低壓冷噴涂鎳基金屬陶瓷復合涂層的摩擦學性能研究
2021-08-03 08:12:38張濤成波李文生范祥娟李建軍黃曉龍
表面技術 2021年7期
張濤,成波,李文生,范祥娟,李建軍,黃曉龍
(蘭州理工大學 有色金屬先進加工與再利用國家重點實驗室,蘭州 730050)
泥漿泵是石油鉆探的三大關鍵設備之一[1-2],其核心部件(活塞與缸套)長期服役于磨損、腐蝕等苛刻環境中,配合尺寸精度下降,產生泥漿漏失現象,喪失排泥功能,最終導致泥漿泵報廢,嚴重制約著泥漿泵的服役壽命和工作穩定性[3-6]。因此,利用表面工程技術在零部件表面制備耐磨涂層(如鎳及鎳基涂層),對提高泥漿泵服役壽命及工作穩定性具有重要意義。
鎳及鎳基涂層因其良好的耐磨性、耐蝕性、高溫自潤滑作用等優點,被廣泛應用于磨損、腐蝕及熱疲勞交互環境下服役的關鍵構件表面[7-9],能夠延長構件壽命,保證其安全穩定服役。純鎳及鎳合金涂層硬度較低,難以滿足泥漿泵缸套服役的高載荷與腐蝕環境交互作用的嚴酷工況[10]。通過結構設計,將金屬的高塑韌性與陶瓷顆粒的高硬度結合,已成為改善純鎳涂層綜合性能的有效手段之一。He Long[11]采用等離子噴涂技術,制備了TiO2顆粒增強鎳基復合涂層,通過合理的結構設計和工藝優化,發現TiO2增強涂層的硬度最高達到624HV0.2,較純鎳涂層提高了13.5%,摩擦因數降低了3.8%,磨損失重下降了 36.5%。Cai Bin[12]同樣采用等離子噴涂技術,制備了TiC 顆粒增強鎳基復合涂層,當TiC 添加量(以體積分數計)為30%時,涂層的摩擦因數達到最低值0.33,磨損率為3×10–4mm3/(N·m),是純鎳基合金熔覆層的1/3。吳有伍等人[13]利用超音速火焰噴涂技術,制備了WC 顆粒增強鎳基涂層,研究結果表明,涂層硬度和耐磨性隨WC 含量的增多,呈現先升后降的趨勢,且當WC 為35%(以質量分數計)時,涂層的硬度和耐磨性最好。Zhang 等[14-15]通過激光熔覆技術制備了Ni-Cr3C2復合涂層,結果表明,在鎳基涂層中加入Cr3C2顆粒后,涂層的耐磨性能提高1.7 倍,涂層耐腐蝕磨損性能提高1 倍。以上研究表明,通過熱噴涂技術將陶瓷顆粒和金屬鎳及鎳基合金復合制備的鎳基復合涂層,耐磨和耐蝕性能明顯改善,最終實現關鍵部件的長壽命服役。
泥漿泵等大型外場施工設備的施工現場經常位于偏遠山區,核心設備的磨損失效會導致設備停滯,影響生產進度,甚至誘發重大安全事故。磨損件的現場實時修復,可極大節約時間及成本,也為外場施工設備穩定服役提供安全保障。然而,盡管等離子噴涂、超音速火焰噴涂等熱噴涂技術制備的涂層應用范圍廣,涂層質量較高,但是嚴重依賴熱源(氣體燃燒熱源、氣體放電熱源、其他熱源等),且噴涂系統的輔助設備繁雜[16],面向泥漿泵等大型外場施工設備易損件的現場修復具有很大的局限性。