筒節(jié)內(nèi)環(huán)縫焊接焊劑墊機(jī)構(gòu)的改良與應(yīng)用
2021-07-30 09:37:00董勇
機(jī)械工程與自動(dòng)化 2021年4期
關(guān)鍵詞:筒體
董 勇
(太原鍋爐集團(tuán)有限公司,山西 太原 030008)
0 引言
在日益激烈的市場(chǎng)競(jìng)爭(zhēng)中,工藝改進(jìn)和創(chuàng)新為企業(yè)生產(chǎn)出優(yōu)質(zhì)的產(chǎn)品提供了強(qiáng)有力的保障。目前,太原鍋爐集團(tuán)有限公司筒節(jié)內(nèi)環(huán)縫焊接時(shí)使用的焊劑填充架無(wú)法調(diào)節(jié)高度,導(dǎo)致難以控制焊劑槽與筒節(jié)之間的距離,焊劑槽與筒節(jié)之間距離過(guò)大,焊劑無(wú)法填滿坡口,影響焊接質(zhì)量;焊劑槽與筒節(jié)之間距離過(guò)小,焊劑槽兩側(cè)的鋼板又會(huì)劃傷筒節(jié)表面,影響產(chǎn)品質(zhì)量。總之,要使焊劑填滿坡口,需要很長(zhǎng)的輔助時(shí)間,而且與操作工的經(jīng)驗(yàn)息息相關(guān)。另外,由于筒節(jié)焊接時(shí)會(huì)隨著滾輪架轉(zhuǎn)動(dòng),與其接觸的焊劑很容易灑落到地上,難以清理。為此,針對(duì)筒節(jié)內(nèi)環(huán)縫焊接輔助工序時(shí)間長(zhǎng)、焊劑浪費(fèi)嚴(yán)重的問(wèn)題,本文研究了一套焊劑填充裝置的改良方案,并進(jìn)行了兩組試驗(yàn)對(duì)比,以驗(yàn)證改良后的焊劑墊機(jī)構(gòu)能否滿足焊接生產(chǎn)的需求。
1 筒節(jié)內(nèi)環(huán)縫焊接的工藝要求
筒節(jié)內(nèi)環(huán)縫焊接是鍋筒制造的關(guān)鍵工序,所以筒節(jié)內(nèi)環(huán)縫焊接采用質(zhì)量和效率更高的埋弧自動(dòng)焊焊接方式。由于焊接的坡口形式為雙V型,導(dǎo)致從筒體內(nèi)側(cè)焊接打底時(shí)需要用焊劑填充坡口,以防坡口焊穿。通常,筒節(jié)的直徑為Φ1 500 mm~Φ1 720 mm,長(zhǎng)度為2 000 mm,厚度為20 mm~60 mm,重量為1.5 t~5 t。