全自動封帽機無烘箱結構優化
2021-07-31 06:43:06王鵬程馬軼博
科技創新與生產力 2021年6期
王鵬程,馬軼博
(中國電子科技集團公司第二研究所,山西 太原 030024)
1 全自動封帽機無烘箱結構優化研究背景
全自動封帽機是光通信領域中用來生產光模塊的核心設備,廣泛應用于TO 系列元器件的封焊[1]。隨著5G 的快速發展,為了應對TO 系列元器件的多樣化和客戶的封焊速度需求,需要設計不同類型的全自動封帽機[2],無烘箱的全自動封帽機就是其中一種。封焊產品的同軸度和氣密性指標決定設備的優良[3],氣密性通過設備密封性來決定,因此設計理念的重中之重是提高設備密封性和封焊速度。
本文設計了一種新型的全自動封帽機無烘箱結構,設備密封外罩整體由鈑金件焊接保證其密封性,優化了內部上下料結構,使流程更便捷,穩定性更好,速度更快。
2 全自動封帽機的結構
全自動封帽機主要由管座上下料整體、手套箱、管帽上下料整體三部分拼接組成,全自動封帽機結構見圖1。
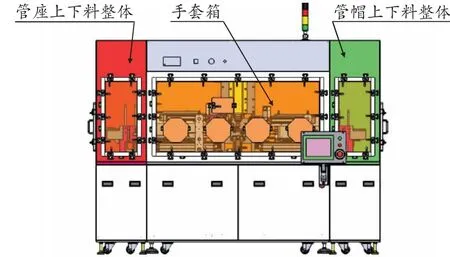
圖1 全自動封帽機結構示意圖
全自動封帽機工作開始,TO 元器件管座從管座上下料整體結構中上料組件進行上料,管帽則由管帽上下料整體結構中上料組件上料,分別通過搬運結構輸送至封帽組件上下電極進行視覺對位,對位完成后進行封帽,封帽完成后由成品吸嘴吸附運動至管座料盤內,再通過搬運結構分別將管座料盤(成品盤) 和管帽料盤(空盤) 輸送至下料組件。封帽機的具體工作流程見圖2。
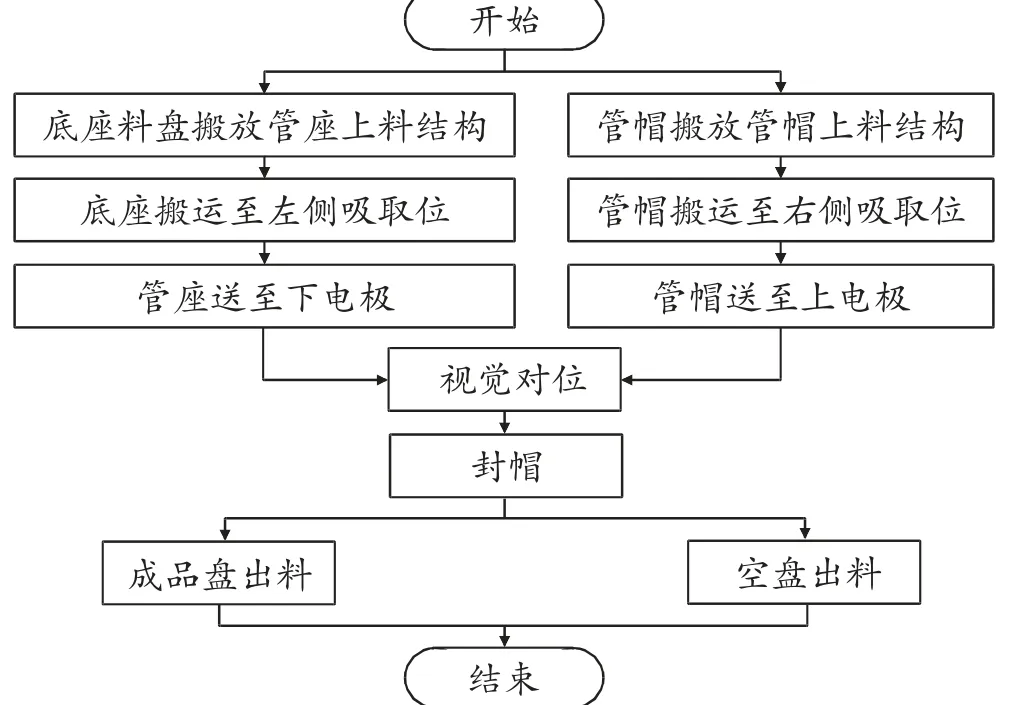
圖2 封帽機工作流程圖
3 無烘箱設備結構優化