相對于熱噴涂技術,低壓冷噴涂是通過低溫(<600 ℃)、高速(300~700 m/s)固態金屬粒子的塑性變形而沉積涂層[17-18],具有設備體積小、攜帶方便、工藝簡易、能耗低等優點[19-21],在施工現場修復大型設備的磨損件上具有極大的優勢。利用低壓冷噴涂技術將具有優異耐磨及自潤滑性能的鎳基粉末沉積于關鍵部件表面,可明顯改善關鍵部件的耐磨性能,并兼顧現場修復的便利性。
本研究采用低壓冷噴涂工藝,制備不同Al2O3、ZrO2含量的Ni 基金屬陶瓷復合涂層,探究了Al2O3、ZrO2的含量變化對涂層摩擦磨損性能的影響,以期為泥漿泵關鍵部件表面修復提供實驗與理論依據。
1 實驗
1.1 實驗材料及涂層制備
實驗選用Ni 粉、Al2O3粉和ZrO2粉(均為商用粉末),采用三維式混料機將Ni 粉和Al2O3(ZrO2)粉末按體積比10∶1、10∶2、10∶3、10∶4、10∶5(其中Al2O3(ZrO2)占總體積的9%、17%、23%、29%和33%)混合均勻,作為噴涂喂料。33%Al2O3和33%ZrO2混合粉末的形貌如圖1 所示。
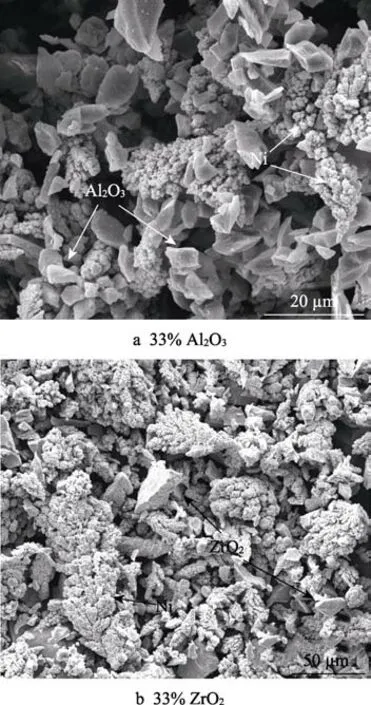
圖1 混合粉末形貌圖Fig.1 Morphology of mixed powder
基體選用Q235 鋼,尺寸為20 mm×20 mm×5 mm。制備涂層前,用砂紙打磨基體,并用丙酮除去油污,隨后對表面用冷噴涂機噴砂粗化及活化處理,表面粗糙度Ra約為2 μm。采用GDU-3-15 冷噴涂裝置(白俄羅斯)制備不同Al2O3、ZrO2含量的Ni-Al2O3、Ni-ZrO2復合涂層,其噴涂參數如表1 所示。

表1 低壓冷噴涂工藝參數Tab.1 Low pressure cold spray process parameters
1.2 性能測試
采用HV-1000 型維氏顯微硬度儀測試涂層硬度,載荷為100 g,保壓時間為10 s,測試10 組并取其平均值。
利用HT-1000 型摩擦磨損實驗機測試涂層在室溫下的摩擦學性能,其中載荷為5 N,摩擦速度為0.25 m/s,摩擦副為Al2O3(φ6 mm),滑動時間為20 min。采用MT-500 探針式表面磨痕測量儀測量磨損體積,磨損率計算如式(1)。

式中:V為材料磨損體積(mm3),F為外加載荷(N),S為滑動距離(m)。所有摩擦磨損性能測試均進行3 次,取平均值。
采用X 射線衍射儀(D/MAX250)分析粉末和涂層的物相組成。選用附有能譜分析儀(EDS)的FEG-450型場發射掃描電子顯微鏡(SEM)表征粉末、涂層及磨痕的元素分布和顯微形貌。使用Image J 圖像分析軟件測量涂層截面中顆粒尺寸大小,每組測量30 個顆粒。
2 結果與討論
2.1 粉末成分對涂層力學性能的影響
