相似零件輪廓去余量程序優化及數學處理
2021-08-19 03:51:56洪美琴
機械工程師 2021年8期
洪美琴
(湖南汽車工程職業學院 機電工程學院,湖南 株洲 412001)
0 引言
當加工圖1所示的相似輪廓的零件時,零件輪廓圓弧段全部為凸圓弧,銑削完輪廓后可以通過增大刀補值方法來去除多余的余量,去余量的走刀路線如圖1中的去余量刀軌所示。但加工圖2所示帶有凹圓弧的輪廓時,當凹圓弧輪廓區域的余量通過改變刀補值銑凈后,其余的余量則要采用變輪廓的方法去除,避免因刀補值過大而產生過切現象[1-2]。去余量走刀路線如圖2中變輪廓去余量刀軌所示。圖2(a)中矩形去余量刀軌因對角線上的余量通過變換刀補值去除時,刀補值的分配計算將會劣于圖2(b)中的去余量刀軌,靠近輪廓的去余量刀軌因刀補值偏大而引起圓角處仍然有余量未切除。

圖1 帶凸圓弧外輪廓

圖2 帶凹圓弧外輪廓
1 帶凹圓弧類輪廓去余量程序優化
在銑削圖3(a)輪廓零件時,當刀具的半徑值不超過凹圓弧的曲率半徑時,通過刀具半徑補償來加工零件輪廓,對于不同尺寸的零件、不同直徑的刀具沿輪廓走刀后所留余量會有兩種情況:一種情況是四周都有余量未切除;另一種情況是僅4個角留有余量未切除。如果選擇的刀具直徑較小,一次刀補不能將凹圓弧區域的余量銑凈時,則通過增大刀補半徑值多次重復運行程序來銑凈凹圓弧區域余量,去除完凹圓弧區域余量后,其余的余量則可以按變輪廓刀軌去除余量[3-4],如圖3(b)所示。若選擇加工刀具的直徑合適,一次刀補后能銑凈凹圓弧區域余量,當四周有余量未切除時,去余量走刀路線如圖2所示,而當僅僅是4個角有余量時,則按刀心軌跡走整圓來去除余量,如圖3(c)所示。
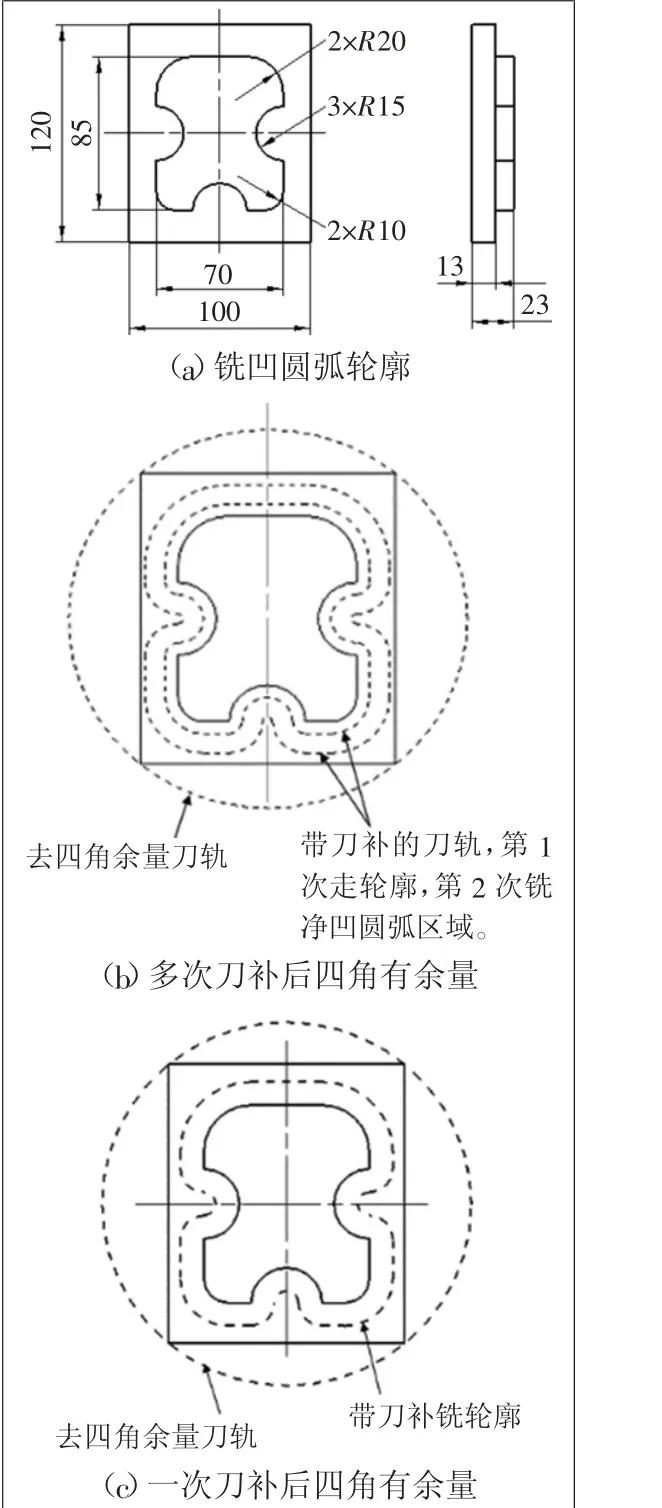
圖3 帶凹圓弧輪廓
1.1 去余量程序處理
1)去余量程序要結合宏程序功能。若加工的輪廓有凹圓弧段,則保證凹圓弧區域銑凈。
WHILE [(刀補值+刀具半徑值)LE (凹圓弧區域最大余量值)]DO1
D#JM98PXXXX 調用銑輪廓的程序,輪廓的子程序不寫刀補地址字
#J=#J+1 #J為存儲刀補值地址號, 刀補值D=R+△,△為刀補遞增值
END1
2)去余量計算。
計算當前刀補值與刀具半徑之和、計算X軸方向或Y方向的總余量:

