異種材料激光焊接中金屬間化合物形成機理及控制的研究進展*
2021-08-20 05:45:28栗卓新張冬妮言奇株ErikaHodlov
航空制造技術 2021年15期
栗卓新,張冬妮,言奇株,張 禹,韓 祎,Erika Hodúlová,魏 偉,李 紅
激光焊具有能量密度高、焊接速度快、焊縫窄、熱影響區小、焊接變形小、可焊材料范圍廣、與其他焊接方法兼容性強等優點[1–2],不僅在航空航天、醫療器械、3C 產品和電池等領域的異種金屬精密微器件中應用廣泛,在玻璃、陶瓷、半導體單晶硅和有機聚合物等非金屬–金屬的異種材料連接和封裝方面也展現出獨特的優勢[3–4]。
異種金屬激光焊接中,被焊材料物理和化學性質的差異是影響焊接成形質量的關鍵因素。激光焊接輸入能量高,焊接速度快,焊縫成形快,一定程度上緩解了異種母材性能差異導致的偏析問題,并且也有抑制焊縫金屬間化合物(Intermetallic compound,IMC)生長的效果[5]。在非平衡凝固條件下(熱循環速率極高),金屬間化合物生長動力學問題仍是大多數異種材料激光焊接的重要研究方向。金屬間化合物可分為3 類[6]:金屬鍵化合物、金屬鍵和共價鍵化合物、離子鍵和(或)共價鍵化合物。不同的鍵合模式影響了化合物的力學性能。非金屬鍵成分和晶界脆性會導致金屬間化合物的脆性,從而影響焊材性能[7]。目前有效控制焊縫金屬間化合物的工藝手段主要為添加中間層或采取焊后熱處理。隨著應用于焊接的材料體系日益復雜,對異種材料激光焊接接頭組織和性能的研究正在從傳統的“試錯法”工藝試驗向計算材料學理論研究方向發展。計算材料學可以處理復雜的多元化問題,目前已有不少學者采用第一性原理[8]和分子動力學[9]計算模擬等方法對焊縫金屬間化合物和接頭性能進行了預測,以達到優化材料和工藝的目的。
本文主要介紹了鋁/鋼、鈦/鋼、鎂/鋁以及NiTi 形狀記憶合金(Shape memory alloy,SMA)/不銹鋼異種材料激光焊接工藝,分析了中間層填料成分對焊縫金屬間化合物生長的影響,以及采用模擬計算方法分析接頭金屬間化合物的國內外最新研究進展。
激光焊接工藝對異種材料接頭金屬間化合物生長的影響
異種材料激光焊中金屬間化合物所導致的接頭脆化是亟待解決的問題。對金屬間化合物的控制可以從能量和冶金兩個方面入手[10],其中能量控制的主要途徑包括調節激光工藝參數和激光器偏置,冶金控制可以通過加入中間填料或焊后熱處理來實現。
(1)添加中間填料。
母材之間熱力學性能參數差異較大,焊接過程中易產生硬脆金屬間化合物,致使接頭有較大的殘余應力,韌性較差[11]。中間層的加入能夠有效解決兩者不固溶、形成脆性金屬間化合物的難題[12–14]。很多學者采用不同形態的中間層(粉末、箔帶、納米多層膜等)來控制材料的微觀結構。中間層填料的元素除了可以起到細化晶粒的作用,還可以通過參與熔池反應“稀釋”母材中元素,減少金屬間化合物生成的數量。當填料為箔帶類時,還可作為物理和化學屏障來減緩母材之間的差異[15],控制材料的微觀結構,減少或避免母材之間的反應,達到提升接頭力學性能的目的[16–17]。中間層的選擇除了要考慮自身與母材的性質以外,中間層的厚度也是十分重要的參數[11]。