圖2 為Ni-Al2O3、Ni-ZrO2復合涂層表面的XRD分析結果。由圖2a 可看出,Ni-Al2O3涂層由純Ni 相和氧化鋁硬質相組成,組織中無新的反應相生成。從圖2b 發現,Ni-ZrO2復合涂層的組成與Ni-Al2O3涂層類似,也是純Ni 相和氧化鋯硬質相,組織中無新的反應相生成。通過實驗結果可知,涂層中僅有Ni 與硬質顆粒兩種相,無其他新結構相產生,這表明采用低壓冷噴涂技術成功制備了無相變的鎳基金屬陶瓷復合涂層。其中,硬質顆粒相的衍射峰不太明顯,但由局部放大圖可以看出,確實存在硬質顆粒相。造成這一現象的原因是,該譜圖是涂層表面的XRD 譜圖,結合截面形貌(圖3)可知,大部分陶瓷顆粒距涂層表面較遠,XRD 掃描深度有限,因此顆粒相在涂層表面的衍射峰不太明顯。
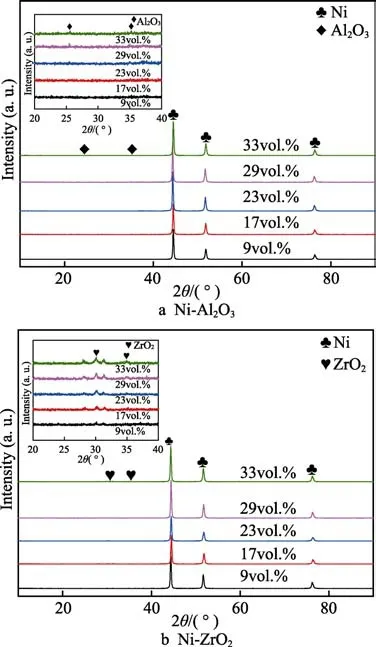
圖2 復合涂層表面XRD 衍射圖譜Fig.2 X-ray diffraction patterns of composite coating surface
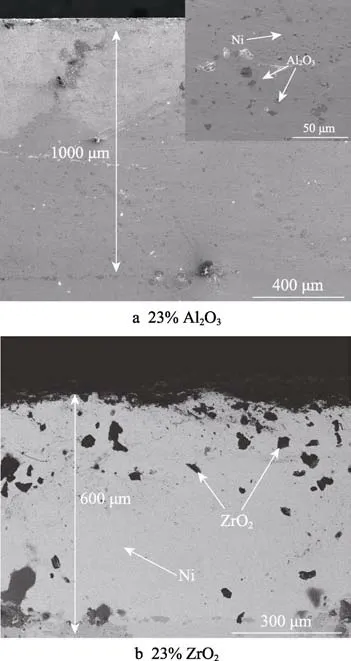
圖3 復合涂層截面形貌Fig.3 Cross section morphology of composite coating
圖3 為23% Al2O3和23% ZrO2復合涂層截面形貌圖。復合涂層結合強度大約在30~40 MPa[22-23],從圖3 可以看出,涂層和基體結合效果好。由圖3a、3b 可以看出,涂層由深灰色(黑色)相和灰色相兩部分組成。結合涂層表面XRD 結果推測可知,深灰色(黑色)相為硬質顆粒Al2O3(ZrO2),灰色相為Ni。利用Image J 軟件測量涂層中硬質顆粒尺寸大小,發現大多數硬質顆粒尺寸小于初始態,說明在沉積過程中,有碎裂現象出現。由表2 可知,Al2O3顆粒尺寸減小了20%~80%,而ZrO2減小了10%~60%,說明沉積過程中,ZrO2顆粒碎裂現象比較輕微。
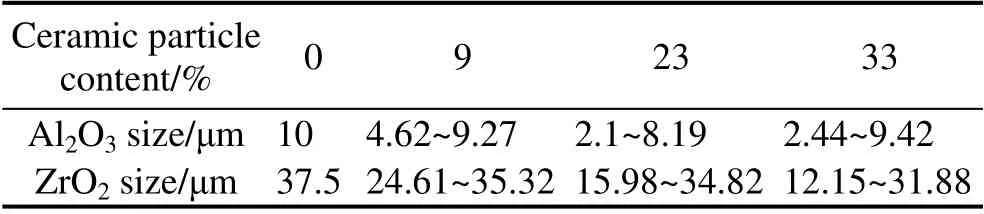
表2 復合涂層沉積后陶瓷顆粒尺寸Tab.2 Size of ceramic particles after composite coating deposition
圖4 為復合涂層硬度隨Al2O3、ZrO2含量的變化曲線。從圖4a 可看出,Ni-Al2O3涂層硬度隨硬質相氧化鋁含量的增加,呈現先增后減的趨勢,氧化鋁為23%時,硬度達到最大值190.54HV0.1。由圖4b可知,Ni-ZrO2涂層硬度隨硬質相氧化鋯含量的增加,呈現先減后增的趨勢,氧化鋯為23%時,硬度達到最小值173.57HV0.1。
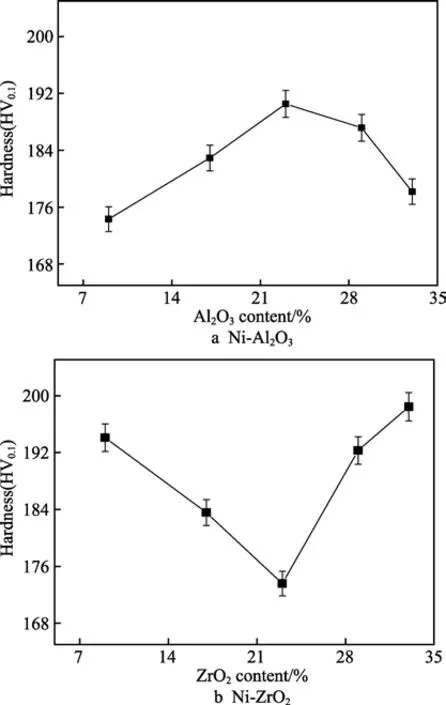
