一種“Θ”型翻轉(zhuǎn)機(jī)的設(shè)計(jì)★
2021-07-28 05:44:06王培林李吉祥閆超杰
機(jī)械管理開發(fā) 2021年6期
關(guān)鍵詞:設(shè)計(jì)
王培林,李吉祥,閆超杰
(閩西職業(yè)技術(shù)學(xué)院信息與制造學(xué)院,福建 龍巖 364021)
1 研究背景
隨著科學(xué)技術(shù)的不斷發(fā)展,工業(yè)機(jī)械化、自動(dòng)化程度越來越高,自動(dòng)化控制在工業(yè)生產(chǎn)應(yīng)用中逐漸普及,越來越多的自動(dòng)化生產(chǎn)線隨之出現(xiàn)[1]。2015年,福建省人民政府印發(fā)《關(guān)于加快發(fā)展智能制造九條措施的通知》,支持在機(jī)械裝備、建筑建材等重復(fù)性操作多、勞動(dòng)強(qiáng)度大的行業(yè)領(lǐng)域組織實(shí)施“機(jī)器換工”。近年來,福建省多次提出“機(jī)器換工”,鼓勵(lì)企業(yè)應(yīng)用科學(xué)技術(shù)發(fā)展的成果,進(jìn)行技術(shù)改造升級(jí),推行工業(yè)機(jī)械化、智能化、自動(dòng)化,逐步取代一部分的傳統(tǒng)生產(chǎn)方式,解決生產(chǎn)過程中存在的企業(yè)招工難、留人難,勞動(dòng)強(qiáng)度大、工作環(huán)境差、安全隱患多等問題[2-3]。
通過查閱相關(guān)資料和圖書,發(fā)現(xiàn)我國(guó)翻轉(zhuǎn)機(jī)技術(shù)經(jīng)過20多年的發(fā)展取得一定的成績(jī),主要有L型、C型、U型翻轉(zhuǎn)機(jī)和座式翻轉(zhuǎn)機(jī)等比較有代表性的翻轉(zhuǎn)機(jī)結(jié)構(gòu)類型。通過對(duì)國(guó)內(nèi)外翻轉(zhuǎn)機(jī)進(jìn)行對(duì)比,文中對(duì)防火板自動(dòng)化生產(chǎn)線中的翻轉(zhuǎn)問題進(jìn)行研究,設(shè)計(jì)一種“Θ”型翻轉(zhuǎn)機(jī),包含翻轉(zhuǎn)系統(tǒng)、電路控制系統(tǒng)、氣動(dòng)系統(tǒng),以解決防火板的自動(dòng)翻轉(zhuǎn)問題,讓生產(chǎn)更加連貫、更加方便、更加安全,更加穩(wěn)定,進(jìn)而解決勞動(dòng)力、勞動(dòng)強(qiáng)度、安全隱患等問題。
2 新型防火板生產(chǎn)過程
某一型號(hào)的新型防火板如圖1所示,其尺寸為長(zhǎng)×寬×高(2 440 mm×1 220 mm×40 mm),重量為135 kg左右,要求雙面拋光。
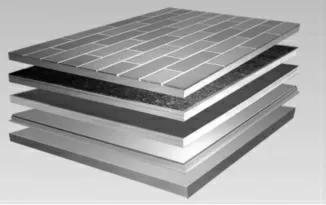
圖1 防火板
該型號(hào)的新型防火板生產(chǎn)過程:下料(水泥、木屑、膠水、氧化鎂、復(fù)合材料)、攪拌、上料(舉升機(jī))、送料、模型成型(壓力機(jī))、加熱、擠壓、保壓【300 t×4】、推出(推出裝置)、風(fēng)干(風(fēng)干機(jī))、縱切(縱切裝置)、橫切(橫切裝置)、正面磨沙(磨沙機(jī))【厚度、光整度、平整度】、翻轉(zhuǎn)(翻轉(zhuǎn)機(jī))、反面磨沙(磨沙機(jī))、封邊(機(jī))、檢驗(yàn)(裝置)、裝箱(打包)。在自動(dòng)化生產(chǎn)線中,對(duì)防火板進(jìn)行正反面磨砂,要設(shè)計(jì)翻轉(zhuǎn)機(jī)解決翻轉(zhuǎn)問題。
3 翻轉(zhuǎn)機(jī)結(jié)構(gòu)設(shè)計(jì)
3.1 翻轉(zhuǎn)機(jī)技術(shù)要求
3.1.1 技術(shù)參數(shù)
翻轉(zhuǎn)重量≤300 kg,翻轉(zhuǎn)長(zhǎng)度≤2 500 mm,翻轉(zhuǎn)寬度≤1 300 mm,翻轉(zhuǎn)高度≤100 mm;翻轉(zhuǎn)速度約40 s(單向);翻轉(zhuǎn)角度為180°;翻轉(zhuǎn)傳動(dòng)方式為機(jī)械式傳動(dòng);翻轉(zhuǎn)功率為2.2 kW;設(shè)備尺寸為2 800 mm×1 800 mm×2 000 mm。
3.1.2 結(jié)構(gòu)特點(diǎn)
可實(shí)現(xiàn)180°翻轉(zhuǎn),可將正面翻成反面,或?qū)⒎疵娣烧妫h(huán)工作。承重托輥機(jī)構(gòu)與夾緊機(jī)構(gòu)可根據(jù)實(shí)際使用調(diào)整間距,加緊牢固,運(yùn)轉(zhuǎn)平穩(wěn)可靠。
3.2 翻轉(zhuǎn)機(jī)的結(jié)構(gòu)設(shè)計(jì)與動(dòng)作過程
根據(jù)翻轉(zhuǎn)機(jī)技術(shù)參數(shù)、結(jié)構(gòu)特點(diǎn),進(jìn)行相關(guān)參數(shù)計(jì)算,輥?zhàn)樱ㄍ泄鳎㈦姍C(jī)、鏈條等標(biāo)準(zhǔn)件選型、配置,通過CAD軟件對(duì)翻轉(zhuǎn)機(jī)進(jìn)行設(shè)計(jì)。翻轉(zhuǎn)機(jī)結(jié)構(gòu)示意圖如圖2所示,翻轉(zhuǎn)主架俯視圖如圖3所示,支撐座機(jī)構(gòu)示意圖如圖4所示,機(jī)架俯視圖如圖5所示。根據(jù)設(shè)計(jì)圖紙制造翻轉(zhuǎn)機(jī),得到生產(chǎn)線上翻轉(zhuǎn)機(jī)實(shí)物,如圖6所示。