(2)控制熱輸入。
由于異種金屬母材的各項性能差異導致激光焊接接頭中產生金屬間化合物,金屬間化合物通常表現為脆硬相,導致接頭的硬度遠高于母材,還極有可能產生裂紋。在激光焊接中,熱輸入是對焊縫影響最大、也是最可控的參數之一,合理調控熱輸入可以改善焊縫的化學成分、不同母材的稀釋率以及降低接頭缺陷的形成。由于熔池幾何形狀的變化取決于冷卻速度,冷卻速度與溫度的平方成反比[16],因此改變熱輸入量會引起溫度的變化從而改變焊縫形狀[18]。限制熔池的大小和范圍,可以實現對金屬間化合物層的控制[19]。
(3)焊后熱處理。
利用金屬間化合物不同溫度下組織轉變的特性,對接頭采取適當的熱處理,改變相結構,從而改善力學性能。例如DO3型結構的Fe3Al 金屬間化合物,在540℃以上采用適當的熱處理工藝后變成了B2 型結構的有序組織[6]。
(4)外加能量場。
在激光焊接過程中還可以借助多能場復合來優化接頭性能。如激光振蕩磁場復合[17]、激光–電弧復合[20–22]、激光–超聲MIG(Metal inert gas welding)復合[23]、激光– FSW (Friction stir welding)[24–25]和激光– TIG (Tungsten inert gas welding)[26]等。
1 激光焊接工藝對鋼/鋁異種接頭金屬間化合物生長的影響
王曉虹[27]采用“鋼上鋁下”的搭接形式進行焊接,分別采用Fe–B–Si、Cu、Al–Cu–Re 作為中間層。結果表明,無中間層時,鋼側會生成富鐵金屬間化合物,鋁側會生成富鋁金屬間化合物。焊縫中的金屬間化合物有FeAl、FeAl2、Fe2Al5、FeAl3。加入中間層的接頭中富鋁金屬間化合物的厚度和數量都有所減少,且焊縫中心處的硬度值下降。
張文超[28]也采用“鋼上鋁下”進行搭接激光焊。試驗中由于穿透深度不同,熔池區上、下部分的組織也不同,但獲得了相同種類的界面金屬間化合物。在激光熔深焊模式中,隨著熔池穿透深度的增加,界面IMC厚度增加但物相不變(靠近鋁側為FeAl3,靠近熔池側為Fe2Al5),熔池區組織逐漸變化。當穿透深度小于217μm 時,組織為鋁在α–Fe 中形成的固溶體組織;穿透深度為344μm時,熔池區上部依舊是鋁在α–Fe 中形成的固溶體組織,下部為Fe3Al;穿透深度為478μm 時,熔池區上、下部分別為Fe3Al、FeAl。在激光熱導焊模式中,隨著熱輸入增加,針狀FeAl3相隨之增加,但層狀的Fe2Al5相厚度幾乎不變。分析為先生成Fe2Al5相,隨后冷卻過程中逐漸析出FeAl3相。
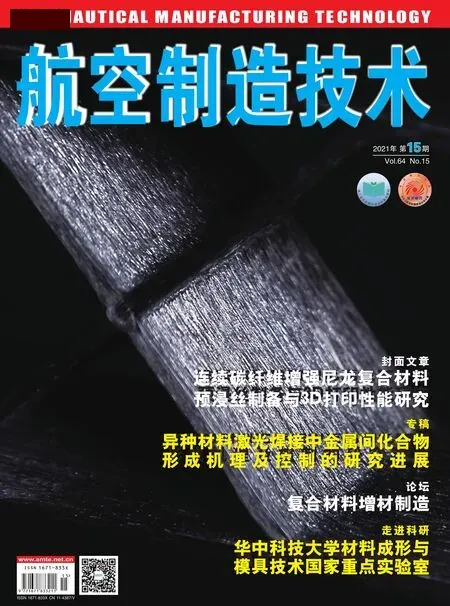