圖4 復合涂層硬度與陶瓷顆粒含量的關系Fig.4 Relationship between the hardness of the composite coating and the content of ceramic particles
噴涂喂料中,加入少量Al2O3陶瓷顆粒,由于Al2O3顆粒的噴丸效應[24],促進Ni 和Al2O3的變形,從而起到夯實作用,使涂層致密度提高,且沉積顆粒的塑性變形也提高了加工硬化程度,涂層硬度上升。當Al2O3顆粒超過某一值時,Al2O3顆粒間的相互作用占主導作用。Al2O3顆粒間的相互作用隨Al2O3含量的增加而增強,Ni 的變形不足以容納Al2O3顆粒,粉末沉積率下降,Ni 顆粒之間的塑性變形程度減弱,且涂層中硬質相含量減少,導致涂層硬度下降。
相較于Al2O3陶瓷顆粒,ZrO2陶瓷顆粒的加入,使涂層性能出現相反趨勢。分析認為,涂層硬度下降是由于陶瓷顆粒在涂層中沉積的尺度效應引起的。ZrO2的密度、顆粒尺寸分別約是Al2O3的2 倍與4 倍,使顆粒沉積在基體前的運動動量大,沖擊基體后,ZrO2的承載能力下降,且扁平化程度低,形成的涂層致密度低,導致涂層硬度降低。M. Kouzeli 等[25]和K. J. Hodder 等人[26]研究表明,顆粒間平均自由路程對涂層硬度有顯著影響,顆粒間的自由路程減小,涂層硬度上升。ZrO2顆粒增多,沖擊作用增強,使大尺寸ZrO2顆粒的碎裂程度加劇并促進小顆粒間的相互運動,相鄰顆粒之間的距離減小或顆粒間的平均自由路程減小,使涂層硬度上升。此實驗結果表明,添加陶瓷顆粒可改善低壓冷噴涂粒子的沉積行為,但顆粒粒徑因素對涂層的硬度也有較大的影響。
2.2 粉末成分對涂層摩擦磨損性能的影響
圖5 為Ni-Al2O3、Ni-ZrO2復合涂層和基體的摩擦因數曲線。由圖5a 可知,隨著噴涂喂料中Al2O3含量的增加,Ni-Al2O3復合涂層的摩擦因數大致呈現先減后增的趨勢,當Al2O3為23%時,摩擦因數最小,為0.149。這說明,Al2O3的加入能有效降低復合涂層的摩擦因數,且Al2O3的用量存在最佳值(23%)。加入適量Al2O3陶瓷顆粒,一方面提高了涂層致密度,使表面粗糙度下降,摩擦因數降低;另一方面,由于摩擦過程的剪切力,使部分顆粒脫落,脫落的Al2O3顆粒使得摩擦形式由滑動摩擦轉變為滑動和滾動的復合摩擦,再結合斯特里貝克曲線,也會減小摩擦因數。當沉積在涂層表面的Al2O3顆粒超過臨界值之后,因硬質顆粒碎裂,涂層表面粗糙度增加,其機械變形阻力的增加使摩擦因數升高。由圖 5b 可知,與Ni-Al2O3相比,Ni-ZrO2摩擦因數曲線整體較為穩定,ZrO2在9%~33%變化時,涂層的摩擦因數變化幅度較小,在小范圍內呈現先增后減的趨勢,但整體基本穩定在0.2 左右。一是,由于摩擦副是Al2O3小球,ZrO2的硬度比其低;二是,大顆粒ZrO2沖擊基體后,承載能力下降,摩擦過程中易使磨屑的產生與溢出達到平衡,所以涂層的摩擦因數波動較小。由圖5c 可知,復合涂層的摩擦因數遠遠低于基體,說明復合涂層對基體具有較好的保護作用。

