基于直寫成型的連續碳纖維增韌碳化硅復合材料制備與性能研究*
2021-08-20 05:45:32隨雨濃魯中良李滌塵
航空制造技術 2021年15期
李 賽,隨雨濃,苗 愷,魯中良,李滌塵
(西安交通大學機械制造系統工程國家重點實驗室,西安 710049)
隨著新一代航空發動機工作溫度和推重比的提高,航空發動機的尾噴管、燃燒室、渦輪等熱端部件的使用條件愈發嚴苛[1],傳統高溫合金還不能完全滿足未來發動機的設計要求[2],因此高溫強韌性優良的陶瓷材料已成為航空發動機部分熱端部件研制的熱點。安全核電燃料元件的包殼材料目前為鋯合金,未來的趨勢是轉向高性能陶瓷[3]。可見,發展高性能陶瓷材料體系是推動航空發動機和先進核電燃料元件快速發展的重要突破口。然而,陶瓷材料雖然具有高強度、良好的抗氧化和抗腐蝕性,但其固有的脆性和較差的可加工性限制了其進一步應用[4]。
連續碳纖維增韌碳化硅復合材料密度低(約為2~3g/cm3),斷裂韌性較高且耐溫性能極佳,如果作為航空發動機的熱端部件材料,有望將航空發動機的工作溫度提高200~350℃,減少冷卻結構以及冷卻介質的使用,對發動機減重和提高推重比具有重大意義[4]。在核電領域,連續纖維增韌碳化硅復合材料的應用,可提高核電燃料元件包殼的耐腐蝕性能,同時也不會如鋯合金那樣與水易發生反應而形成氫氣,造成爆炸事故,提高了核電系統的安全性。傳統的連續碳纖維增韌碳化硅復合材料制備通常先使用纖維編織成型技術編織成具有一定結構的纖維預制體,而后結合復合材料制備工藝,如熱壓燒結法[5]、先驅體轉化法[6]、化學氣相沉積法[7]、反應熔體浸滲法等。然而纖維編織精度較低,零件形狀難以精確控制,且高溫高壓工藝環境容易損傷纖維,導致連續纖維增韌碳化硅復合材料難以實現大規模應用。