兩個(gè)筒節(jié)放置在電動(dòng)滾輪架上,調(diào)整筒節(jié)位置使兩個(gè)筒節(jié)的坡口對(duì)齊,并且保證坡口之間的距離在2 mm以內(nèi),將焊劑填充架裝滿焊劑放置在對(duì)接處下方補(bǔ)充焊劑,確保填滿坡口,如圖1所示。輔助工序完畢后,焊機(jī)從筒體內(nèi)側(cè)開(kāi)始焊接,焊接工作面始終處于筒節(jié)下方。根據(jù)焊接速度50 cm/min調(diào)整電動(dòng)滾輪架的轉(zhuǎn)速,使其勻速轉(zhuǎn)動(dòng),筒節(jié)旋轉(zhuǎn)一周,完成第一道焊縫,以此類推,完成整道內(nèi)環(huán)縫焊接工序。
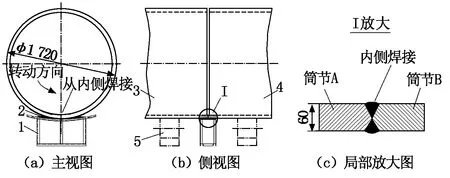
1-焊劑填充架;2-焊劑;3-筒節(jié)A;4-筒節(jié)B;5-電動(dòng)滾輪架
2 焊劑墊機(jī)構(gòu)的改良設(shè)計(jì)及工作過(guò)程
2.1 焊劑墊機(jī)構(gòu)的結(jié)構(gòu)設(shè)計(jì)
根據(jù)筒節(jié)的形狀特征以及環(huán)縫焊接的工藝特點(diǎn),焊劑槽采用柔軟度更好的非金屬材料代替原來(lái)的金屬材料是設(shè)計(jì)的核心思路。這種非金屬材料既要柔軟,可以與筒體貼合且不傷其表面,又要拉伸強(qiáng)度高,工作中不易損壞。經(jīng)過(guò)調(diào)研,發(fā)現(xiàn)原焊劑填充裝置中的傳動(dòng)帶結(jié)構(gòu)形式符合設(shè)計(jì)要求,沿此設(shè)計(jì)思路,再考慮傳動(dòng)帶與焊劑槽結(jié)構(gòu)的融合關(guān)系,最終確定傳動(dòng)帶主要由平帶與三角帶組成。
焊劑墊機(jī)構(gòu)整體結(jié)構(gòu)示意圖如圖2所示,利用傳動(dòng)帶的特性,將平帶套在兩個(gè)滾輪之間,通過(guò)移動(dòng)滾輪的位置來(lái)調(diào)節(jié)平帶的松緊,即調(diào)節(jié)平帶與筒體的貼合程度;滾輪的移動(dòng)是通過(guò)螺桿螺母?jìng)鲃?dòng)實(shí)現(xiàn)的;在平帶的兩側(cè)固定兩條三角帶,形成焊劑槽,防止焊劑灑落;機(jī)構(gòu)的下部設(shè)計(jì)了焊劑回收箱,便于回收灑落的焊劑。
