一種新型便攜式智能氣電測微儀的研發
2021-08-18 00:42:58辛百靈陳桂芳
傳動技術 2021年2期
辛百靈 陳桂芳
(三門峽職業技術學院,河南,三門峽 472000)
0 引言
在目前機械加工行業,機械零件的精度檢測量儀分為機械式、光學式、電感式和氣動式,氣動量儀是唯一非接觸式測量,適用于零件的精密測量,尤其是薄壁零件和高精度零件因無測量力而備受歡迎。目前行業內廣泛使用的有浮標式氣動量儀、電子柱式氣電測微儀和SPC氣電測量工作站等,每一種量儀都有其使用范圍,不能很好的與現代智能化生產相適應,為此,我們研發了一種能夠完成現場檢測、在線檢測、多通道多參數檢測、檢測數據存儲、傳輸、即時處理的方便攜帶的新型智能氣電測微儀,該儀器集氣動測量技術、氣電轉換技術、計算機嵌入式技術、信息通訊技術、SPC統計分析技術于一體,適用于機械加工行業各種類型企業機械零件檢測的需要。
1 氣動量儀檢測特點分析
氣動量儀的測量原理是利用噴嘴擋板機構,將間隙(位移)變化轉化為氣體流量或壓力的變化,再將這一變化通過浮標或指針或液柱或電子柱顯示出來[1]。測量介質為壓縮空氣,氣動測量裝置與被測零件之間不直接接觸,是非接觸式測量。氣動量儀依據被測參數不同與不同測量頭配合使用,指示或顯示被測尺寸相對于標準尺寸的變化量,屬于比較式測量。
1.1 浮標式氣動量儀檢測特點
浮標式氣動量儀實物圖如圖1所示,該量儀曾經是應用最為廣泛的一種氣動量儀,其主要組成為空氣過濾器、空氣穩壓器、指示部分和測量裝置,其工作原理是把被測量的尺寸變化轉換為相應的空氣流量的變化的一種測量儀器,當壓縮空氣通過錐度玻璃管時流量的變化使得浮在管內的浮標位置發生相應變化,刻度尺上浮標位置的變化量就是被測尺寸的變化量。

圖1 浮標式氣動測量儀實物圖
優點:結構簡單;裝配、調試、維修方便;價格低廉。
不足:刻度尺人為讀數,有誤差;多管量儀的各管之間存在相互干擾現象;不能提供測量信號,不適用于自動化測量。
1.2 電子柱式氣電測微儀
電子柱式氣電測微儀實物圖如圖2所示。該量儀采用了嵌入式單片機技術,是模擬氣電電子柱的更新換代的數字化產品,更是浮標式氣動量儀的替代產品。它是把被測量的尺寸變化轉換為相應的氣壓變化,通過氣電轉換器將氣壓信號轉換為電信號,由發光管組成的電子光柱顯示測量數值的一種測量儀器。

圖2 電子柱式氣電測微儀實物圖
優點:采用了單片機技術,進入了數字化時代,具有了智能化測量功能和USB、RS232/RS485、I/O等接口。指示部分采用了發光電子柱顯示,讀數更直觀清晰;設置液晶顯示屏,中文菜單操作界面,可人機交互方便操作,同時直接顯示檢測數值;可多臺拼裝,搭配不同氣動測頭,可實現多種參數測量。
不足:多種參數測量需多臺拼裝,不太方便;雖然有的產品可以進行多種規格被測參數的多程序設置、測量數據的存儲和查詢,但畢竟有限;雖然通過數據通訊功能可使現場多臺量儀組成測控網絡,通過服務器用SPC測量軟件采集并存儲測量數據,形成SPC統計圖表,實現網絡化在線質量管理,但畢竟不能在該量儀上實現,達不到實時監控和管理。
1.3 氣電測量SPC工作站
氣電測量SPC工作站是根據用戶要求定制的大型智能檢測儀器,其實物各不相同,但大體結構如圖3所示,主要由液晶顯示屏、工作臺、工控機、各種通道箱、SPC測量分析軟件等組成。測量原理是利用被測工件間隙變化引起氣壓變化,經氣電轉換器把氣壓變化轉換為電壓信號,送至AD板卡對模擬電信號量進行數據采集和數字處理,并采用工控機技術,建立Access數據庫,使用SPC測量軟件,顯示屏可直接顯示各通道被測尺寸的測量值。