在保證手套箱結構不變的要求下,去掉左右烘箱,對TO 元器件管座管帽上下料進行優化設計,完成設備輸送流程。為保證設備整體的密封性,密封罩采用焊接方式連接。
3.1 管座上料結構優化
TO 管座料盤(5 盤) 預先放置在管座上料支撐條上。設備整體復位,升降機構中的橫推板運動到上位,與支撐條平齊,將料盤推入升降機構中。升降機構運動至中位,氣缸驅動上料阻擋片擱置第二個料盤(從下往上)。此時手套箱中搬運組件開至出料位,升降機構運動至下位,將第一個料盤嵌套在搬運板銷釘中。搬運板回至進料位,升降機構上升至上位,上料阻擋片打開,開始第二盤進料,以此類推。管座上料結構見圖3。
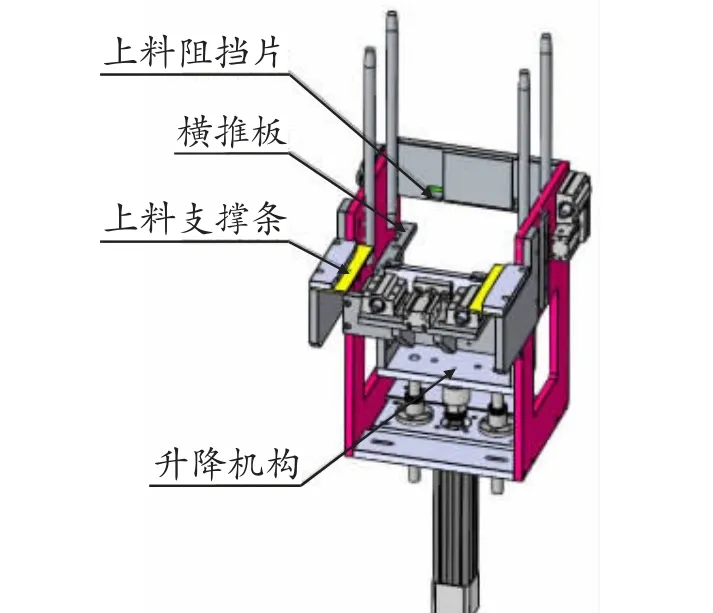
圖3 管座上料結構示意圖
3.2 管座下料結構優化
TO 管座完成封帽,由手套箱中搬運板搬出至成品出料位。氣缸驅動出料升降機構頂起,回落將料盤擱置在成品阻擋片上,阻擋片由合頁連接,可翻上不可翻下。以此重復運動將5 個料盤疊放在阻擋片上。打開下料小門將料盤取出。管座下料結構見圖4。
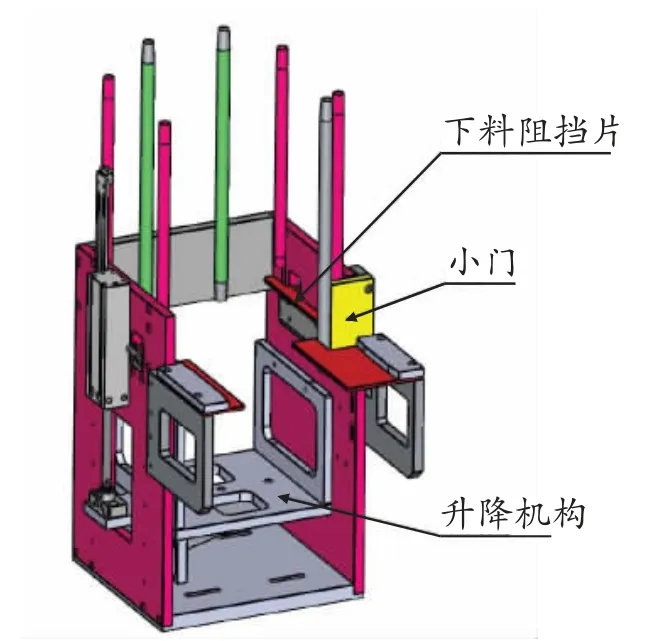
圖4 管座下料結構示意圖
3.3 管座上下料整體結構優化
為了保證管座上下料整體結構密封性,設備上側由鈑金件焊接在一起,并固定在中間鋁板上,減少了設備的螺釘銜接結構。側面前后設計密封門,卡扣鎖緊方便TO 管座的搬入搬出,前后通過大面積有機玻璃封壓方便進行設備維修等操作。
設備下側僅放一組電路板,考慮到設備的穩定性,由鋁型材通過角鋁搭建,并通過鋁型材側面螺接連接件固定手套箱與管座上下料整體。設備下方安裝4 組腳輪,簡化了設備與手套箱的調平對齊。