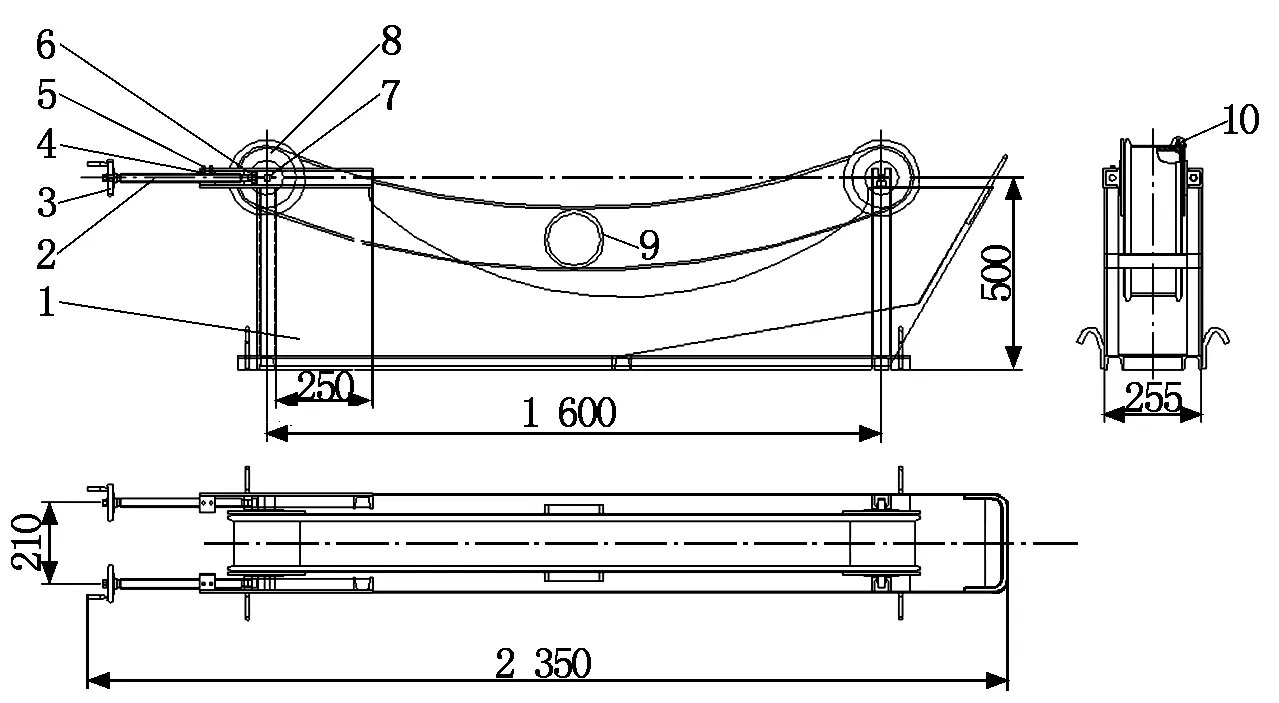
1-機(jī)架;2-螺桿;3-手輪組件;4-螺桿螺母;5-螺栓M5×10;6-螺母M16;7-滑塊;8-滾輪組件;9-支撐管;10-傳動(dòng)帶組件
通過(guò)測(cè)量得知,皮帶寬度達(dá)到140 mm即可覆蓋整個(gè)工作區(qū)域;滾輪間距在1 350 mm~1 600 mm范圍內(nèi)既可以滿足焊劑填充的要求,又不干涉筒節(jié)轉(zhuǎn)動(dòng);滾輪調(diào)節(jié)的行程為215 mm即可滿足平帶與筒體之間的調(diào)節(jié)。
2.2 焊劑墊機(jī)構(gòu)的工作過(guò)程
(1)圖3為焊劑墊機(jī)構(gòu)工作示意圖。將焊劑墊機(jī)構(gòu)擺放在焊接工作面下方,并在平帶上堆滿焊劑。
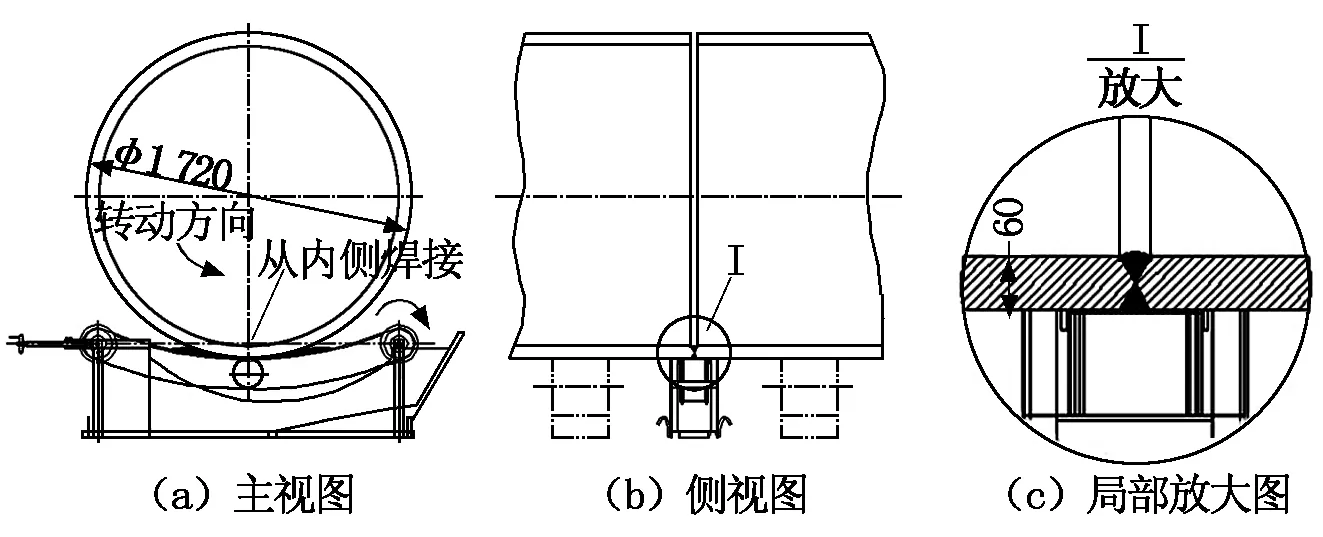
圖3 焊劑墊機(jī)構(gòu)工作示意圖
(2)逆時(shí)針轉(zhuǎn)動(dòng)手輪,使左側(cè)的滾輪組件向左移動(dòng)調(diào)節(jié)焊劑墊處于繃緊狀態(tài),直到焊劑墊完全貼合筒體,坡口被焊劑填滿時(shí)停止轉(zhuǎn)動(dòng)手輪。
(3)準(zhǔn)備工作完畢后第一道焊縫開(kāi)始焊接。
(4)筒節(jié)內(nèi)環(huán)縫焊接打底完成后,順時(shí)針轉(zhuǎn)動(dòng)手輪使?jié)L輪組件向右移動(dòng),直到焊劑墊完全脫離筒體時(shí)停止轉(zhuǎn)動(dòng)手輪。
(5)焊劑墊機(jī)構(gòu)輔助工序完成。
3 焊劑墊機(jī)構(gòu)核心結(jié)構(gòu)設(shè)計(jì)
3.1 傳動(dòng)帶組件連接的設(shè)計(jì)
傳動(dòng)帶組件主要是由平帶和三角帶構(gòu)成,由于各自的固有特性,要使兩者連接牢固存在較大難度,非金屬材料之間粘接方式不適用于現(xiàn)有的工作環(huán)境。經(jīng)過(guò)調(diào)研,發(fā)現(xiàn)利用鉚接的方法使其連接在一起能同時(shí)達(dá)到牢固和美觀的效果。傳動(dòng)帶組件結(jié)構(gòu)示意圖如圖4所示,平帶和三角帶每間隔100 mm都用鉆床鉆出Φ3.5 mm的通孔,再在三角帶通孔的基礎(chǔ)上銑出Φ8 mm的沉孔,通過(guò)Φ4 mm的鉚釘將平帶和三角帶鉚接,鉚釘?shù)奈膊肯鲁恋饺菐У某量變?nèi),以避免三角帶與筒體接觸時(shí)劃傷筒體。
