發(fā)動(dòng)機(jī)缸體主油道螺紋堵塞自動(dòng)擰緊設(shè)計(jì)研究
2021-08-04 11:23:43黃海銀佳和黎可富
時(shí)代汽車(chē) 2021年12期
關(guān)鍵詞:自動(dòng)化
黃海 銀佳和 黎可富
摘 要:對(duì)發(fā)動(dòng)機(jī)缸體主油道螺紋堵塞全自動(dòng)擰緊進(jìn)行研究,設(shè)計(jì)堵塞自動(dòng)上料、堵自動(dòng)涂膠、膠有無(wú)視覺(jué)檢測(cè)、缸體自動(dòng)頂升夾緊、機(jī)器人加持?jǐn)Q緊槍等自動(dòng)化結(jié)構(gòu),實(shí)現(xiàn)小螺紋堵塞的全自動(dòng)擰緊,提升生產(chǎn)線的生產(chǎn)效率,降低人力成本。該設(shè)計(jì)同時(shí)使用機(jī)器人、視覺(jué)識(shí)別、自動(dòng)涂膠、震料盤(pán)技術(shù),可同時(shí)實(shí)現(xiàn)涂膠、涂膠識(shí)別、取料、擰緊等復(fù)雜動(dòng)作。
關(guān)鍵詞:缸體主油道螺紋堵塞 自動(dòng)化 涂膠 視覺(jué) 擰緊
Design and Research on Automatic Tightening of Thread Blockage in Engine Cylinder Block
Huang Hai Yin Jiahe Li Kefu
Abstract:The article does researches on the automatic tightening of the thread blockage of the main oil passage of the engine cylinder, and designs automatic blockage automatic feeding, blockage automatic glue application, visual inspection of glue presence, automatic cylinder block lifting and clamping, robot holding tightening gun and other automatic structures, so as to realize the fully automatic tightening of small thread blockages, and improve the production efficiency of the production line, and reduce labor costs. The design uses robots, visual recognition, automatic glue application, and vibrating material pan technology at the same time, which can simultaneously realize complex actions such as glue application, glue recognition, reclaiming, and tightening.
Key words:cylinder block main oil passage thread blockage, automation, gluing, vision, tightening
1 引言