Mohammadpour 等[29]采用雙光束激光熔釬焊工藝對鍍鋅鋼和Al6022 鋁合金進行連接。發現雙光束激光成形和高掃描速度可使IMC的厚度控制在3μm 左右。通過改變激光束模式實現接頭失效位置的改變。在雙橫梁模式下,試樣在鋁一側斷裂。而在雙列直插光束模式下,斷裂發生在鋼一側。圖1[29]為焊接接頭中不同位置的金屬間化合物層分布情況。熔融填絲在鋼表面的潤濕時間小于1s,不足以使IMC 生長。因此,除了填充焊絲的作用,集中的熱量輸入和高掃描速度導致的高冷卻速率限制了基于擴散控制的IMC的生長速率。
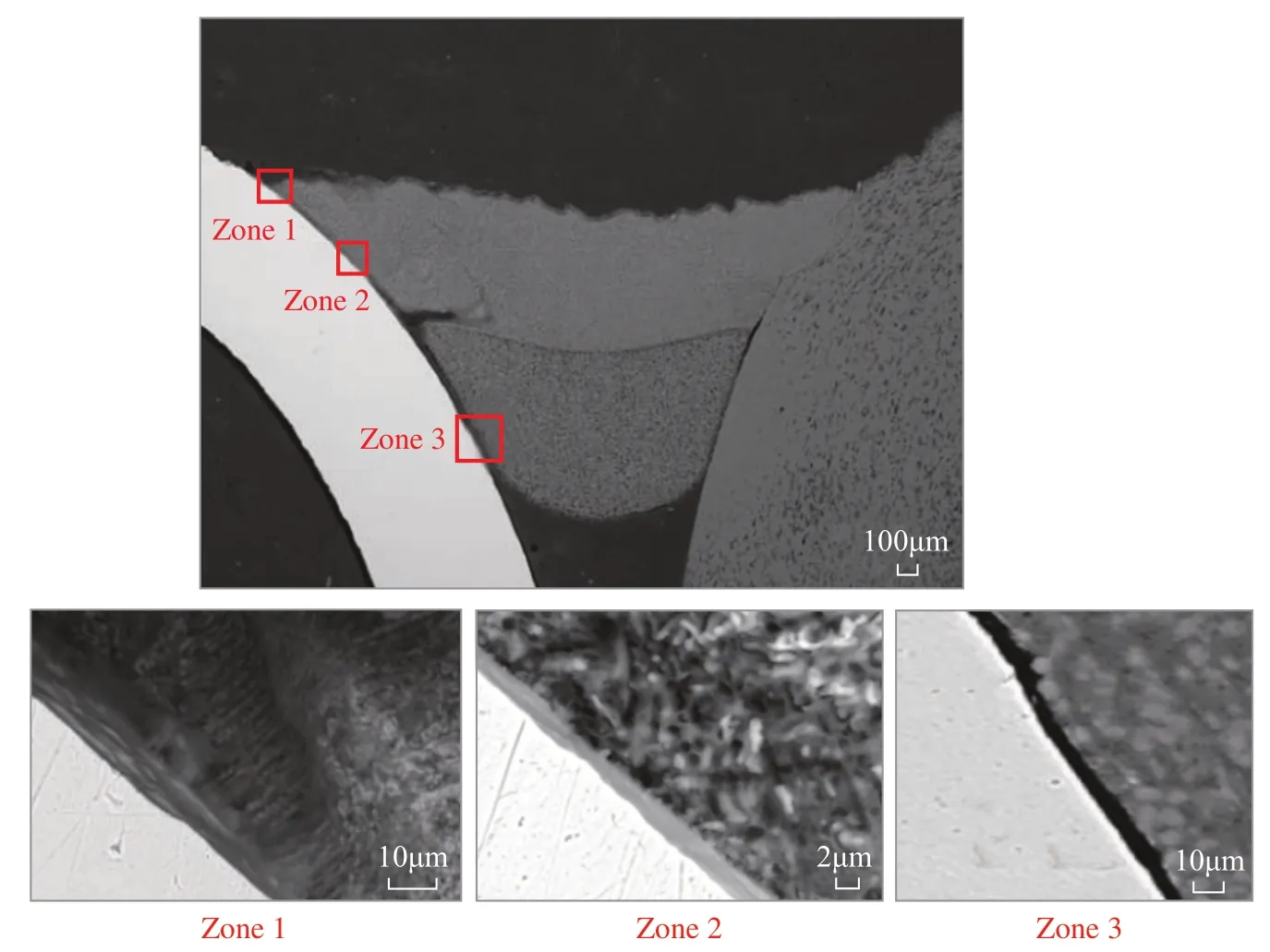
圖1 焊縫中不同位置的IMC 厚度Fig.1 IMC thickness at different positions in weld
Filliard 等[30]使用ER4043–AlSi5焊絲,對AA6016–T4鋁合金和DX56D+Z140M 鋼板進行激光釬焊。分析了Fe–Al 界面形成的金屬間化合物層,測量了每種結構金屬間化合物層的最大厚度,見圖2[30]和圖3[30],圖2為接頭橫截面的光學顯微鏡圖。不同厚度的金屬間化合物層均表現出特定的微觀結構和晶體取向,薄金屬間化合物層的晶粒較細小,厚金屬間化合物層的晶粒較粗大。在不使用焊劑的情況下,高的釬焊速度更易獲得具有薄金屬間化合物層的高強度接頭。
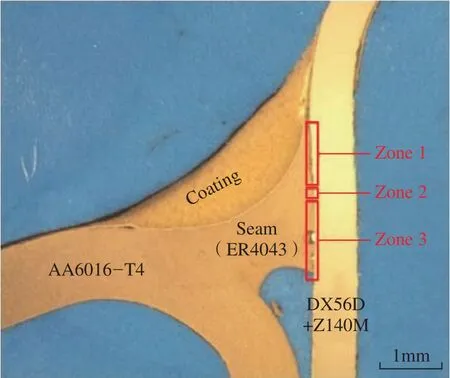
圖2 焊縫界面處金屬間化合物層的3 個區域Fig.2 Three areas of intermetallic compound layer at weld interface
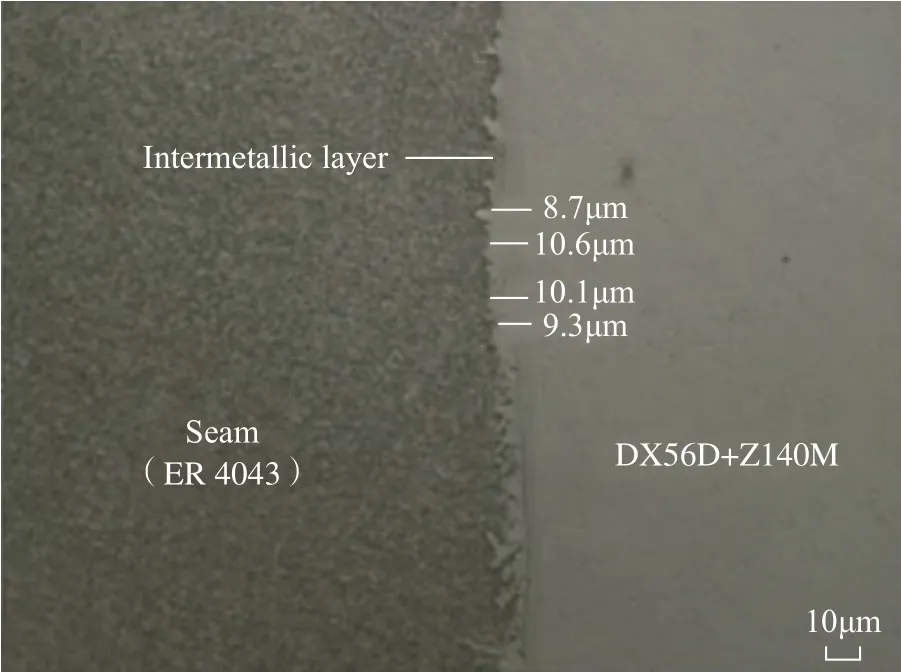
圖3 用光學顯微鏡測量金屬間化合物層的最大厚度Fig.3 Measuring maximum thickness of intermetallic compound layer with an optical microscope
綜上研究,在鋼/鋁異種激光焊中采用含Al/Fe 元素的混合中間層有助于降低接頭硬度及金屬間化合物的數量和厚度。激光焊接接頭中生成較薄的金屬間化合物層有助于提高焊接接頭的強度。其他條件一定時,高的激光功率會導致金屬間化合物層厚度增加,而采用適當的中間層作為焊料時可以減少金屬間化合物的數量和厚度。除此之外,高的激光掃描速度有助于減小和控制金屬間化合物層的厚度。
2 激光焊接工藝對鈦/鋼異種接頭金屬間化合物生長的影響
在鈦/不銹鋼異種焊接中,母材的物理化學性能差異大導致了焊接的一系列問題。如鈦的熱導率僅為鐵的1/5,因此焊縫兩側母材熱輸入產生巨大差異,兩側母材對焊縫的稀釋率不同也影響熔池中的冶金反應。焊接過程中還可能因為鈦鐵熔點的差異(鈦的熔點為1677℃,鐵的熔點為1537℃)出現鐵熔化而鈦未熔化的情況,鐵熔化后開始擴散,導致了鐵元素的流失、合金元素燒損或蒸發。根據鈦–鐵二元相圖可知,隨著Fe 含量的增加逐漸形成一些相,包括α–Ti、β–Ti、FeTi(BCC)、Fe2Ti(λ–BCC)和α–Fe。常溫下鐵在α–Ti 中幾乎不溶,在β–Ti 中溶解度較高,所以在冷卻過程中會產生金屬間化合物TiFe、TiFe2和Ti2Fe。除此之外,鈦極易與碳生成脆性相TiC,致使接頭硬脆性升高。因此在鈦/鋼異種合金焊接中控制金屬間化合物的形成是提升接頭性能的關鍵。