直寫成型技術(Direct ink writing,DIW)是由美國桑迪亞國家實驗室Cesarano 等于2000年提出,可在室溫下通過噴嘴將高固相陶瓷漿料擠出在基板上形成三維結構,實現陶瓷器件的制備。陶瓷直寫成型過程中出現的漿料假塑性變化使其在沉積后能夠懸浮、凝固并保持形狀,因此該技術具有操作容易、設備簡單、材料適用范圍廣等優點。Franchin等[8]配制了短碳纖維固相含量大于30%的陶瓷前驅體漿料,經過后處理后制備得到多孔陶瓷基復合材料。Feilden[9]基于DIW 技術,以短碳纖維作為增強相,研究了Al2O3、SiC、SiC–B4C 等多種陶瓷基體的可打印性。西安交通大學Xia 等[10]提出了一種Cf/SiC 核殼結構DIW 制備方法。Zhao 等[11]利用DIW 制備了連續SiO2纖維增強的波透陶瓷復合材料,通過添加納米SiO2顆粒改善了陶瓷復合材料的可打印性。
從以往研究結果可見,將直寫成型技術運用于連續碳纖維增韌碳化硅陶瓷復合材料的制備,在解決復雜結構成型難題的同時,有望獲得強韌性更為優異的陶瓷復合材料。
本文通過同軸擠出的方式,得到連續碳纖維與SiC 陶瓷同時成型“芯殼”結構,進一步研究了直寫成型工藝參數對連續纖維擠出效果的作用與關系,分析了連續碳纖維增韌碳化硅復合材料可打印性,最后對復合材料進行了致密化處理,并測試了力學性能。
試驗及方法
1 試驗材料
采用粒度(D50)為5μm 的α–碳化硅(α–SiC,北京紅譽新材科技有限公司)作為陶瓷基體材料,長度為200~300μm 的短切碳纖維(南京緯達復合材料有限公司)和T300-1K 的連續碳纖維(日本東麗株式會社)作為增韌相。聚碳硅烷(PCS,蘇州賽力菲陶纖有限公司)、聚異丁烯丁二酰亞胺(OLOA,上海阿拉丁生化科技有限公司)和環己烷(天津天力化學試劑有限公司)分別作為黏結劑、分散劑和溶劑。
2 樣品制備
2.1 碳化硅陶瓷漿料制備