圖3 氣電測量SPC工作站實物圖
優點:測量數據通過外接觸發按鈕可保存到歷史數據庫存,方便質量管理人員對相應產品測量數據的追朔與查詢;使用SPC測量軟件能夠對測量數據進行數理統計、分析、圖表繪制及測量數據存儲、導出和備份,可對加工機床進行工藝能力指數CP值、CPK值,PP、PPK值的計算和評定;設置多個相互獨立的通道(目前大多為12個通道),用軟件模擬電子柱顯示測量數據,代替多臺電子柱式測微儀的拼合。
不足:SPC工作站主要應用在高精度、大批量零部件生產工廠的重點工序,以對重點參數進行統計分析。因其體積龐大,設置在固定場所,零件的檢測需操作者或送檢員送到工作站,由專職檢查員進行檢測,費時費工,又不能在線檢測,達不到實時監控的目的。
2 便攜式智能氣電測微儀
2.1 功能要求
1) 體積小,重量輕,便于攜帶;
2) 成本低,操作方便,適應各類機械加工企業;
3) 性能穩定可靠,抗干擾能力強,適應于放置在加工機床旁邊;
4) 智能化程度高。能夠完成現場檢測、在線檢測、多通道多參數檢測、檢測數據可存儲、傳輸、測量數據統計分析處理,實現生產過程實時監控、追朔與查詢。
2.2 測量原理
本儀器的測量原理為:穩壓后的氣源通過可調節流閥由氣動測頭(噴嘴)噴向被測面,隨著測量間隙的變化會引起氣體壓力的相應變化[2],經高精度氣電轉換裝置把氣體壓力變化轉換為模擬電壓信號,送至A/D轉換板卡對模擬電信號進行數據采集和數字處理,經微型工控計算機系統處理,在測量軟件界面顯示各通道被測尺寸的測量值。根據預先設定的工件尺寸公差界限,用軟件模擬光柱及顏色指示出被測工件合格與否。測量數據可保存到歷史數據庫存,方便提供給操作人員及后期質量管理人員對相應產品測量數據的追朔、查詢,以及SPC統計分析。測量原理框圖如圖4所示。
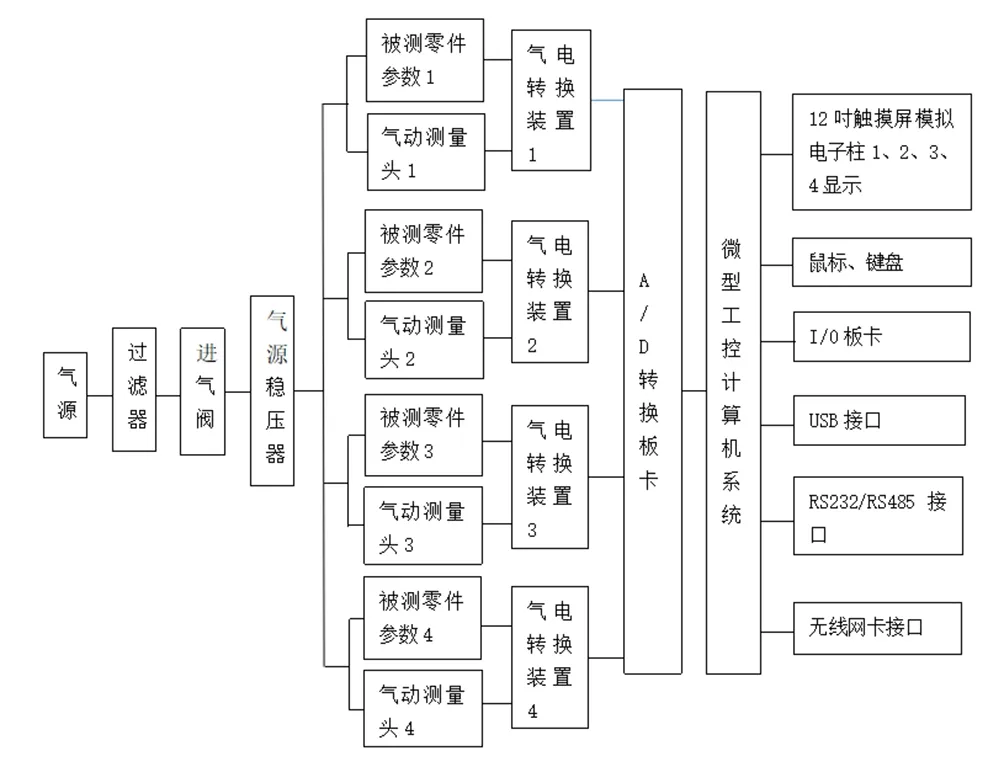
圖4 測量原理框圖Fig.4 Block diagram of the measurement principle
2.3 硬件、軟件設計
2.3.1 主要氣動測量元件選型
1) 壓縮空氣過濾器。根據氣動測量系統對凈化空氣要求的塵埃或液體顆粒的直徑不大于5 μm[3],選用QGL-3A型三級空氣過濾裝置;
2) 空氣穩壓器。氣動量儀穩定的工作需要穩定的氣壓源,必須將較高壓力的空氣降低并穩定到規定的輸出壓力,且此壓力不受壓縮空氣流量的變化及氣源壓力波動的影響,能保持輸出壓力恒定[1]。按此要求選擇T-10型精密減壓閥;
3) 壓力傳感器。選擇精確度0.05% FS的壓阻式壓力傳感器SM5651;
4) A/D轉換器。選擇分辨率為16位的研華PCL型A/D轉換器。
2.3.2 硬件設計
外形設計要著眼于小型化,便于攜帶。整體結構及電路采用工業集成模塊化設計,硬件采用微型工控計算機系統處理器、觸摸屏(配置鍵盤和鼠標)、A/D轉換板卡。外形圖如圖5所示。