學者們探究了激光焊不同中間填料、焊接方式對拉伸性能的影響[31–43],其結果如圖4[44]所示。其中Zhang等[42]研究了以Cu 片作為中間層的TC4 鈦合金/SUS301L 不銹鋼脈沖激光焊,試驗結果表明,焊縫中形成的Cu 固溶體、Cu2Ti、CuTi 和CuTi2有助于降低Ti–Fe 金屬間化合物的含量,并且銅的固溶體在焊縫中呈彌散分布,降低了Ti–Fe 和Ti–Cu 金屬間化合物的脆性;焊縫成分和顯微組織的不均勻性導致了硬度分布不均勻;接頭的平均抗拉強度為350MPa,所有拉伸試樣均在靠近TC4 鈦合金側焊縫處的CuTi2層斷裂。

圖4 鈦/鋼異種金屬激光焊接工藝對拉伸性能的影響Fig.4 Effect of laser welding process of Ti/steel dissimilar metal on tensile properties
Gao 等[44]研究發現TixNiy、Ti–Cr和Ti–Fe 脆性金屬間化合物的形成嚴重影響了Ti6Al4V 與Inconel718焊接接頭的性能。以Nb作為中間層,采用脈沖激光焊接誘導共晶反應,當激光束位于Ti6Al4V–Nb 界面時,通過原子互擴散和共晶反應形成了Nb–Inconel 718 的界面連接。在焊縫中未觀察到TixNiy、Ti–Cr 或Ti–Fe 金屬間化合物,表明未熔化的Nb 中間層在母材之間起到擴散阻隔層的作用。在Nb–Inconel 718 界面上形成的共晶反應層與Ni–Nb 系金屬間化合物的主要顯微組織有關。焊接接頭在最大抗拉強度145MPa時在反應層處斷裂,斷裂形式為解理斷裂。
呂攀[45]研究了純鈦與304 不銹鋼的激光焊接。發現直接焊接的接頭產生了大量的Ti–Fe 金屬間化合物。當采取激光束偏置(偏向304SS)時,接頭性能有所優化。分別采用V、Cu、Cu–V 中間層進行激光焊接,結果表明,這3 種中間層的添加有效抑制了Ti–Fe 金屬間化合物的形成,提高了接頭的力學性能。
楊勝等[46]采用Cu 為中間層激光焊接TC4 鈦合金和316L 不銹鋼。研究表明,Cu 中間層能夠有效抑制界面脆性Ti–Fe 金屬間化合物的產生。TC4 鈦合金與焊縫界面顯微組織主要為連續的Ti–Fe 化合物層和非連續的Ti–Fe、Ti–Cu 化合物層。隨后進行有限元數值分析的結果表明,在焊縫處接頭的米塞斯應力值最大。
在Zhang 等[47]的研究中,以鈦/不銹鋼為母材,采用Nb 作為中間層。為了防止鈦和鐵的混合,在Ti–Nb 側采用熔焊。焊縫Ti 側的Nb 沒有形成任何金屬間化合物,而不銹鋼一側保持未熔化。在不銹鋼一側,Fe 和Nb 相互擴散,最終反應層由Nb/Fe7Nb6/Fe2Nb+α–Fe 共晶組織/α–Fe/SS 相組成。而后Zhang 等[48]又進行了熔化Nb –不銹鋼側的雙道焊試驗,發現在熔池中產生了γ–Fe 和Fe2Nb,焊縫中的金屬間化合物導致了裂紋的產生。