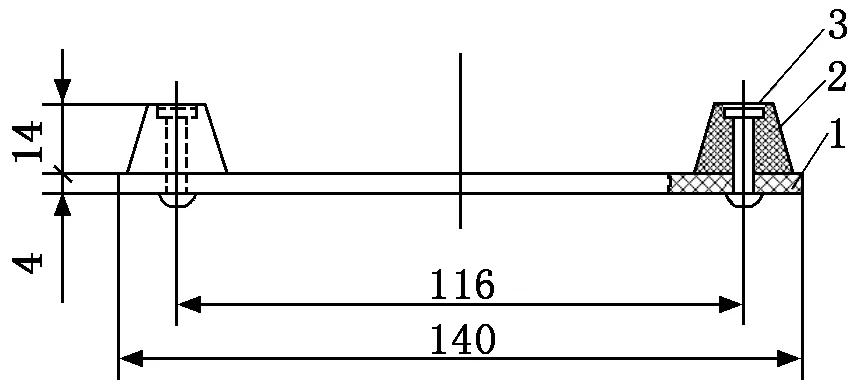
1-平帶;2-三角帶;3-扁圓頭鉚釘Φ4 mm
3.2 螺桿螺母規(guī)格設(shè)計(jì)
通過(guò)受力分析發(fā)現(xiàn),由于平帶承受的拉力遠(yuǎn)遠(yuǎn)大于焊劑自身重力,故而只考慮平帶所受的拉力即可。平帶的寬度L=0.14 m,厚度H=0.004 m,則平帶的橫截面積S=LH=0.14×0.004=5.6×10-4m2。查詢手冊(cè)得知,平帶的拉伸強(qiáng)度P=100 MPa,取安全系數(shù)δ=0.7,計(jì)算出平帶承受的拉力F拉=δPS=39.2 kN。
經(jīng)作圖分析,平帶受力方向與螺桿的軸向夾角θ=20°,螺桿軸向載荷F=F拉cos20°=36.8 kN。
根據(jù)耐磨性條件,計(jì)算螺桿中徑d2:
(1)
其中:ψ為系數(shù),一般為3.1~4.7,本設(shè)計(jì)取4.5;Pp為許用比壓,Pp=12 N·mm-2。
將數(shù)值代入式(1)計(jì)算得:d2≥20.9 mm。根據(jù)GB/T5796—1986選取螺紋中徑d2=21.5 mm、螺紋大徑d=24.5 mm、小徑d3=18.5 mm、螺距p=5 mm的梯形螺紋,中等精度,螺旋副標(biāo)記為T(mén)r24×5-7H/7e。
4 筒節(jié)內(nèi)環(huán)縫焊接試驗(yàn)
4.1 試驗(yàn)方案
試驗(yàn)選取2組筒節(jié),每組4個(gè),筒節(jié)材質(zhì)為Q245R,直徑為Φ1 720 mm,壁厚為60 mm,長(zhǎng)度為2 000 mm。第1組(件1~件4)用改良前的焊劑填充架,第2組(件5~件8)用改良后的焊劑墊機(jī)構(gòu),按照焊接工藝規(guī)程進(jìn)行筒節(jié)內(nèi)環(huán)縫焊接,分別記錄焊劑填充架的焊前輔助調(diào)節(jié)時(shí)間、每個(gè)產(chǎn)品的焊接質(zhì)量、筒節(jié)表面是否存在劃痕、焊劑灑落和回收情況。
