間的泄漏;石墨密封環內的膠圈完好無破損,彈性良好,無變硬、鼓泡等現象,校核該膠圈的實際壓縮率為19.34%,符合標準要求,排除補償環輔助密封圈處的泄漏;同時,考慮到性能復試時沒有出現泄漏,簡單檢查機械密封的軸承,并未發現安裝問題,基本可排除動環與軸之間的泄漏和石墨環本身的孔隙泄漏。因此,可將問題定位在摩擦副端面之間的泄漏。
接著,以“摩擦副端面泄漏”為頂事件,列出如圖4所示故障樹,進行排查工作。
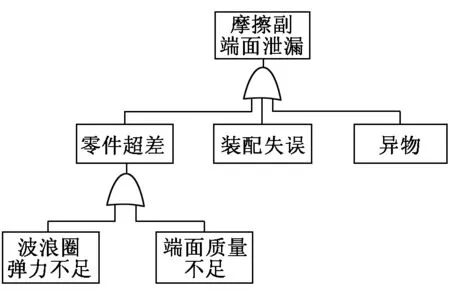
圖4 摩擦副端面泄漏故障樹
首先檢查機械密封裝配狀況和端面表面狀況,未發現安裝問題和表面異物,可排除這兩個底事件。
石墨密封組件主要由密封殼體、石墨靜環、動環、波浪圈構成,零件尺寸超差會導致機械密封實際工況與設計不符,可能會引起漏油。復測相關零件尺寸,均符合圖紙要求,該底事件可以排除。
對石墨密封組件內波浪圈進行彈力復測,結果見表2,彈力合格,該底事件可排除。
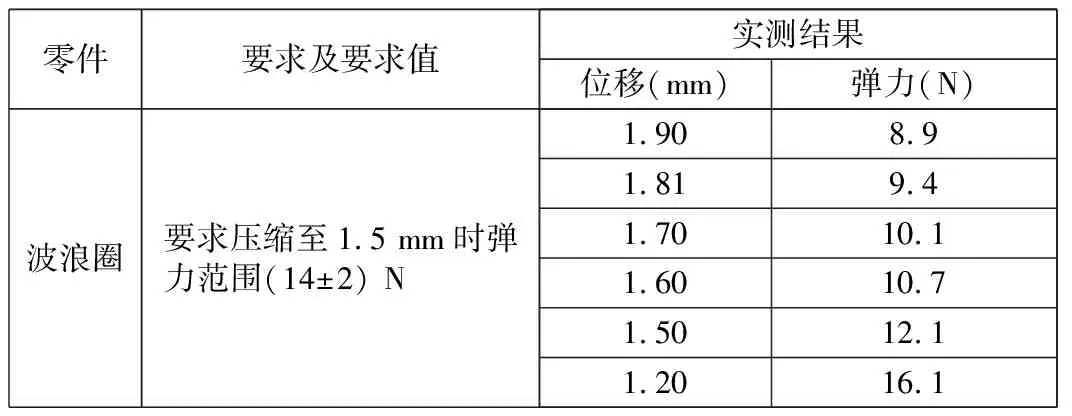
表2 波浪圈彈力復測
從本次返廠后的性能復試來看,該產品符合試驗大綱要求標準。這說明該產品在符合原先的密封性設計要求下仍然在外場發生了漏油故障,因此原有的設計要求不滿足外場實際使用需求,該底事件不可排除。
2.5 設計改進
對機械密封端面重新進行計算,過程如下:
根據經驗,該機械密封端面比壓在(0.133~0.137) MPa范圍內時,工作狀態較為理想。端面比壓pr由式(1)計算可得:
pr=ps+(B-λ)Δp.
(1)
其中:ps為彈簧比壓;B為平衡系數;λ為介質反壓系數,取經驗值1/3;Δp為端面的外壓差,為0.13 MPa。
平衡系數B由下式計算:
(2)
其中:Ae為有效作用面積;A為端面面積;d2=38.2 mm;db=31.8 mm;d1=32.4 mm。
將相關數據代入式(2)計算得B≈1.094。
將上述參數代入式(1),計算得彈簧比壓ps推薦值為(0.034~0.038) MPa。
計算端面面積A為:
因此,波形彈簧彈力Fs可表示為:
Fs=ps·A≈(10.9~12.3) N.
即彈簧需在安裝高度下提供(10.9~12.3) N的彈力才能使整個機械密封結構處于理想的工作狀態,實測該波浪圈的安裝高度為1.81 mm,在該高度下,波浪圈的彈力為9.3 N,低于計算要求。
因此,可在原有的技術條件基礎上,在安裝工藝中增加對波浪圈的篩選要求,復測波浪圈的實際安裝高度與波浪圈在該高度下的彈力,使其在(10.9~12.3) N的范圍內,以達到良好的密封效果。
2019年9月3日,對故障件僅更換彈力合格的波浪圈,經4次性能試驗和1.5 h反帶試驗后,沒有發生渦輪排氣通道滑油滲漏情況,故障排除。
落實上述措施后,共交付38臺新品,未接到渦輪排氣通道滑油掛滴的故障反饋,措施有效。
3 結論
本文簡單介紹了機械密封基本原理,對其常見失效機理進行分析,并通過實例介紹了機械密封的故障分析方法。通過上述分析可知,針對機械密封失效問題,合理的排故措施尤為重要。機械密封設計中,端面比壓和彈簧壓力的計算選用直接關系到端面密封效果。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年8期)2020-05-25 09:07:38
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50