綜上研究,在鈦/不銹鋼激光異種焊接接頭中金屬間化合物主要與Ti 有關。通過添加Cu、Nb 等中間層可以有效抑制金屬間化合物的生成,同時從物理上阻隔擴散作用。激光偏置向不銹鋼一側有助于減少鈦元素的參與,從而減少含Ti 金屬間化合物的產生。
3 激光焊接工藝對鎂/鋁異種接頭金屬間化合物生長的影響
鎂和鋁的熔點都較低(鎂熔點為651℃,鋁熔點為660℃),激光焊接過程中容易發生元素燒損和蒸發現象,且常伴隨強烈的金屬汽化和等離子體產生,導致熔池劇烈運動而無法獲得良好的接頭。鎂和鋁元素都非常活潑,極易生成氧化膜且熱膨脹系數大,這些屬性導致焊后變形嚴重。鎂和鋁的晶體結構差異導致彼此的互溶度很低,因此不易形成焊縫熔合區[49]。除此之外,接頭中容易形成脆性Mg–Al 金屬間化合物以及未熔合、夾雜、裂紋、氣孔等缺陷[50–56]。
麻丁龍等[57]選擇Zn 作為中間層,使用光纖激光器對AZ31B 鎂合金和5083 鋁合金進行焊接。結果表明,焊后組織較為均勻,熱影響區不明顯。鎂一側及焊縫中心以α–Mg和α–Mg+Mg17Al12共晶組織為主,底部為Al 固溶體和Mg–Al,Mg–Zn 金屬間化合物組成的混合組織。隨著Zn 中間層厚度的增加,焊縫底部生成的Mg–Zn 增多,Mg–Al 金屬間化合物數量減少,且連續分布的狀態有所改善,接頭斷裂模式由解理斷裂逐漸向混合斷裂方式轉變。當中間層厚度為0.1mm 時,接頭剪切強度達到最大值。
戴軍等[58]選擇TiB2作為中間填料,使用脈沖激光器進行了AZ31鎂合金和鋁基復合材料的焊接。結果表明,添加TiB2增強了熔池的流動性,觀察到焊縫中存在Mg17Al12、AlMg、Al3Ti 等金屬間化合物,TiB2的加入抑制了Al–Mg 化合物的生成。
4 激光焊接工藝對NiTi 形狀記憶合金/不銹鋼異種接頭金屬間化合物生長的影響
Quintino 等[59]研究了NiTi 合金和不銹鋼激光異種搭接焊中母材搭接順序以及中間層厚度對焊縫的影響。結果表明,當NiTi 合金在上不銹鋼在下時,不銹鋼熔化量很少,焊縫中產生大量裂紋。當不銹鋼在上NiTi 合金在下時, NiTi 合金熔化量相對較多,焊縫熔寬增加且裂紋明顯減少。添加Ni 中間層后焊縫裂紋明顯受到抑制。Pouquet 等[60]的研究中,采取相似的試驗方法,發現降低激光頻率和增加激光功率可以有效提高接頭的機械強度。
Shamsolhodaei 等[61]研究了NiTi–316L 不銹鋼異種焊接接頭的組織及力學性能。分別采用了3 種焊接方式: (1)激光束位于中心線上;(2)激光束偏向不銹鋼側100μm;(3)激光束位于中心線上并添加50μm 厚的Ni 中間層。結果表明,激光束位于中心線上,焊接區內形成了大量的脆性金屬間化合物(如Fe2Ti、Cr2Ti 和Ti2Ni)。加入Ni 中間層后焊縫金屬間化合物減少,但焊接區內主要形成富Ni 金屬間化合物(Fe3Ni和Ni3Ti)。通過激光偏置和加入Ni中間層,都可以抑制高硬度的極脆金屬間化合物的生成,改變其在焊接區內的分布,從而提高接頭力學性能。