以環己烷為溶劑,向其加入體積分數為10%的PCS 作為黏結劑,同時不斷添加SiC 粉末,用高速攪拌機持續攪拌60min,轉速為600r/min。最后加入質量分數為2%(相對SiC質量)的OLOA 作為分散劑,再持續攪拌30min 后獲得不同固相含量且具有良好分散性和穩定性的陶瓷漿料。
2.2 直寫成型
圖1為連續碳纖維增韌碳化硅陶瓷復合材料直寫成型的示意圖。連續纖維束由滾輪輸送至同軸噴嘴內筒,陶瓷漿料由氣壓供料裝置供給到螺桿擠出機,螺桿擠出機將漿料從噴嘴側面進口輸送到噴嘴外筒當中,最終在同軸噴嘴出口處形成芯殼結構擠出絲。陶瓷漿料直寫成型設備的同軸噴嘴內徑為0.41mm,外徑為1.29mm。
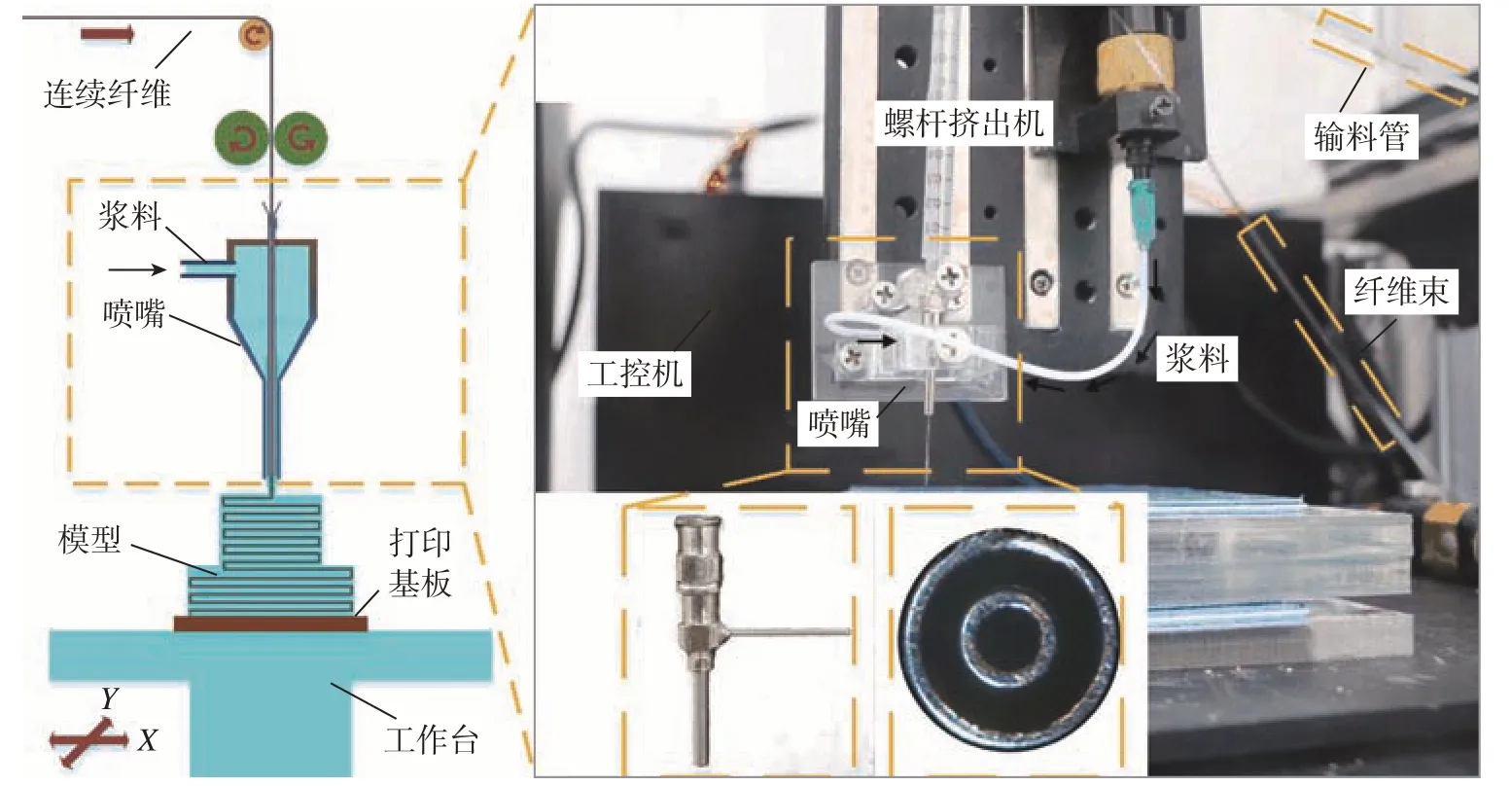
圖1 連續碳纖維增韌碳化硅陶瓷復合材料直寫成型示意圖Fig.1 Schematic diagram of direct ink writing of continuous carbon fiber reinforced silicon carbide ceramics
3 形貌觀察和性能表征
采用卡爾蔡司ZEISS GeminiSEM 500 場發射掃描電子顯微鏡觀察復合材料微觀形貌。用萬能力學試驗機(PLD–5)對試樣進行三點彎曲測試得到抗彎強度,對試樣長度方向4條邊做0.2mm 倒角,處理后試驗尺寸為50mm×4mm×4mm,測試過程中壓頭位移速率為0.5mm/min。采用單邊切口梁法測量試樣斷裂韌性,對試樣預制0.2mm 寬、1~2mm 厚切口,跨度取16mm,壓頭位移速度為0.05mm/min。
4 先驅體浸漬裂解(PIP)
具體步驟為: (1)將直寫成型得到的復合材料素坯在20℃下進行恒溫干燥30h,脫除素坯中的溶劑;(2)將干燥后的樣品進行真空熱解,分解素坯中的殘留助劑并將聚碳硅烷黏結劑裂解為碳化硅,得到預制體;(3)以二甲苯為溶劑配制質量分數為20%的聚碳硅烷溶液;(4)真空