4.2 試驗(yàn)結(jié)果
筒節(jié)內(nèi)環(huán)縫焊接試驗(yàn)結(jié)果如表1所示。由表1可以看出,兩組產(chǎn)品的焊接質(zhì)量并無(wú)較大差別(焊接質(zhì)量根據(jù)質(zhì)檢報(bào)告評(píng)定,特等:無(wú)缺陷;一等:有1處一般缺陷,但無(wú)嚴(yán)重缺陷),但是焊前輔助調(diào)整的時(shí)間第2組均明顯少于第1組;由于改良后的機(jī)構(gòu)有回收箱體,灑落的焊劑第2組明顯少于第1組;第1組筒體表面有兩件存在劃痕,第2組筒體表面均沒(méi)有劃痕。
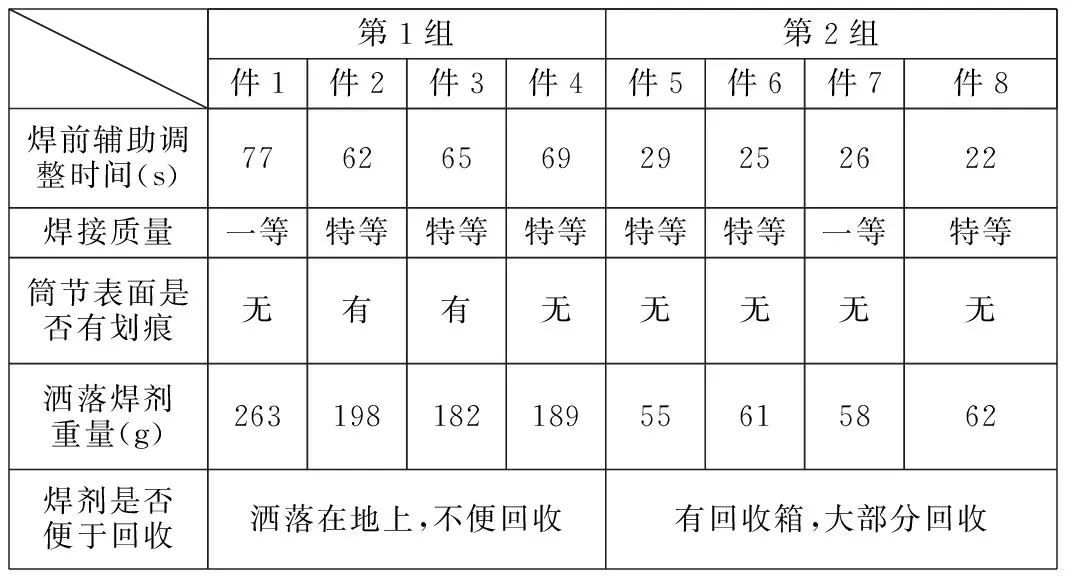
表1 筒節(jié)內(nèi)環(huán)縫焊接試驗(yàn)結(jié)果
5 結(jié)論
本文改良設(shè)計(jì)了一套筒節(jié)內(nèi)環(huán)縫焊接焊劑墊機(jī)構(gòu),通過(guò)產(chǎn)品試驗(yàn)得出以下結(jié)論:
(1)改良后焊劑墊機(jī)構(gòu)能夠滿足焊接工藝要求,且沒(méi)有劃傷筒體表面。
(2)改良后焊劑墊機(jī)構(gòu)操作簡(jiǎn)單,調(diào)節(jié)方便,節(jié)省了大量焊接輔助調(diào)整時(shí)間,效率提高了63%。
(3)改良后焊劑墊機(jī)構(gòu)可以大量回收焊劑,焊劑回收率提高了72%,高度契合節(jié)能降耗的理念。
(4)焊劑墊機(jī)構(gòu)的成功設(shè)計(jì),為傳統(tǒng)焊劑填充裝置的結(jié)構(gòu)模式提供了改良的新方向。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
裝備制造技術(shù)(2020年1期)2020-12-25 05:18:30
現(xiàn)代制造技術(shù)與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設(shè)備管理與維修(2016年5期)2016-03-16 02:20:45
重型機(jī)械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34