汽車(chē)工業(yè)的高速發(fā)展推動(dòng)了自動(dòng)裝配技術(shù)的不斷提高,汽車(chē)裝備的高自動(dòng)化、高柔性、高智能是汽車(chē)裝備制造業(yè)和汽車(chē)工業(yè)發(fā)展的方向。[1]
發(fā)動(dòng)機(jī)缸體油道需同時(shí)為凸輪軸潤(rùn)滑、VVT正時(shí)系統(tǒng)控制、曲軸孔軸瓦旋轉(zhuǎn)潤(rùn)滑等部件提供機(jī)油,以保證發(fā)動(dòng)機(jī)的正常運(yùn)作,所以其主油道較為復(fù)雜,為保證有效貫通,需加工較多工藝孔,這些工藝孔需使用螺紋堵塞或者悶蓋進(jìn)行密封,避免發(fā)動(dòng)機(jī)泄露。這些螺紋堵塞孔一般直徑小、長(zhǎng)度短,數(shù)量多,且有密封膠要求,故主油道堵塞的擰緊動(dòng)作包含取料、工件夾緊、涂膠、涂膠檢測(cè)、擰緊,目前大多數(shù)主機(jī)廠采用手動(dòng)擰緊的方式,以國(guó)內(nèi)某大型主機(jī)廠為例,發(fā)動(dòng)機(jī)缸體有4顆堵塞,堵塞類(lèi)型有兩種,擰緊過(guò)程需更換擰緊頭,82秒節(jié)拍要求下,員工需完成4次取料、涂膠、擰緊和1次更換擰緊頭的動(dòng)作,工作強(qiáng)度大,人機(jī)工程差,易產(chǎn)生較大疲勞感,后期往往會(huì)出現(xiàn)跟不上節(jié)拍的情況。
隨著機(jī)器人設(shè)備、自動(dòng)夾具、視覺(jué)系統(tǒng)的高速發(fā)展,傳統(tǒng)的人工擰緊方式會(huì)被逐漸淘汰,自動(dòng)涂膠、擰緊、視覺(jué)檢測(cè)設(shè)備會(huì)集成化應(yīng)用到小零件的擰緊過(guò)程,提升工廠自動(dòng)化水平和生產(chǎn)效率。
2 總體概念設(shè)計(jì)
2.1 產(chǎn)品要求輸入
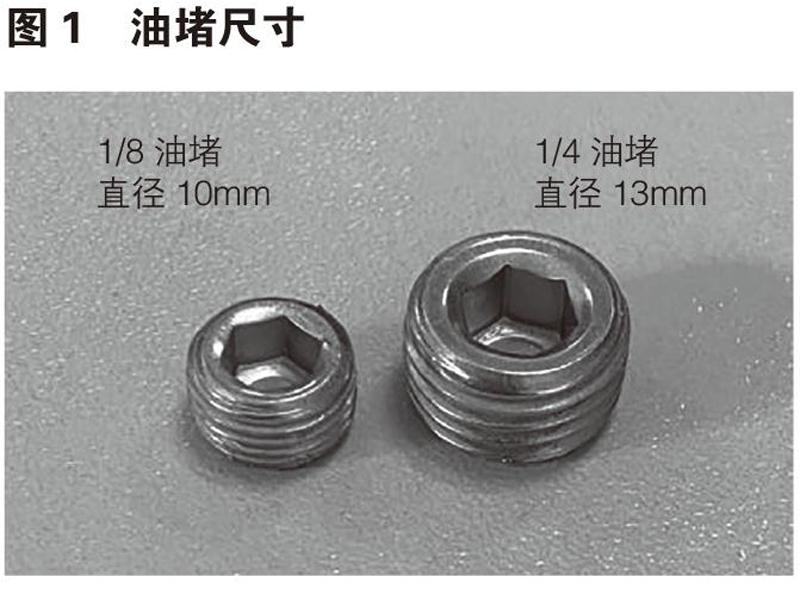
設(shè)計(jì)概念需圍繞產(chǎn)品要求,以實(shí)現(xiàn)產(chǎn)品的堵塞擰緊要求為最終目的,以某公司的某款產(chǎn)品舉例(如圖1),需了解以下產(chǎn)品要求:
(1)堵塞類(lèi)型:1/4和1/8錐螺紋,考慮節(jié)拍的情況下,需增加兩套擰緊機(jī)構(gòu),減少換套筒的時(shí)間;
(2)堵塞尺寸:直徑<13mm,長(zhǎng)度<7mm,整段是螺紋,尺寸短小,底部為內(nèi)六角孔,夾持方案可以考慮磁式擰緊頭取料,避免螺紋損傷;
(3)扭矩要求:<20NM,采用小扭矩?cái)Q緊軸;
(4)密封要求:樂(lè)泰膠,采用自動(dòng)化滴膠機(jī)構(gòu)和視覺(jué)檢測(cè)機(jī)構(gòu)保證涂膠量。
2.2 自動(dòng)化需求
為提升生產(chǎn)效率,保證擰緊質(zhì)量,在控制整體投入成本的前提下,將人工擰緊改為全自動(dòng)擰緊。
2.3 概念設(shè)計(jì)輸出
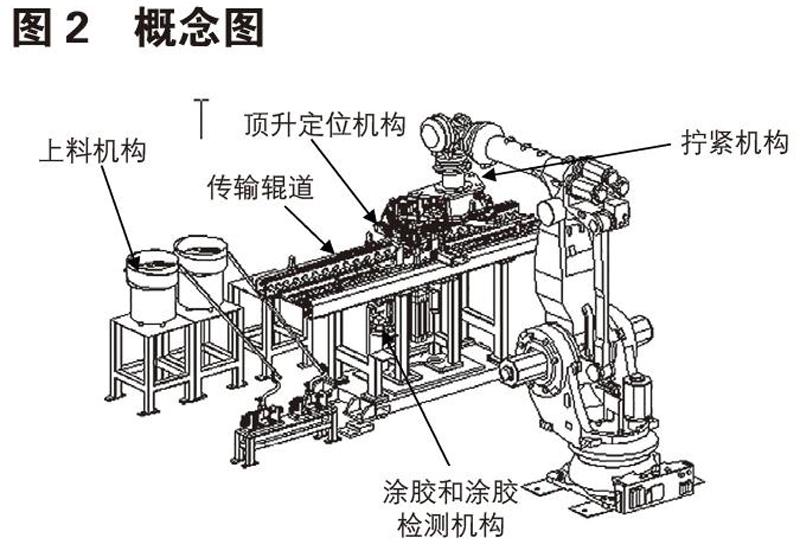
根據(jù)產(chǎn)品要求以及自動(dòng)化需求,發(fā)動(dòng)機(jī)缸體堵塞自動(dòng)擰緊設(shè)計(jì)分為自動(dòng)上料、擰緊機(jī)構(gòu)、頂升定位機(jī)構(gòu)、傳輸輥道、涂膠和涂膠檢測(cè)模塊,如圖2。
3 詳細(xì)設(shè)計(jì)及選型
3.1 上料機(jī)構(gòu)