條件下,用聚碳硅烷溶液浸漬預制體,真空度為0.02MPa,保持時間為30min;(5)將浸漬后的預制體置入鼓風干燥箱中,50℃下干燥6h,再升溫至150℃并保溫12h,使預制體內發生聚碳硅烷氧化自交聯反應;(6)將預制體置入真空燒結爐中進行聚碳硅烷裂解,升溫速度為5℃/min,從室溫升至1200℃并保溫6h。重復步驟(4) ~ (6)若干次,完成PIP 處理。
結果與討論
1 直寫成型關鍵工藝參數分析
圖2給出的是陶瓷漿料在不同固相含量時單根擠出絲在打印基板上鋪放的形態。從圖2可見,當漿料的固相體積分數小于25%時,單根擠出絲極易流平(圖2(a)),隨著固相含量的提高,漿料的自穩定性越來越好,當固相體積分數為45%時,其穩定性最好(圖2(c))。進一步與使用相同直徑的普通圓形出口噴嘴成型出的擠出絲相比,由于芯殼結構擠出絲中心有連續纖維作為支撐,其保持自身形狀的能力更強,擠出絲穩定性更好,擠出絲更加接近原始設計尺寸(即噴嘴出口尺寸)。

圖2 陶瓷漿料固相體積分數對擠出絲自穩定性的影響Fig.2 Effect of ceramic slurry solid volume fraction on self-stability of extruded filaments
圖3為漿料流量/速度比對擠出絲形貌的影響。當漿料流量/速度比過大,擠出絲粗大甚至形成積瘤,如圖3(a)所示;若打印速度相對較快,連續纖維外部漿料出現收縮產生細絲,如圖3(b)所示;若擠出流量與打印速度比適中,則擠出絲的粗細較為均勻,如圖3(c)所示。由此可見,漿料的擠出流量與打印速度為一對協同參數,對陶瓷漿料的直寫成型擠出絲形貌會產生顯著的影響,因此,二者比值應在一個合理范圍內。通過對擠出絲形狀進行評估,排除掉斷點區、溢流區,可確定較好的可打印參數:打印速度為8mm/s,擠出流量為0.2mL/min。