設備調試前期,需要將管座上下料整體結構、管帽上下料整體結構分別與手套箱前后對齊,該結構很大程度上減輕了設備的重量,方便設備的移動調節,并通過連接件無縫隙固定手套箱與管座管帽上下料整體結構,更好地保證了設備的氣密性。管座上下料整體結構見圖5。
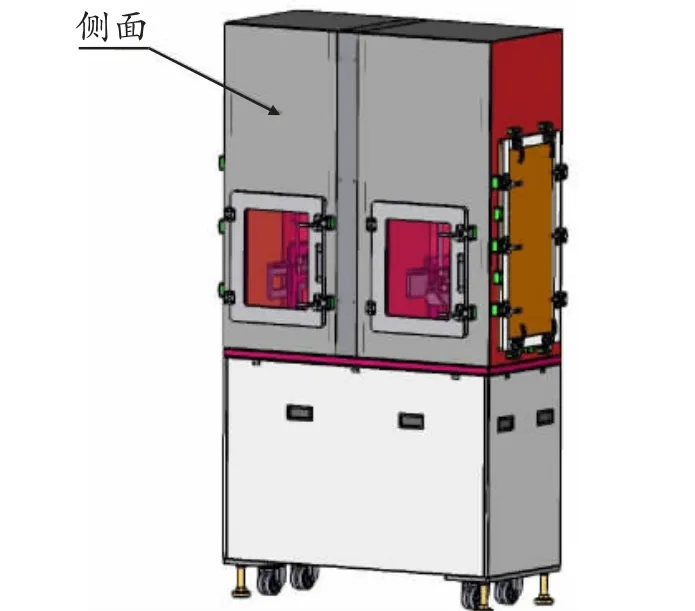
圖5 管座上下料整體結構示意圖
管帽上下料整體結構同理。借鑒管座上下料結構理念,優化了管帽的上下料結構。管帽料盤由上料結構驅動依次將料盤輸送進手套箱,再通過手套箱搬運結構輸送至封帽組件進行封帽。當料盤中管帽封帽完,將空盤輸送至下料位,氣缸頂起回落放置在管帽阻擋片上。
4 結論
基于客戶和5G 市場快速發展的要求,本文設計了一種新型的全自動封帽機無烘箱結構,改變傳統的烘箱結構,上下料整體結構由上側鈑金件焊接固定在中間鋁板上,下側通過鋁型材搭建。該研究結構比原結構更小型化,更經濟化,更容易保證設備氣密性。考慮到靜電對TO 器件的傷害,新結構采用防靜電玻璃板進行封壓,并增大了操作時的視野空間,方便進行設備維修等操作。優化了內部上下料結構。上料結構通過電機驅動升降到達上中下位,上位為用戶放置料盤位,中位為通過阻擋片擱置第二個料盤,下位為料盤放置搬運組件上。下料結構通過氣缸驅動升降實現將料盤擱置在阻擋片上,并通過四邊導向柱來限制料盤橫向移動,使料盤在移動過程中橫向位置確定。該結構簡化了原上下料流程,使程序更便捷,穩定性更好。實踐證明,這種結構的優化具有實際的意義和生產價值,可以推廣。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
現代企業(2015年9期)2015-02-28 18:56:50