圖5 復合涂層及基體摩擦因數曲線Fig.5 Friction coefficient curves of composite coatings and substrate: c) substrate
圖6 為涂層磨損率隨Al2O3、ZrO2含量變化的曲線。由圖6a 可知,隨著噴涂喂料中Al2O3含量的增加,復合涂層的磨損率呈現先減后增的趨勢。當Al2O3為23%時,磨損率達最低,為3.18×10–5mm3/(N·m)。由圖6b 可知,添加9%~33%ZrO2的涂層,磨損率均在10–5mm3/(N·m)數量級范圍,隨粉末中ZrO2含量的增加而呈現先增后減的現象,與Ni-Al2O3涂層的規律相反。當 ZrO2為 23%時,磨損率達最高,為7.85×10–5mm3/(N·m)。當ZrO2由29%升高到33%時,復合涂層磨損率開始緩慢下降。兩種復合涂層的磨損率均比基體的磨損率4.05×10–4mm3/(N·m)低。實驗結果表明,陶瓷顆粒(Al2O3/ZrO2)的加入能有效改善涂層的耐磨性能,結合圖4 可知,復合涂層磨損率與其硬度成反比,與W. Rabinowicz 的磨損率與硬度模型[27]結論相一致。因此,提高涂層的硬度可提高其耐磨性能。
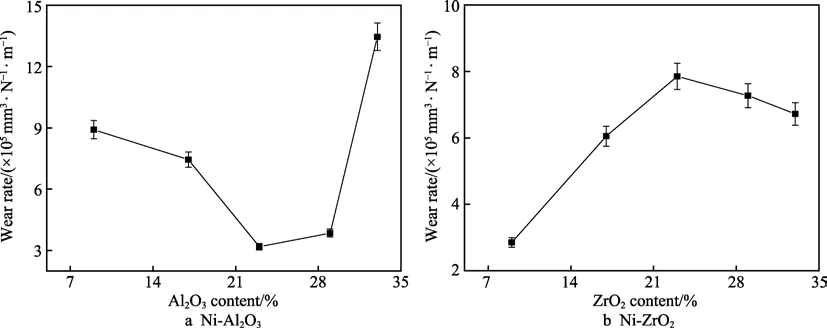
圖6 復合涂層磨損率與陶瓷顆粒含量的關系Fig.6 Relationship between the wear rate of composite coating and the content of ceramic particles
圖7 為復合涂層及基體的磨痕輪廓圖。由圖7a可看出,隨著氧化鋁含量的增加,磨痕深度呈現先減后增的趨勢,23% Al2O3涂層對應的磨痕最淺。磨痕寬度基本一致,磨痕周邊的擠壓凸起較少,但磨痕底部有較多凸起,尤其是33%Al2O3涂層,這是摩擦過程中塑性變形引起的。此外,隨著Al2O3顆粒的加入,由于噴丸效應,涂層致密高,再結合涂層硬度可知,23%Al2O3復合涂層硬度最高,抵抗形變的能力最強,因此塑性變形程度低,即擠壓凸起較少。由圖7b 可知,隨著氧化鋯含量的增加,磨痕深度呈現先增后減的趨勢,23%ZrO2涂層的磨痕最深,磨痕基本與氧化鋁涂層的一致,但底部凸起較多。由圖7c 可以看出,相對于復合涂層,基體磨痕較寬、磨痕較深,深度為27 μm。由實驗結果可知,加入硬質顆粒可改善涂層的耐磨性能。再結合圖4 和圖6 發現,磨痕輪廓圖從側面證實提高涂層硬度可提高其耐磨性能。