Asadi 等[62]研究了焊后退火對NiTi/奧氏體不銹鋼激光焊接接頭組織及力學性能的影響。結果表明,100℃退火對接頭的組織和力學性能沒有影響,200℃進行焊后熱處理后,接頭的抗拉強度提高了1.91 倍。此外,在300℃熱處理期間,金屬間化合物(Cr2Ti 和Fe2Ti)在焊接區析出,并且數量不斷增加,導致接頭機械性能降低。不同溫度熱處理后的焊縫顯微組織如圖5[62]所示,200℃熱處理后的晶粒更細。
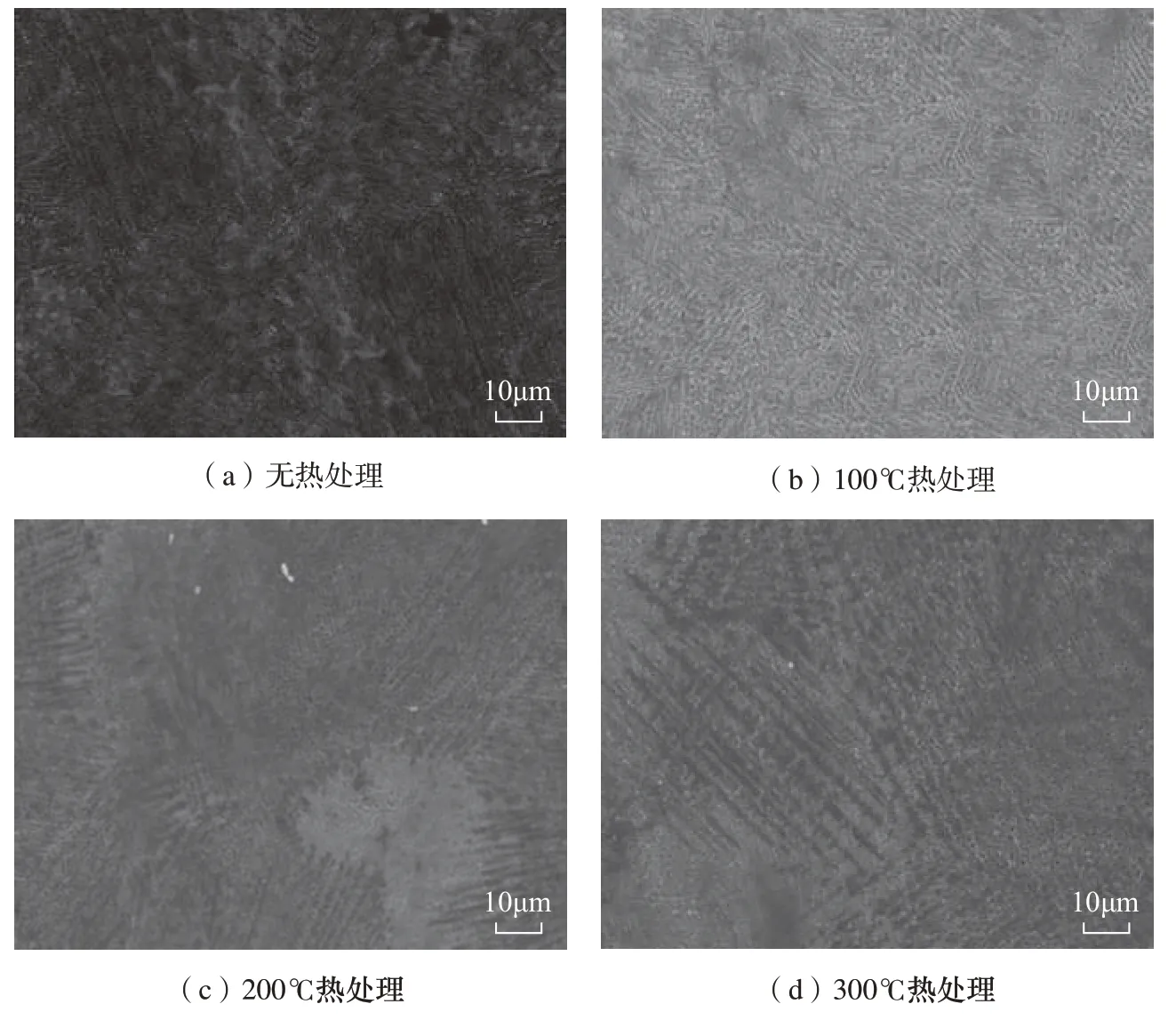
圖5 焊縫微觀結構Fig.5 Weld microstructure
Ng 等[63]采用光纖激光焊接了NiTi 合金與316L 不銹鋼。加入Ta 中間層后發現中間層厚度對接頭的化學成分、顯微組織和力學性能有顯著影響。隨著Ta 含量的增加,脆性金屬間化合物(TiFe4、Cr2Ti、TiFe 等)的含量降低。未加入中間層的接頭拉伸應力和應變分別為134MPa 和0.63%,添加厚度為50μm 的Ta 中間層后,接頭拉伸應力和應變分別達到251MPa 和2.7%。Ta 中間層的厚度繼續增加,則會產生過量的TaCr2和Ni3Ta,導致接頭力學性能下降,斷裂區域位于焊縫和不銹鋼的界面。
綜上研究,在NiTi 合金/不銹鋼異種激光焊接中易產生Fe–Ti 脆性金屬間化合物。添加Ni、Ta 等中間層可以有效抑制脆性金屬間化合物的產生,適當厚度的中間層是影響接頭力學性能的重要參數。將熱輸入更多地分配給不銹鋼也可以減少金屬間化合物的數量,從而提升接頭的力學性能。除此之外,采用合理溫度的焊后退火處理是提高異種合金接頭力學性能的有效方法。
異種材料激光焊接接頭金屬間化合物的數值模擬研究進展
材料計算模擬可以預測材料性能并對試驗過程進行模擬,目前主要的計算方法有第一性原理、分子動力學、蒙特卡洛、有限元分析、相場法、幾何拓撲模型等。在異種材料激光焊接中,利用材料計算模擬可以更高效地預測試驗結果并優化試驗方案。圖6是不同材料計算模擬方法在改善焊接質量上對應的領域。
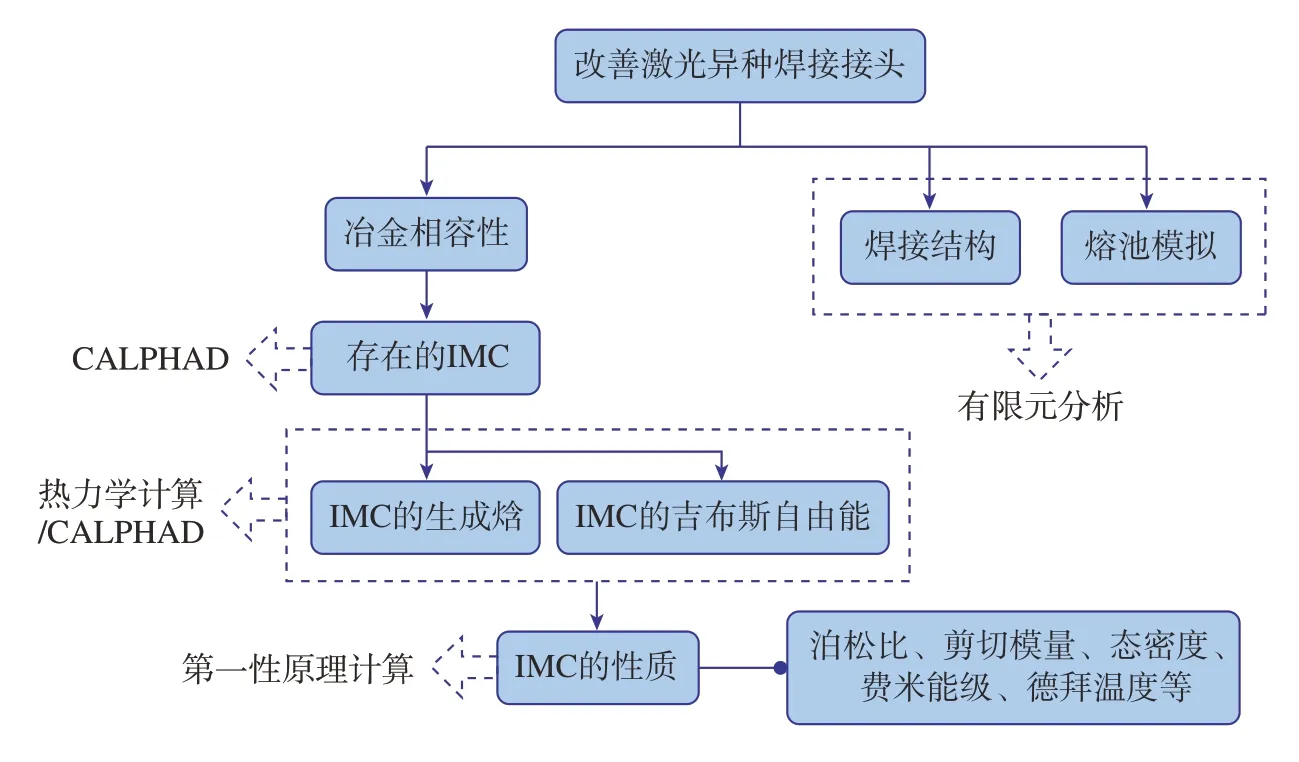
圖6 材料計算模擬在改善焊接質量上的應用Fig.6 Application of material calculation and simulation in improving welding quality
1 激光焊接組織模擬計算
Li 等[64]采用第一性原理計算分析了金屬間化合物的性能及其對鋼/鋁激光焊接的影響。使用Materials Studio 8.0 計算了Fe3Al、FeAl、Fe2Al5、FeAl2、FeAl3和Fe4Al13等金屬間化合物的平衡點陣常數、力學性能和電子結構。結果表明,計算得到的內模復合材料的彈性常數滿足力學穩定性條件。分別對以上金屬間化合物的彈塑性、總態密度、費米能級和電負性等進行了分析,并對316L 不銹鋼和6061 鋁合金進行了激光焊接試驗驗證,結果表明焊縫金屬間化合物的性能與計算結果一致。