為實(shí)現(xiàn)快速自動(dòng)取料,保證取料成功率,每一顆油堵的姿態(tài)、位置均需固定。對(duì)于密封管螺紋小尺寸油堵,現(xiàn)在應(yīng)用較多的方案主要有:
(1)震動(dòng)排序機(jī)+吹氣管路傳輸+分料器,快速穩(wěn)定,吹氣系統(tǒng)成本較高;
(2)震動(dòng)排序機(jī)+重力管路傳輸+分料器,快速穩(wěn)定,成本低;
(3)固定位置包裝+3D視覺(jué)吸附取料,結(jié)構(gòu)簡(jiǎn)單易實(shí)現(xiàn),但吸附裝置容易磨損,成功率相對(duì)較低。
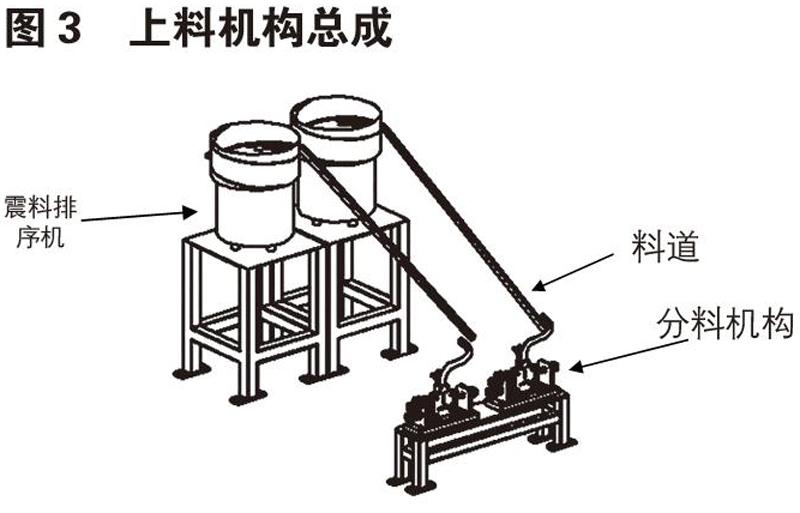
綜合優(yōu)缺點(diǎn),方案二為最優(yōu)方案(如圖3):排序機(jī)需讓油堵出來(lái)時(shí)保持固定姿態(tài),通過(guò)仿形料道重力下落至分料器,由于是重力傳輸,料道長(zhǎng)期有多顆油堵,分料器需將油堵進(jìn)行分隔,保證取料處僅有一顆油堵,并且需要將油堵進(jìn)行頂緊,保證擰緊套筒認(rèn)冒。
分料機(jī)構(gòu)主要由擋料機(jī)構(gòu)1、擋料機(jī)構(gòu)2、壓緊機(jī)構(gòu)、接料機(jī)構(gòu)組成,擋料機(jī)構(gòu)1/2將單顆油堵實(shí)現(xiàn)分隔,壓緊機(jī)構(gòu)壓緊,如圖4。
擋料氣缸選型FESTO AND-12-15-A-P-A,氣缸直徑12mm,行程15mm,壓緊氣缸選型FESTO AND-12-25-A-P-A,行程25mm。工作原理:擋料機(jī)構(gòu)2氣缸伸出,擋料機(jī)構(gòu)1氣缸縮回,油堵下落,擋料機(jī)構(gòu)1和2間隙設(shè)計(jì)為一顆油堵直徑的寬度,擋料機(jī)構(gòu)1氣缸伸出將上方油堵隔開(kāi),擋料機(jī)構(gòu)2打開(kāi),油堵下落,壓緊機(jī)構(gòu)伸出壓緊油堵至取料口出,等待機(jī)器人來(lái)取料。以上動(dòng)作邏輯,通過(guò)到位傳感器(接近開(kāi)關(guān))與PLC延時(shí)控制實(shí)現(xiàn),傳感器選擇巴魯夫M8接近開(kāi)關(guān)(BES M08EE-PSC20B-S04G-003)。
3.2 擰緊機(jī)構(gòu)
在82s的生產(chǎn)線節(jié)拍范圍內(nèi),需完成1/4和1/8油堵的的自動(dòng)取料、涂膠、視覺(jué)識(shí)別、擰緊等動(dòng)作,且油堵擰緊有較為嚴(yán)格的扭矩要求,所以擰緊機(jī)構(gòu)要求具備以下功能:
(1)快速移動(dòng),定位精度高;
(2)可完成復(fù)雜動(dòng)作;
(3)扭矩控制。
參考發(fā)動(dòng)機(jī)裝配線中使用的螺栓自動(dòng)擰緊技術(shù),使用機(jī)器人帶動(dòng)擰緊軸實(shí)現(xiàn)擰緊動(dòng)作,快速準(zhǔn)確,并能實(shí)現(xiàn)扭矩監(jiān)控,如圖5。
3.2.1 擰緊部件
擰緊部件包含擰緊軸、夾持部件。擰緊軸根據(jù)扭矩要求,選用扭矩范圍為20KN的atlas QMX42-2ROT。因?yàn)樾枰獢Q緊的是內(nèi)六角密封螺栓,所以擰緊頭設(shè)計(jì)為外六角頭,為方便在快速移動(dòng)過(guò)程中螺栓不掉落,擰緊頭需帶有磁性,將6顆圓柱磁鐵均布擰緊頭一周,磁鐵選用標(biāo)準(zhǔn)件(MISUMI HXN2-5),見(jiàn)圖6。