圖7 復合涂層及基體的磨痕輪廓圖Fig.7 Scratch profile of composite coating and substrate: c) substrate
圖8 為Ni-Al2O3復合涂層及基體磨痕表面形貌的SEM 照片。圖8a—e 依次是添加9%、17%、23%、29%、33%Al2O3粉末所制備的涂層磨痕形貌圖,可以看出,隨著Al2O3含量的增加,磨損形貌具有明顯差異。圖8f 為基體磨痕形貌圖,可以看出磨損較為嚴重,犁溝較深。當Al2O3顆粒為9%時,涂層表面磨損形貌主要為犁溝、塑性變形和少量的剝落,如圖8a 所示;隨著Al2O3含量的增加,涂層磨損表面犁溝和剝落痕跡減弱,如圖8b、8c 所示。由圖8b 和8c可以看出,涂層表面磨損面積減小,且在圖8b 中存在較多白色區域,該區域的涂層表層已剝落,而在8c 中,這種情況相對較少,這表明涂層剝落現象減弱。當添加量增至33%時,涂層磨損表面粗糙且存在較多裂紋,剝落和撕脫現象嚴重,并伴隨有裂紋,如圖8d、8e 所示。因為在噴涂喂料過程中,當Al2O3顆粒添加較少時,涂層成分主要是鎳,涂層硬度低,所以磨損表面主要是犁溝和塑性變形,而且摩擦副接觸面積較大,磨損剪切力增強,易使涂層表面產生剝落。隨著噴涂喂料中Al2O3含量的增加,磨損凸出的硬質顆粒能顯著降低摩擦副的實際接觸面積,從而有效抑制氧化鋁小球表面微凸體對涂層的犁溝作用,且均勻分布的Al2O3使發生粘著效應的有效接觸面積減少,所以磨損表面的犁溝和剝落痕跡減弱。Al2O3顆粒繼續增加,涂層硬度降低,抵抗形變的能力降低,導致部分凸出的Al2O3顆粒拔出,形成磨粒磨損,脫落的磨粒使磨損表面粗糙度增加,機械形變阻力增強,在剪切力的作用下,導致涂層剝落以及撕脫。所以,涂層的磨損形式以粘著磨損和磨粒磨損為主。
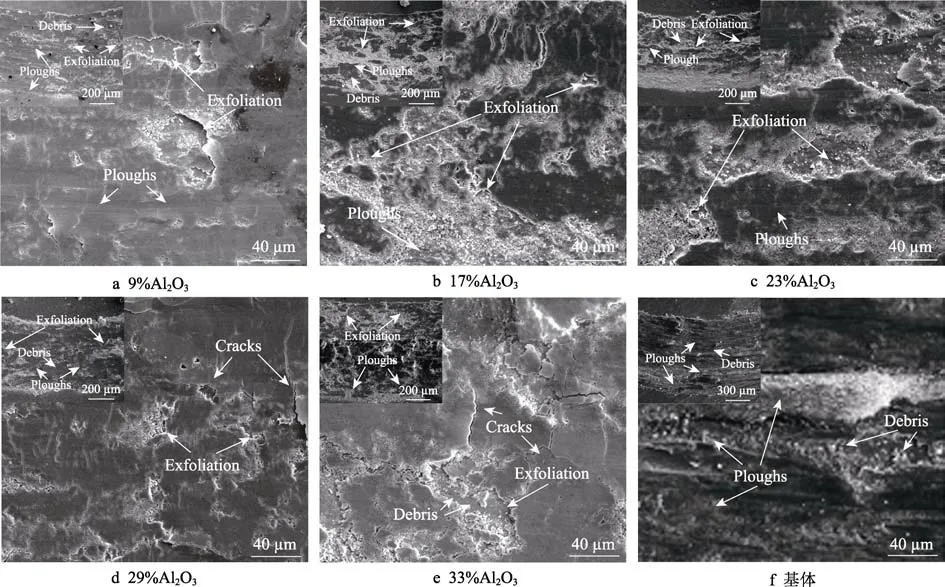
圖8 Ni-Al2O3 復合涂層及基體磨痕形貌Fig.8 Morphology of wear tracks of composite coating Ni-Al2O3 and substrate: f) substrate
圖9 為Ni-ZrO2復合涂層磨痕表面形貌的SEM照片。圖9a—e 依次是添加9%、17%、23%、29%、33%ZrO2粉末所制備的涂層磨痕形貌圖。當ZrO2顆粒添加較少時,涂層表面磨損形貌主要為犁溝和剝落坑,如圖9a 所示。隨著ZrO2顆粒的增多,涂層磨損表面剝落嚴重且存在較多磨粒,如圖9b、9c 所示。當噴涂喂料中的ZrO2含量持續增至33%時,涂層磨損表面剝落痕跡減弱,并伴隨著細小的裂紋和磨粒,如圖9d、9e 所示。由于加入少量ZrO2顆粒時,涂層與對磨摩擦副接觸面積較大,且其表面微凸體對涂層產生較強的犁溝作用,所以存在較多溝壑。