1.2 程序優化實例
加工圖3(a)所示尺寸的外輪廓凸臺,選用3把φ20、φ16及φ10不同直徑的刀具來加工。銑凈凹圓弧區域刀補情況如表1所示,不同凹圓弧處去余量類型判斷如表2所示。

表1 銑凈凹圓弧區域刀補次數、刀補值情況
從表2中可以看出,采用φ16刀具銑多處凹圓弧輪廓時,四邊有余量,其中Y向余量超過刀具直徑,應選擇Y向凹圓弧處切入。

表2 不同凹圓弧處余量類型判斷
1)主程序。
O1
(#1為凹圓弧與零件輪廓邊的最大距離;#2為刀補地址號;#3為X向的最大剩余余量,計算凹圓弧處的最大值;#4為Y向的最大剩余余量;#5為刀具半徑值)
......
#100=#13000 讀取番號01位置的刀具半徑補償值
D#2M98P0002 調用銑輪廓子程序
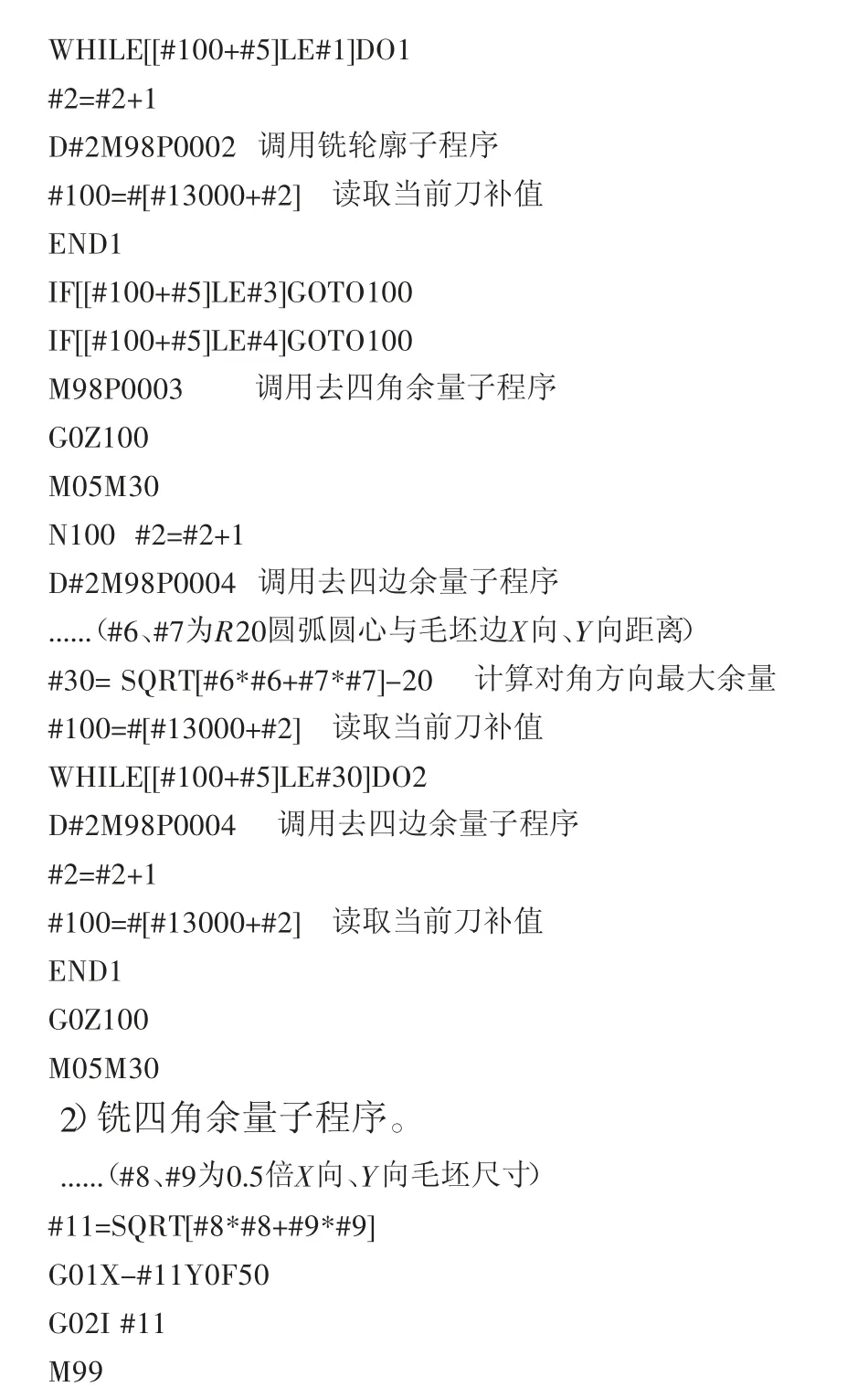
銑四邊余量子程序和零件輪廓程序相似,編程時用直線段來代替凹圓弧段即可。但當輪廓有倒角時,如果按走矩形輪廓來去四邊余量,則在輸入第一次刀補值時其值要小。
2 有突出輪廓邊零件去余量程序優化
2.1 去余量路徑分析