圖4給出了不同打印速度/擠出流量下對應的絲寬,可見,當掃描速度從2mm/s升至16mm/s,絲寬從2.12mm 降至1.675mm 時,絲寬與掃描速度負相關。其中,當掃描速度超過10mm/s時,絲寬幾乎不再改變,且此時出現了斷絲現象(中心連續碳纖維依然連續,外部包覆的陶瓷漿料出現間斷)。固定掃描速度為8mm/s,當擠出流量從0.05mL/min 升至0.35mL/min,絲寬從0.5mm 增至1.44mm,絲寬隨著擠出流量的提升而增加。

圖3 陶瓷漿料流量/速度比對擠出絲形貌的影響Fig.3 Influence of ceramic slurry flow/speed ratio on morphology of extruded filaments
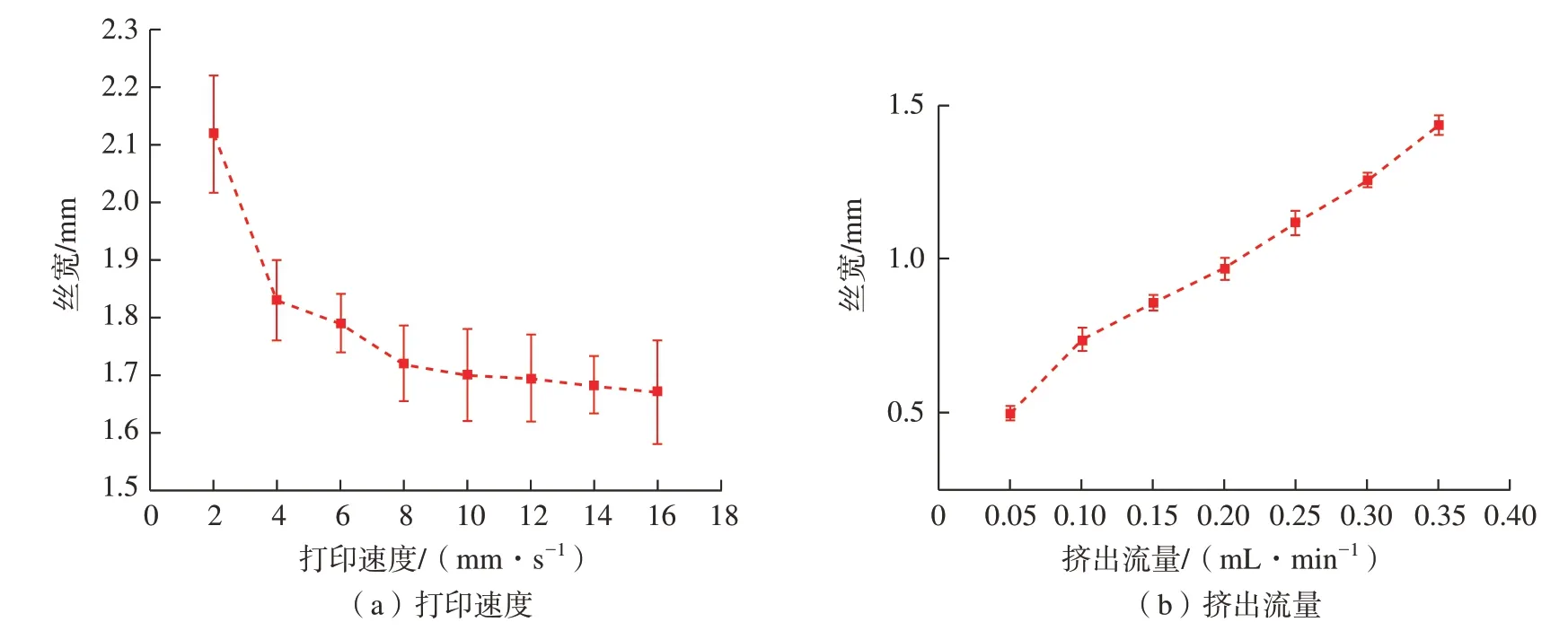
圖4 不同打印速度/擠出流量下對應的絲寬Fig.4 Corresponding filament width under different printing speed/extrusion flow
陶瓷直寫成型設備的噴嘴直徑是影響打印層厚的重要因素之一,在試驗中分別設置打印層厚為噴嘴直徑的60%、80%、100%。圖5給出的是不同打印層厚度下的素坯外觀照片,當打印層厚為噴嘴直徑60%時,擠出絲直徑幾乎超過層厚1 倍,此時噴嘴距打印基本較近,易刮擦擠出絲并過度堆積,影響表面粗糙度,如圖5(a)所示。當打印層厚為噴嘴直徑100%時,噴嘴距離打印基板較遠,擠出絲在沉積過程中無法精確沉積,產生一定位置誤差,出現層間縫隙,如圖5(b)所示。當打印層厚為噴嘴直徑80%時,噴嘴與基板距離合適,素坯成型效果好,確定最優層厚為打印噴嘴直徑的80%,如圖5(c)所示。
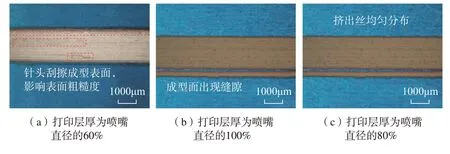