朱宗濤等[65]對AZ31 鎂合金和6016 鋁合金進行激光對接焊試驗,由于接頭中Mg17Al12、Mg2Al3等金屬間化合物的存在導致焊縫硬度變化大,并且接頭在存在大量Mg17Al12的鎂側焊縫和熔合區斷裂。鄭博等[66]采用第一性原理贗勢平面波法計算了Mg17Al12和Mg23Al30相的形成熱、結合能和電子結構等數據。計算結果表明,相比于Mg17Al12相,Mg23Al30相具有更高的結合能和形成熱,所以具有更強的穩定性和合金化能力。通過電子結構計算,發現Mg23Al30鍵合作用較強,結構更穩定。彈性常數計算結果表明,Mg17Al12為脆性相,Mg23Al30為塑性相。通過熱力學性質計算,發現溫度大于室溫時,Mg23Al30的Gibbs 自由能最小,熱結構相對穩定。經驗公式預測法結果表明,Mg23Al30、Mg17Al12均為低熔點合金。Mg–Al 金屬間化合物能帶結構如圖7[66]所示,Mg17Al12具有更大的能量起伏,且Mg17Al12相鄰軌道之間的重疊率小于Mg23Al30,說明Mg23Al30具有更強的相成鍵性。
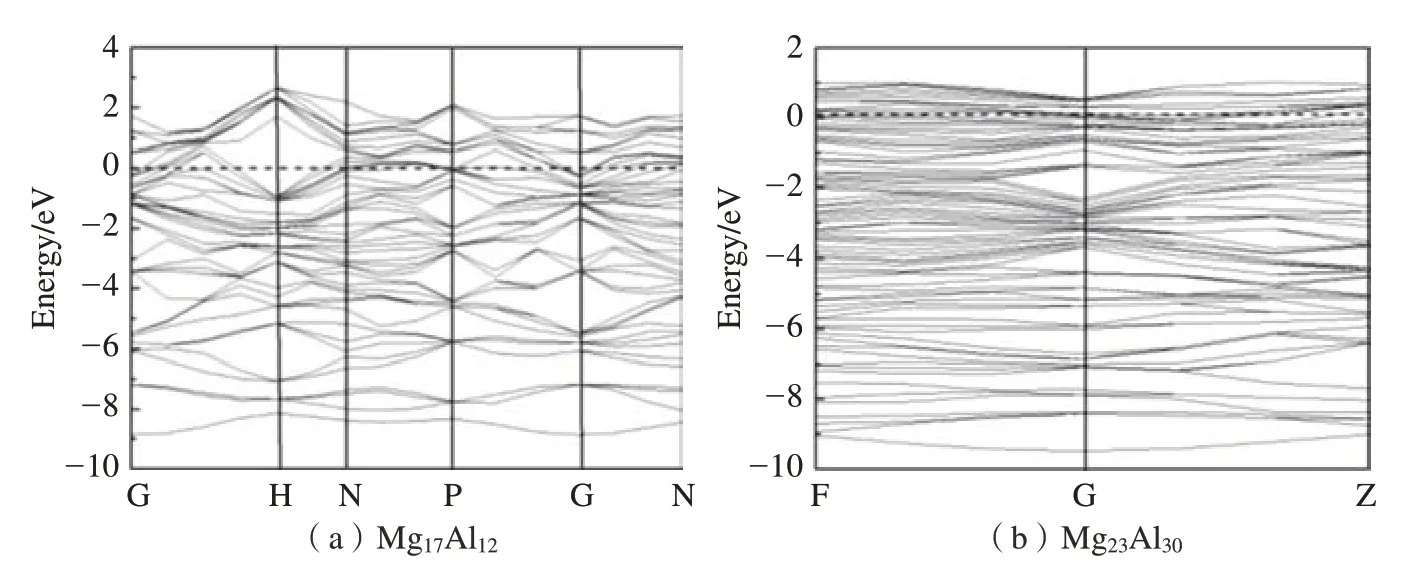
圖7 Mg–Al 金屬間化合物的能帶結構Fig.7 Band structure of Mg–Al intermetallic compound
Miedema 模型[67]作為一種二元合金熱力學的計算模型,是通過3 個重要參數(原子尺寸、電子密度和電負性)和半經驗公式來計算的。該模型可以很好地分析由于添加金屬中間層而產生的增益效果。在焊接過程中,可以計算所有可能生成的化合物的生成焓[68]與系統的形成焓并進行對比[69]。檀財旺等[70]采用Miedema 模型和Toop 三元熱力學模型相結合的方式,探究了Al 中間層在鎂/鈦激光熔釬焊界面的擴散行為。結果表明,Al 元素的加入降低了界面自由能,促進了界面反應。此外,還發現Al 元素的擴散方式為上坡擴散,且有向Ti 一側擴散的趨勢,在反應過程中Ti 有降低Al 化學勢的趨勢。
2 激光焊接熔池模擬計算
采用流體流動模型可以模擬金屬激光沖擊焊接(Laser impact welding,LIW)過程中的微觀組織,以研究焊接成形過程中的瞬態現象。這種瞬態現象包括剪切應力、塑性應變、熱響應和材料噴射的演變。在Sunny 等[71]的研究中,首次用動態動力學蒙特卡羅方法模擬了激光粉末層熔合增材制造(Additive manufacturing,AM),預測了1100 鋁和304 不銹鋼的非均勻組織。這些微結構的性能參數被嵌入到LIW 歐拉有限元模擬中,預測由變化的屈服面、堆垛層錯能和晶界滑動效應引起的晶粒伸長。預測的微觀結構變形模式的趨勢與文獻試驗研究結果高度一致。與現有的均質模型相比,具有不均勻AM 微結構的新模型提高了塑性應變率,在更高的噴射溫度下增加了材料的噴射。該模型可用于研究晶粒形貌(以及多晶金屬織構)與沖擊焊縫界面處發生的瞬態現象之間的相關性。