隨著噴涂喂料中ZrO2顆粒的增加,涂層致密度下降,且因ZrO2顆粒沖擊基體,承載力下降,所以在摩擦過程中,在剪切力的作用下,易使凸出的大尺度ZrO2顆粒與磨損表面剝落,因此涂層磨損表面存在嚴重的剝落痕跡和磨粒。ZrO2顆粒的添加量持續增加,涂層因小尺寸ZrO2顆粒間的相互作用,致密度和硬度有所提升,抵抗形變的能力增強,犁溝效應略有降低,所以磨損表面的剝落痕跡減少。此外,小尺寸ZrO2顆粒能起到較好的支撐作用,從而緩解磨損,所以剝落現象減弱并伴隨細小的裂紋。

圖9 Ni-ZrO2 復合涂層磨痕形貌Fig.9 Morphology of wear tracks of composite coating Ni-ZrO2
綜上所述,Ni-Al2O3與Ni-ZrO2兩種復合涂層的摩擦機制一致,其摩擦磨損機理如圖10 所示。涂層中均勻分布的高硬度陶瓷顆粒(Al2O3/ZrO2),一方面可以改變涂層致密度,進而提升涂層硬度及耐磨性能;另一方面,摩擦過程中,被磨出的陶瓷顆粒能有效降低摩擦副的實際接觸面積,能承受更大的接觸應力而不易屈服,從而起到耐磨的作用。鎳是面心立方結構,具有良好的塑性,在承受摩擦磨損過程中易發生塑性變形,形成連續的塑性變形層,起到減磨作用。Al2O3(ZrO2)顆粒不與金屬鎳結合,這促進了鎳的塑性變形和相互結合,涂層結合強度提升,耐磨性也隨之提升。而變形的鎳顆粒加劇了Al2O3(ZrO2)顆粒的碎裂和運動,顆粒間的自由路程減小,加工硬化程度提升,抵抗形變的能力增強,耐磨性能提升。與ZrO2相比,加入Al2O3顆粒對涂層耐磨性能有較好的提升,尤其是加入23%Al2O3顆粒時,涂層具有很低的摩擦因數,低至0.149,磨損率為3.18×10–5mm3/(N·m)。

圖10 復合涂層磨損機理示意圖Fig.10 Schematic diagram of wear mechanism of composite coating
3 結論
1)低壓冷噴涂中,陶瓷顆粒的加入可明顯改善Ni 基金屬涂層的綜合性能,且陶瓷顆粒在涂層中的沉積尺寸直接影響了低壓冷噴涂涂層的致密度。
2)添加9%~33%的Al2O3陶瓷顆粒可使Ni 基金屬陶瓷復合涂層的硬度最高達到190.54HV0.1,在添加范圍內,隨Al2O3含量增加,復合涂層的硬度呈現先增后減的趨勢;而添加9%~33%的ZrO2陶瓷顆粒可使 Ni 基金屬陶瓷復合涂層的硬度最高達到198.46HV0.1,隨ZrO2含量增加,復合涂層的硬度呈現先減后增的趨勢。
3)Al2O3、ZrO2陶瓷顆粒的加入有效提升了Ni基金屬陶瓷復合涂層的摩擦學性能。添加 23%的Al2O3顆粒時,復合涂層摩擦因數與磨損率分別低至0.149 與3.18×10–5mm3/(N·m)。Ni 基金屬陶瓷復合涂層的摩擦學性能隨Al2O3顆粒添加量增加,呈現先減后增的規律,隨ZrO2顆粒添加量的增加,呈現先增后減的規律。