圖5 不同打印層厚度下的素坯外觀照片Fig.5 Photos of green part under different printing layer thicknesses
2 形貌與力學性能
圖6為連續纖維增韌碳化硅陶瓷直寫成型制備的單根擠出絲照片。可見,擠出絲芯部連續纖維束被陶瓷漿料均勻包裹,并且纖維束與外部漿料結合良好,證明直寫成型連續碳纖維增韌陶瓷復合材料的方法具有可行性。為了進一步提高復合材料中的纖維含量,增加復合材料強韌性,在直寫成型漿料中加入了短碳纖維,主要步驟包括: (1)以環己烷為溶劑,將聚碳硅烷溶于適量溶劑中得到陶瓷先驅體溶液;(2)加入長度為200~300μm 的短切碳纖維以及粒徑為5μm 的碳化硅粉末,其中SiC 微粉與PCS 固相含量比為1 : 3,獲得黏度合適、打印穩定的短碳纖維混合先驅體陶瓷直寫成型漿料。圖7給出了直寫成型單絲的SEM 照片。通過同軸擠出的方式,連續纖維與陶瓷基體能夠同時成型一種“芯殼”結構,即中心部為連續纖維,外面包覆一層短碳纖維混合SiC 陶瓷基體,如圖7(a)所示。局部放大發現,單絲外部包裹的短纖維在直寫成型的過程中受到噴嘴剪切應力的作用,短纖維定向明顯[12],即短碳纖維與連續纖維有著相同的取向,如圖7(a)和(b)所示。但同時發現,連續纖維之間存在一定孔隙,此時纖維呈現一種“疏松”狀態,缺少與外部短纖維層的有效連接,無法充分發揮連續纖維的增強作用,如圖7(c)所示。
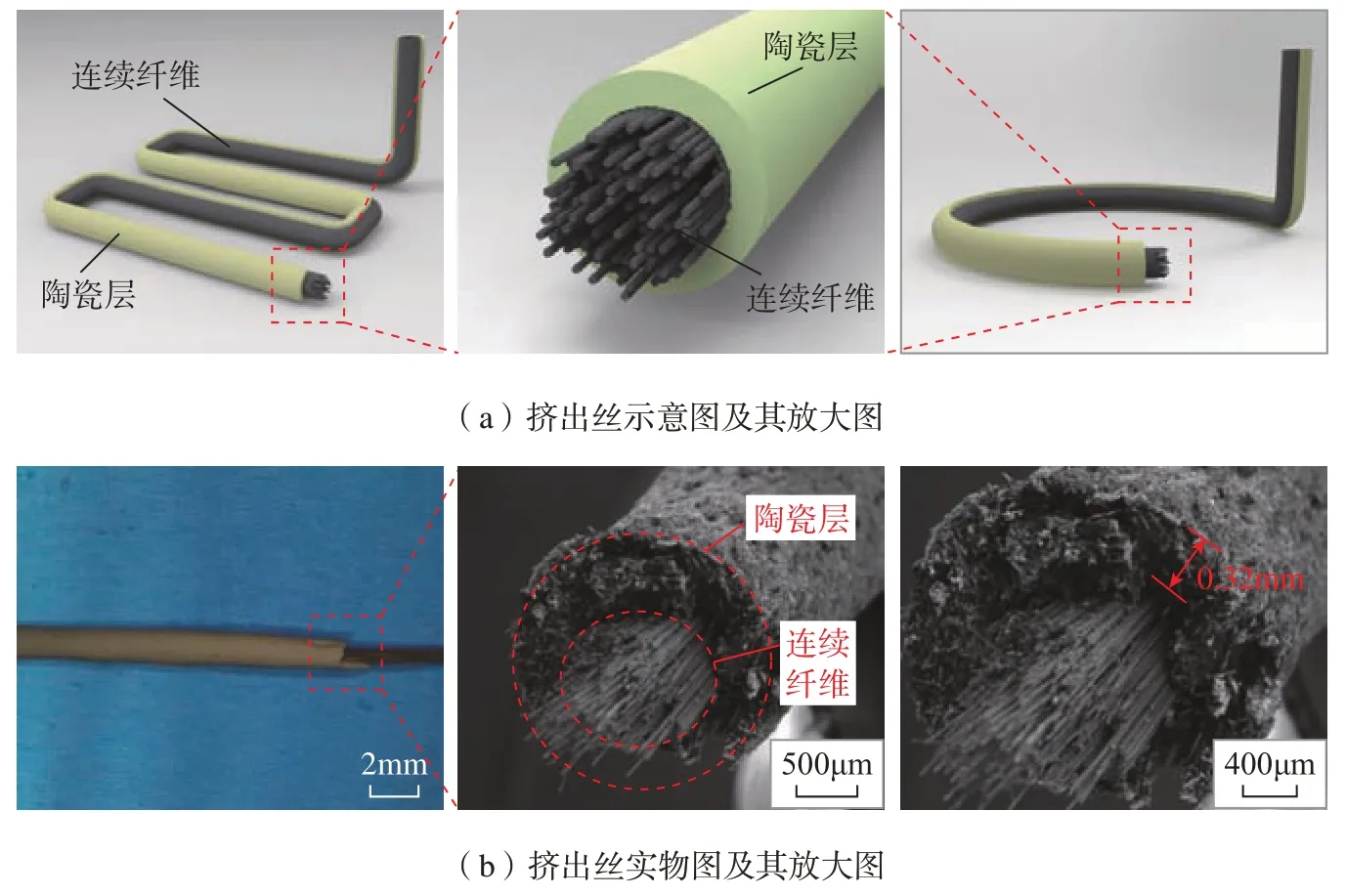
圖6 擠出絲及其放大圖Fig.6 Extruded filament and its enlarged view
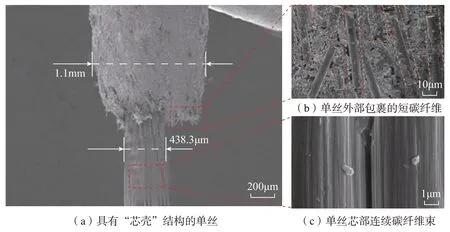
圖7 直寫成型單絲的SEM 照片Fig.7 SEM images of DIW single filament
