提高滲碳淬火齒輪磨齒效率的方法分析
2021-08-20 08:54:12古彬宏
機械工程與自動化 2021年3期
關鍵詞:優化
古彬宏
(太原重工股份有限公司 技術中心,山西 太原 030024)
1 齒輪成型磨削存在的問題
重載齒輪箱齒輪承受的載荷很大,要求具有傳動平穩、低噪聲、壽命長等特點。所以,對齒輪齒部的加工精度提出了很高的要求。而要提高齒輪齒部的精度只能通過成形磨齒機的磨削來保證。成形磨齒機將砂輪按齒槽的形狀進行修整,無需展成磨削,避免了傳統磨齒機因展成運動、角度運動、齒形齒向多方向誤差累計較大造成磨削精度低的缺點。
目前太重股份有限公司加工的齒輪類零件采用滾齒+滲碳淬火+磨齒工藝,齒輪滲碳淬火后表面具有很高的硬度,達到HRC58以上。而成形磨齒機在磨削時磨削效率較低、磨削加工時間長,所以磨齒往往是滲碳淬火齒輪所有加工周期中最長的機加工工序,是制約生產成套性的瓶頸。為保證滲碳淬火齒輪的齒形、齒向偏差、周節累計偏差、徑向跳動等的高精度,減小滲碳淬火齒輪磨齒的磨削時間,有利于提高生產效率,降低產品制造的成本。
齒面磨削示意圖如圖1所示。隨著砂輪的高速旋轉,將齒表面材料進行去除、成形。提高磨齒效率主要與砂輪的合理選擇、磨削參數的正確設置有關。
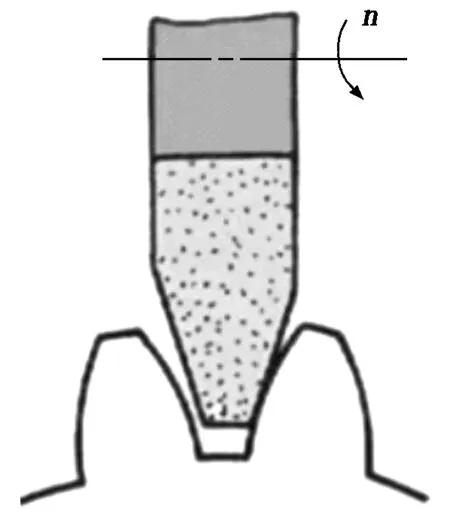
圖1 齒面磨削示意圖
2 砂輪的選擇
砂輪的選擇主要考慮磨料、粒度、硬度、結合劑等。
2.1 磨料
砂輪磨料的選擇主要與被磨工件材料及熱處理方法、硬度有關。砂輪需具有很高的硬度、耐磨性、耐熱性和一定的韌性,同時還應具備鋒利的尖角,便于切削金屬。目前,磨料按組成成分不同主要分為以下三類:
(1) 碳化物:主要有黑碳化硅、綠碳化硅、碳化硼、立方碳化硅等,適合磨削不銹鋼、鑄鐵、黃銅和非金屬材料等。
(2) 氧化物系:主要有棕剛玉、白剛玉、鋯剛玉、單晶鋼玉、微晶鋼玉等,適合磨削碳鋼、高速鋼、軸承鋼、工具鋼等。
(3) 超硬磨料:主要有天然金剛石、人造金剛石、立方氮化硼等,一般磨削硬度高、脆性大的材料。同時金剛石類磨料也可作為修整砂輪工具。
對于滲碳淬火的齒輪齒面磨削,建議采用剛玉、陶瓷類磨料。
2.2 粒度
粒度是指砂輪顆粒規格的大小尺寸,砂輪顆粒規格尺寸越小,粒度牌號則越小;反之,則粒度牌號越大。砂輪粒度的選擇與齒輪磨削時的加工時間、齒面粗糙度有直接關系。
2.2.1 粗粒度砂輪適用條件
在下列情況下選用較粗粒度的砂輪進行磨削:
(1) 韌性大、硬度較低的零件。
(2) 導熱性差、易燒傷的材料。
(3) 進給量較大時。
(4) 齒面粗糙度要求不高時,即在滿足粗糙度要求的前提下,盡可能選擇較粗粒度的砂輪。
(5) 齒面與磨削接觸面積大時,應選擇較大粒度的砂輪,以防止磨削時產生過大熱量造成磨削燒傷。
2.2.2 細粒度砂輪適用條件
在下列情況下選用較細粒度的砂輪進行磨削:
(1) 齒面磨削時,提高成形砂輪的保持性,保證較高的磨削齒部精度。
(2) 齒面粗糙度要求較高時。
(3) 磨削齒面模數較小的零件。