潘井春[72]利用精度較高的層流兩相流水平集方法,建立了鋼/鋁異種金屬搭接焊二維瞬態三相耦合的幾何模型,采用連續函數的判別方法處理了Fe–Al 混合區的熱力學參數,分析了混合區中熔池驅動力、反沖壓力、表面張力及Marangoni 對流等對熔池流體流動的影響和能量傳遞過程,探討了激光熔焊模式對Fe–Al 化合物的分布規律,分析了添加Ti 粉前后的熔池變化。
賈強等[73]采用光纖激光焊接高強鋼DP980,對溫度場分布進行了有限元模擬計算,并對比了熔池截面的溫度場分布與試驗接頭截面微觀組織形貌(圖8[73]),模擬結果與試驗焊縫形貌相吻合。圖9為模擬的各個區域的熱循環曲線,結果表示,激光焊接具有加熱速度快、冷卻迅速的特點,焊縫中心熱循環溫度最高可達3204 ℃。
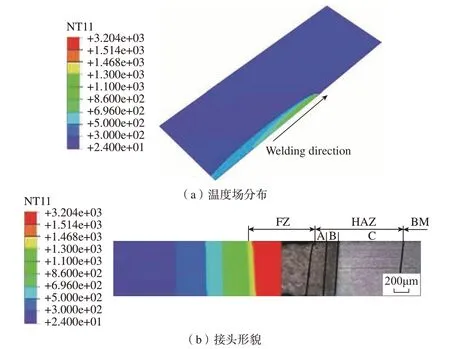
圖8 焊接溫度場分布及接頭形貌Fig.8 Welding temperature field distribution and joint morphology

圖9 有限元模擬熱循環曲線Fig.9 Finite element simulation of thermal cycle curve
結論
激光焊接具有節能、高效、綠色、精度高等優點,因此得到了廣泛的應用。隨著焊接設備和焊接工藝的進步和發展,異種金屬激光焊接從焊接方法和工藝改進轉向更深入的性能優化研究和界面調控機理分析。由于通過試驗手段很難原位觀測焊縫金屬間化合物,需要通過多種模擬手段對其進行分析。
(1)隨著母材對激光束能量的吸收,溫度的改變使元素在熔池中發生不同的反應。被焊母材的物理和化學性質差異是產生脆性金屬間化合物的重要原因。試驗研究證明,加入中間層有效阻礙了界面母材元素的交換,優化激光參數或采用激光偏置可以減少易產生金屬間化合物的元素進入熔池反應,從而減少金屬間化合物產生,減少連續金屬間化合物層的形成,實現性能的優化。焊后熱處理可以有效控制因冷卻析出的金屬間化合物并提高異種合金激光焊接接頭的力學性能。
(2)運用計算材料學,可以實現試驗模擬和結果預測。通過計算焊接接頭中金屬間化合物的平衡點陣常數、力學性能和電子結構等參數可以判斷化合物的化學穩定性,模擬材料剪切應力、塑性應變等性能,從而預測IMC 的各項性能。隨著研究的逐步深入,計算材料科學的數據庫日益擴大,將能夠更準確、更高效地指導和優化研究過程。
(3)添加中間層可以有效緩解金屬間化合物對接頭性能的不利作用,但目前中間層的選取缺少通用的理論支撐,控制熱輸入法也需要更多的實踐探索。基于計算材料學的仿真模擬,實現激光熱源工藝–熔池(有限元分析)–中間層選擇–界面組織(第一性原理和熱力學分析)–力學性能(分子動力學分析)的多模擬手段耦合,對改善焊縫性能,拓寬異種金屬激光焊接的實際工程應用具有重要的價值。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
制造技術與機床(2015年10期)2015-04-09 07:06:00