通過先驅體浸漬裂解可減少纖維之間的孔隙,提高致密度。本文對浸漬裂解后的試樣進行了XRD 測試,結果如圖8所示。圖8(a)中的衍射峰主要包括α–SiC、β–SiC 和C峰,其中C 峰來自于樣品中含有的大量碳纖維以及少量分散劑、流變助劑熱解而來的熱解碳(PyC),α–SiC峰則為原始碳化硅顆粒,β–SiC 則是由碳化硅先驅體聚碳硅烷高溫熱裂解從有機向無機轉變而來。從圖8(b)中可觀察到,經PIP 處理后,試樣中的纖維表面生成了一層碳化硅涂層,加強了與基體的結合性,提高了連續纖維增韌碳化硅陶瓷復合材料的力學性能。圖8(c)為試樣斷口處的微觀形貌圖,發現纖維與界面層剝離,出現了脫黏現象。纖維脫黏可以增加界面滑移的作用力,消耗能量減緩裂紋能擴展,從而提高整體韌性。
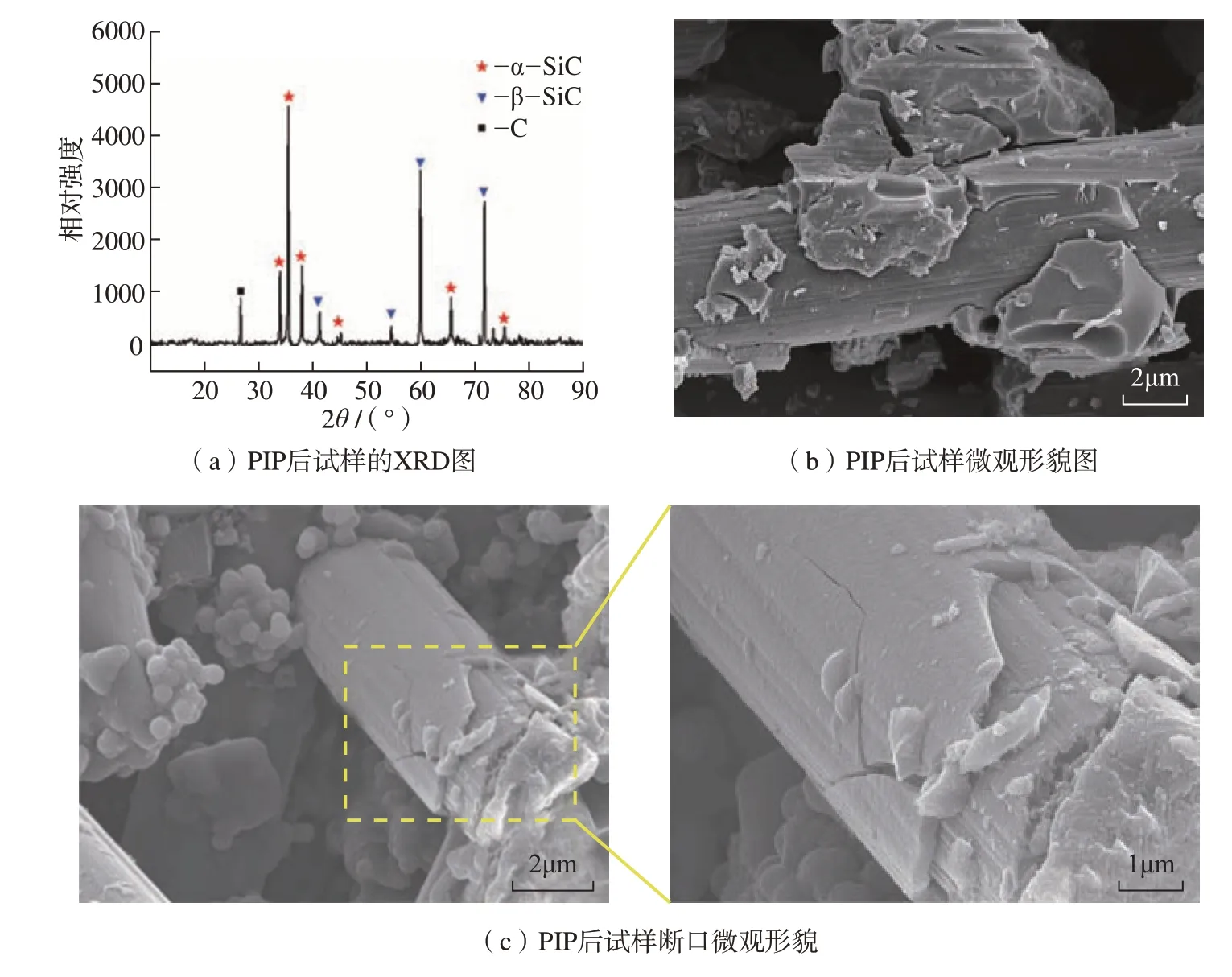
圖8 PIP 處理試樣的XRD 與微觀形貌圖Fig.8 XRD and morphologies of sample after PIP
圖9給出了試樣的力學性能檢測結果。可知,浸漬裂解后試樣芯殼比越小,試樣彎曲強度越大,即用內徑0.41mm,外徑1.05mm 的同軸噴嘴打印出的試樣可獲得最大彎曲強度,達到146MPa;而斷裂韌性則呈現相反的趨勢,芯殼比越大,斷裂韌性越高,芯殼比為0.41/1.05的試樣獲得最高斷裂韌性,最高為3.77MPa·m1/2。芯殼比越大,纖維含量越高,纖維與基體或界面層之間則出現更多纖維脫黏、纖維拔出以及纖維橋連行為使宏觀裂紋的擴展方向發生偏折,這個過程吸收了大量的斷裂能,從而以此提高復合材料的韌性。
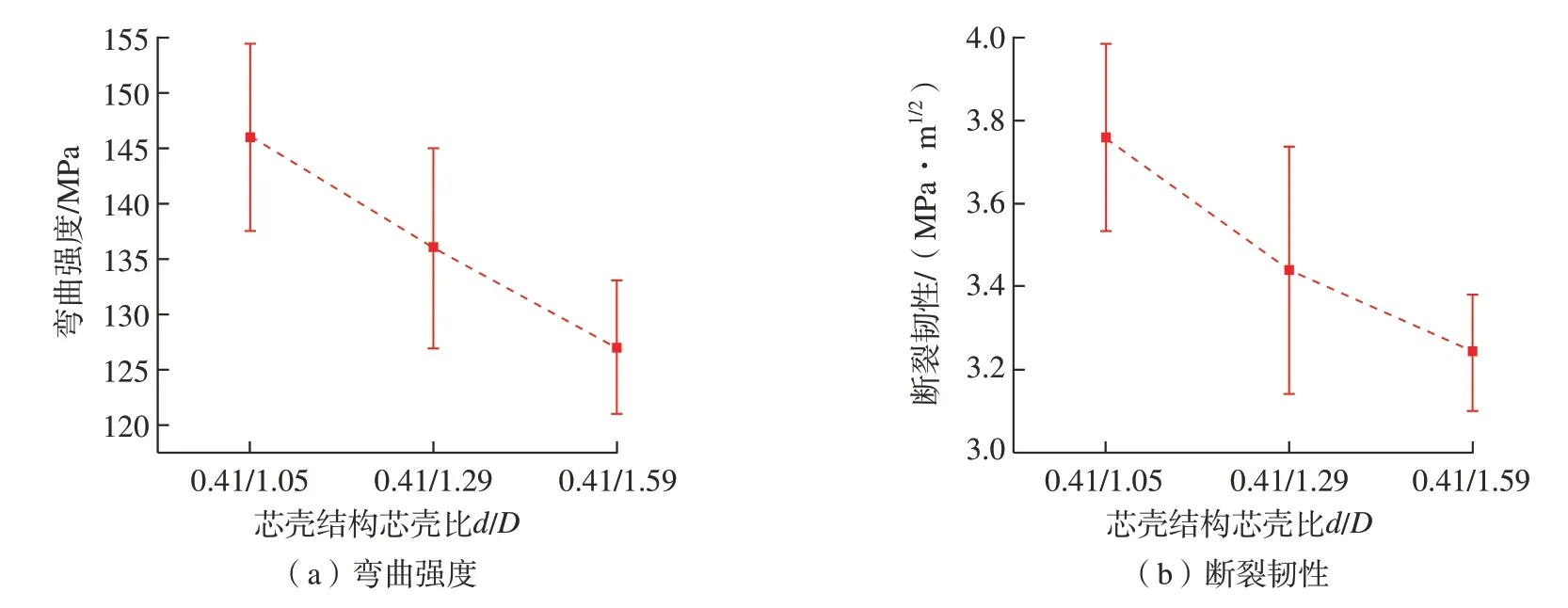
圖9 PIP 試樣彎曲強度/斷裂韌性Fig.9 Bending strength/fracture toughness of sample after PIP