圖5 便攜式智能氣電測微儀實物圖
2.3.3 軟件設計
軟件采用MicrosoftWIN7嵌入式操作系統,置入漢化版SPC測量系統軟件,實現整套系統的穩定性、方便性和測量系統的專業性、高效性。
2.4 主要功能及技術指標
2.4.1 主要功能
1) 以前使用的氣動側頭、空氣過濾器仍可在該量儀上使用;
2) 測量軟件可對工件各參設置、修改、模擬電子柱顯示,測量數據能夠運算、存儲和超差報警;
3) 測量軟件具有對測量數據的處理、統計分析功能:質量統計分析、繪制標準偏差S、Cp值、Cpk值等工藝參數圖表;
4) 通過I/O接口可控制電機、氣缸、報警燈、測量按鈕等執行機構,實現工件的在線自動測控;
5) 通過模塊組合可實現一支到八支傳感器的任意組合運算;
6) 設置4路氣電轉換通道,實現4路獨立的測量功能,完成一個工件多個工藝參數的同時測量或同一工藝參數的批量測量;
7) 可設置多套程序以進行多種規格參數測量。其設置參數和標準件校正值分別對應程序存儲,使用時調出即可;
8) 通過網絡通訊,真正實現多個量儀互聯、量儀與SPC工作站互聯、量儀與EMS管理系統互聯等 ,達到對生產過程的實時監控,可能出現異常的及時處理。同時方便了管理人員對測量數據的追溯和查詢。
2.4.2 主要技術指標

指標名稱值測量方式手持(機械手)測量,觸發保存數據測量節拍/Hz2~3量程范圍/μm10~25數顯分辨率/μm0.1~0.2示值總誤差/μm0.4~1.0示值變動性/μm0.2~0.5外形尺寸/mm420×350×350質量/kg8
2.5 基本操作
該量儀是數字化智能氣電測微儀,其操作方式因采用嵌入式計算機MicrosoftWIN7操作系統而與電子柱式式有很大區別。現簡要介紹一下基本操作步驟。
開機→出現WIN7操作界面→打開測量系統軟件→測量系統操作界面,顯示操作菜單:參數設置、測量、SPC控制圖、數據導出、關閉系統→參數設置→測量→數據導出或SPC控制圖→關閉系統(退出)。
根據測量任務,輸入相應參數,實現測量目的,具體操作,詳見使用說明書。
3 結語
本量儀是與現代智能化生產相適應的智能化精密測量儀器。集氣動測量技術、氣電轉換技術、計算機嵌入式技術、信息通訊技術、SPC統計分析技術于一體,適用于機械加工行業各種類型企業機械零件檢測的需要。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