夾持部件包括擰緊軸夾持部件和延長(zhǎng)桿支撐。缸體表面結(jié)構(gòu)復(fù)雜,需使用延長(zhǎng)桿避開(kāi)干涉位置,為保證延長(zhǎng)桿高精度直線運(yùn)動(dòng),增加直線襯套(misumi),襯套可以參考misumi推薦的配合公差設(shè)計(jì)支撐套和延長(zhǎng)桿。
3.2.2 機(jī)器人
機(jī)器人需完成取料、擰緊動(dòng)作,油堵無(wú)預(yù)擰步驟,需直接帶著油堵前進(jìn)至螺紋孔處進(jìn)行擰緊,重復(fù)定位精度要求較高。目前各大機(jī)器人廠家提供的定位精度均為空載100%倍率下的工況精度,為了保證負(fù)載情況下擰緊的精度,選擇精度為±0.06mm的6軸機(jī)器人KUKA KR210 R2700 extra。
在做擰緊軸與機(jī)器人配套設(shè)計(jì)的時(shí)候,需要注意:
(1)擰緊軸固定在機(jī)器人第六軸,線纜長(zhǎng)度需滿足機(jī)器人第六軸到達(dá)的最大位置,線纜為避免旋轉(zhuǎn)干涉,需沿機(jī)器人本體走線,經(jīng)測(cè)量機(jī)器人各軸長(zhǎng)度合計(jì)5.7m,線纜一端接擰緊軸,另一端接擰緊控制器,控制器一般安裝在防護(hù)網(wǎng)外,以便維護(hù)和調(diào)整,所以線纜長(zhǎng)度需大于10m。
(2)需增加擰緊軸線纜的線管包,線管包的作用主要是防止線纜拉扯導(dǎo)致的異常磨損。
3.3 頂升定位機(jī)構(gòu)
3.3.1 頂升定位機(jī)構(gòu)組成
頂升定位機(jī)構(gòu)組成包括頂升和定位機(jī)構(gòu)。頂升機(jī)構(gòu)實(shí)現(xiàn)在工件傳輸?shù)轿缓螅瑢⒐ぜ斏烈欢ǜ叨龋荛_(kāi)擰緊過(guò)程與輥道的干涉,定位機(jī)構(gòu)利用一面兩銷(xiāo)的方式實(shí)現(xiàn)工件的精準(zhǔn)定位,保證重復(fù)定位精度。
頂升機(jī)構(gòu)主要部件包括:直線軸承、導(dǎo)向桿、頂升氣缸、安裝板等。
定位機(jī)構(gòu)主要部件包括:定位面、菱形銷(xiāo)、圓柱銷(xiāo)以及落位傳感器等。
3.3.2 精度分析
頂升定位機(jī)構(gòu)是油堵擰緊的關(guān)鍵機(jī)構(gòu),它與機(jī)器人的定位精度匹配程度決定著擰緊成功率的高低。機(jī)器人的位置可以根據(jù)定位機(jī)構(gòu)的安裝后的實(shí)際位置,調(diào)整運(yùn)動(dòng)程序進(jìn)行匹配,所以只需要考慮頂升定位機(jī)構(gòu)的重復(fù)定位精度,影響重復(fù)定位精度主要有運(yùn)動(dòng)部件和定位部件,這套機(jī)構(gòu)影響重復(fù)定位精度的位置為導(dǎo)向桿與直線軸承配合副、定位銷(xiāo)與定位孔間隙,導(dǎo)向桿與直線軸承的配合H7/g6,定位銷(xiāo)與定位孔的配合參考CNC(加工中心)定位尺寸,計(jì)算公式如下:
a)重復(fù)定位精度=導(dǎo)向桿與軸承配合極限間隙+定位孔與定位銷(xiāo)配合極限間隙
b)導(dǎo)向桿尺寸=φ50(-0.034,-0.009,),軸承孔尺寸=φ50(-0.014,0),過(guò)渡配合,極限間隙為0.034mm
c)定位孔尺寸=13(0,+0.018),定位銷(xiāo)尺寸12.9(-0.027,0),極限間隙為0.045mm。