滲碳淬火的齒輪在磨削時應該選擇粒度46~80的砂輪,可以增加砂輪與齒面磨削時的接觸面積,降低齒面的粗糙度。同時砂輪應具有一定的容屑空間,保證排屑和散熱性能。
2.3 硬度
砂輪的硬度是指齒輪磨齒時,砂輪高速旋轉,在機床軸向力、徑向力的作用下,砂輪表面上磨粒破碎或從結合劑中脫落的難易程度。選擇硬度偏軟砂輪的一般原則是:
(1) 加工材料硬度較低的齒輪,為增加磨削接觸面積,可使用硬度偏軟的砂輪。
(2) 磨削熱傳導率低和材質對熱溫度敏感的齒面,選擇軟砂輪。
(3) 砂輪的線速度較高時,使用硬度偏軟的砂輪。
(4) 為了提高磨削效率,可選擇軟砂輪。
選擇硬度偏硬砂輪的一般原則是:
(1) 被磨削的齒表面為斷續狀態時,選擇硬度偏硬的砂輪。
(2) 為保持較好的磨削精度,選擇硬度偏硬的砂輪。
滲碳淬火齒輪磨齒時選擇硬度中等偏硬的砂輪進行磨削。
2.4 結合劑
結合劑是把磨料粘結在一起的磨具材料,砂輪的強度、抗沖擊性、耐熱性等主要取決于砂輪的結合劑種類和性質。砂輪結合劑的分類及用途見表1。
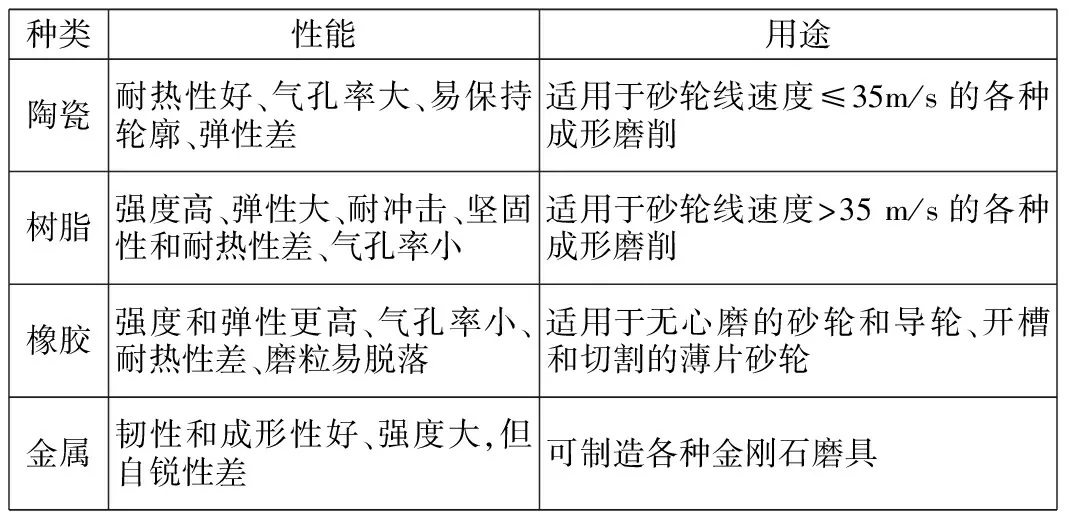
表1 砂輪結合劑的分類及用途
對于滲碳淬火的齒輪磨齒,應選擇陶瓷結合劑的砂輪進行磨削。
3 磨齒機參數優化
3.1 磨削參數優化
根據砂輪磨削特性,合理提高磨削參數。我廠磨削參數優化前、后的磨削效率對比如表2所示。
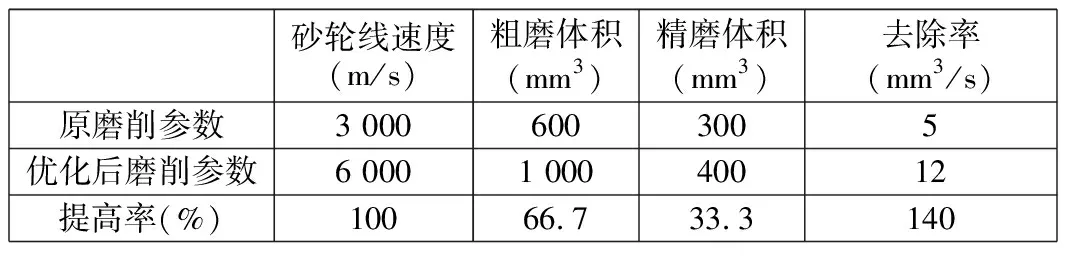
表2 磨削參數優化前、后的磨削效率對比
3.2 砂輪修整參數優化
對砂輪修整參數進行優化,增大單次修整量,便于去除氣孔內殘余的磨削碎屑,同時有利于保持砂礫的自銳性。因修整次數的減少,也極大地減少了磨削時間。某砂輪修整參數優化見表3。

表3 砂輪修整參數優化
3.3 砂輪直徑參數優化
為防止磨削燒傷,對砂輪直徑參數進行優化,即要求:
其中:Cb為磨削回火系數;ds為砂輪的外圓直徑;ap為進給深度;vs為砂輪旋轉線速度。
3.4 監控成形磨齒機功率
齒面磨齒時,成形磨齒機功率需在一定范圍內,為防止磨削燒傷,磨削時功率一般不超過機床額定功率的60%,即要求:
η·pc-0.035 8(ap·f·vs)0.7≥0.
其中:η為成形磨齒機主電機到主軸間的傳動效率,取0.95;pc為主電機額定功率的60%;f為砂輪進給速度。
優化磨削參數后對成形磨齒機功率進行監控,可避免因磨削參數設置過大造成磨削功率過高,從而引起齒面燒傷。主軸功率監測界面如圖2所示。
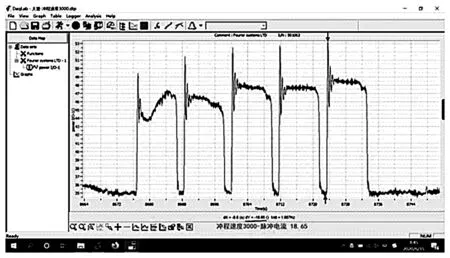
圖2 主軸功率監測界面
4 結語
通過對砂輪的合理選擇和磨齒機參數的優化,最終提高了齒輪磨齒效率。如某齒輪,原磨齒時間為10小時46分鐘,參數優化后磨齒時間為5小時54分鐘,加工效率提高了82%。
齒輪磨齒效率的提升,有力地保障了我廠按期完成生產任務,同時減少了大量的外協成本支出。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45