加工圖4(a)所示尺寸帶突起的凸圓弧輪廓零件,因3個R15的圓弧高于直線輪廓邊15 mm,偏移刀具半徑值銑輪廓后,繼續增大刀補值按輪廓編程走刀去余量,當前刀補值與刀具半徑值之和超過了15 mm時,也可以采用變輪廓走整圓去余量的方法,如圖4(b)所示。圖4(b)走整圓的輪廓由圖4(c)的包容圓輪廓而定,包容圓與突起的凸圓弧相切,能包容整個輪廓,因此通過改變偏移刀具半徑值的方法逐步增大走整圓刀軌的半徑值,可以切除剩余余量,又不與零件輪廓產生干涉。圖中未注圓角為R2,編程時按直線走刀編程,然后用φ4的刀具清根。

圖4 帶突起的凸圓弧輪廓
2.2 去余量加工程序示例。


3 結語
利用刀具半徑補償編程銑零件輪廓時,除了要考慮刀具半徑補償值過大引起過切因素外,還要考慮按輪廓走刀后多余的余量應如何去除。對于相似零件輪廓、尺寸不同、加工刀具直徑大小不同時,帶刀補按輪廓走刀后余量會有所不同,因此結合宏程序通過變量設置編程來去除余量,能很好地優化去余量的編程方法。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
中國衛生(2015年3期)2015-11-19 02:53:32
電測與儀表(2015年5期)2015-04-09 11:30:52