圖10 為經過PIP 工藝處理后的直寫成型樣品,分別為實心長方體與多孔支架結構。可以看出樣品結構完整,擠出絲分布均勻,無開裂情況,連續纖維作為芯殼結構擠出絲的“骨架”,極大地提高了擠出絲的形狀保持能力及強度,為復雜多孔輕量化結構零件的制造提供了新的思路。
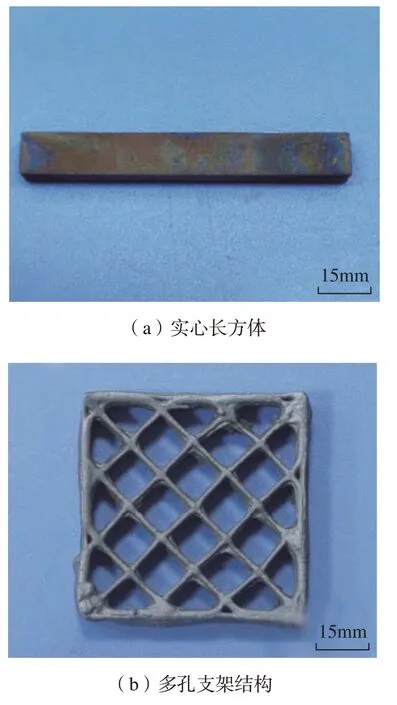
圖10 PIP 處理后的Cf /SiC 樣件Fig.10 Cf /SiC sample after PIP treatment
結論
(1)提出了基于直寫成型的CFR–CMC 零件制造新思路,研究發現,直寫成型的掃描速度與陶瓷漿料的擠出流量是一對協同參數。當掃描速度從2mm/s 升至16mm/s,擠出絲寬從2.12mm 降至1.675mm,絲寬與掃描速度負相關。當擠出流量從0.05mL/min 升至0.35mL/min,擠出絲寬從0.5mm 增至1.44mm,絲寬與擠出流量正相關;試驗確定了最佳的打印層厚為噴嘴外筒內徑的80%。
(2)采用長度為0.3mm 的短碳纖維和粒度(D50)為5μm 的SiC 微粉制備的陶瓷漿料適于直寫成型,進一步提高了預制體的纖維含量,并且實現了一種連續纖維/短碳纖維芯殼結構。微觀形貌分析結果表明,在噴嘴剪切力的作用下,短碳纖維與連續纖維有著一致的取向。觀察發現,直寫成型試樣中的連續碳纖維的纖維絲之間存在大量孔隙,短碳纖維與基體間界面結合程度同樣很弱,受到破壞時纖維無法承載外部載荷,因此通過浸漬裂解提高試樣致密度并在纖維表面制備得到界面層。界面層的存在使得斷裂過程中出現纖維脫黏,提高了材料整體韌性。當芯殼比為0.41/1.05 時,彎曲強度最高達到146MPa,獲得最高斷裂韌性為3.77 MPa·m1/2。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16