所以頂升機(jī)構(gòu)的重復(fù)定位精度=0.034+0.045=0.079mm,料頭與油堵的間隙為0-0.2mm,所以頂升機(jī)構(gòu)的定位精度可以滿足重復(fù)定位要求。
3.4 傳輸輥道
傳輸輥道由對(duì)中機(jī)構(gòu)、擋料機(jī)構(gòu)、自動(dòng)輥道、到位傳感器、導(dǎo)向、支撐總成等幾部分組成,實(shí)現(xiàn)工件準(zhǔn)確到位功能,如圖8。
工作邏輯為:擋料器升起,入口放行工件進(jìn)入到擋料位置擋停,對(duì)中機(jī)構(gòu)將工件對(duì)中,對(duì)中機(jī)構(gòu)松開(kāi), PLC延時(shí)(2s)發(fā)送對(duì)中到位信號(hào)給頂升機(jī)構(gòu)、擰緊機(jī)構(gòu)進(jìn)行頂升擰緊,擰緊結(jié)束后,頂升機(jī)構(gòu)下降到位信號(hào)發(fā)送給擋料機(jī)構(gòu),松開(kāi)擋停,輥道旋轉(zhuǎn),工件離開(kāi)頂升工位,開(kāi)始下一個(gè)循環(huán)。
3.5 涂膠&檢測(cè)機(jī)構(gòu)
采用全自動(dòng)可控滴膠量的滴膠系統(tǒng)完成滴膠,使用彩色2000萬(wàn)像素的相機(jī)(可根據(jù)實(shí)際現(xiàn)場(chǎng)識(shí)別環(huán)境選用)進(jìn)行滴膠效果檢測(cè),相機(jī)需配備鏡頭和可調(diào)節(jié)光源便于適應(yīng)不同的檢測(cè)環(huán)境。
4 結(jié)語(yǔ)
高精度的6軸機(jī)器人結(jié)合視覺(jué)系統(tǒng)以及定位機(jī)構(gòu)可替代復(fù)雜動(dòng)作的人工操作,在自動(dòng)化機(jī)構(gòu)的設(shè)計(jì)過(guò)程中需充分考慮定位精度、成本、場(chǎng)地大小的因素。
參考文獻(xiàn):
[1]戴維,發(fā)動(dòng)機(jī)裝配過(guò)程螺栓擰緊監(jiān)控策略設(shè)計(jì)及應(yīng)用.汽車(chē)制造技術(shù).2018年第12期.
[2]王力爽.發(fā)動(dòng)機(jī)缸體10軸自動(dòng)擰緊機(jī)設(shè)計(jì)研究.裝配應(yīng)用與研究.2020年第18期.
[3]龍海清,王阿素.自動(dòng)涂膠系統(tǒng)在發(fā)動(dòng)機(jī)缸體生產(chǎn)中的應(yīng)用.2014年第1期.
猜你喜歡
經(jīng)營(yíng)者(2016年12期)2016-10-21 07:39:01
中國(guó)科技博覽(2016年19期)2016-10-19 14:47:24
中國(guó)科技博覽(2016年19期)2016-10-19 13:40:37
中國(guó)科技博覽(2016年18期)2016-10-19 07:01:13
中國(guó)市場(chǎng)(2016年36期)2016-10-19 03:40:15
科學(xué)與財(cái)富(2016年28期)2016-10-14 21:28:54
科學(xué)與財(cái)富(2016年28期)2016-10-14 19:52:27
科學(xué)與財(cái)富(2016年28期)2016-10-14 19:49:55
科學(xué)與財(cái)富(2016年28期)2016-10-14 19:33:38
科學(xué)與財(cái)富(2016年28期)2016-10-14 03:14:22