圖2 “Θ”型翻轉(zhuǎn)機(jī)結(jié)構(gòu)示意圖

圖3 翻轉(zhuǎn)主架俯視圖

圖6 “Θ”型翻轉(zhuǎn)機(jī)實(shí)物圖
生產(chǎn)線上,前導(dǎo)工序拋光機(jī)對(duì)防火板第一面拋光完成后,防火板進(jìn)入翻轉(zhuǎn)程序,啟動(dòng)托輥動(dòng)力電機(jī)53,防火板從板材進(jìn)口54進(jìn)入,托棍轉(zhuǎn)動(dòng)將防火板輸送到翻轉(zhuǎn)架51的托輥52中,輸送到位后托棍動(dòng)力電機(jī)53停止運(yùn)行,打開夾緊機(jī)構(gòu)的開關(guān),氣缸61進(jìn)氣帶動(dòng)推桿62、壓板63下移,壓緊防火板,啟動(dòng)翻轉(zhuǎn)動(dòng)力電機(jī)21,通過鏈傳動(dòng)帶動(dòng)翻轉(zhuǎn)輪4旋轉(zhuǎn),進(jìn)而帶動(dòng)翻轉(zhuǎn)架51轉(zhuǎn)動(dòng),翻轉(zhuǎn)180°時(shí)限位裝置7起到限位作用,翻轉(zhuǎn)架51停止翻轉(zhuǎn),氣缸61放氣帶動(dòng)推桿62、壓板63上移,隨即再次啟動(dòng)托棍電機(jī)53,托棍電機(jī)53帶動(dòng)托輥52轉(zhuǎn)動(dòng)將防火板從另一側(cè)板材口送出,輸送防火板到后導(dǎo)工序拋光機(jī)第二面拋光[4-6]。
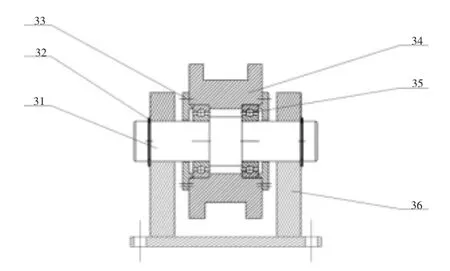
圖4支撐座機(jī)構(gòu)示意圖
圖2 、圖3、圖4、圖5標(biāo)記說明:機(jī)架1、支撐座支撐臺(tái)1-1、可調(diào)杯腳1-2,翻轉(zhuǎn)動(dòng)力機(jī)構(gòu)2、翻轉(zhuǎn)動(dòng)力電機(jī)21、減速機(jī)22、雙排鏈輪23、雙鏈條24,支撐座3、支撐軸31、擋圈32、支撐輪端蓋33、支撐輪34、軸承35、支撐架36,翻轉(zhuǎn)輪4,翻轉(zhuǎn)主架5、翻轉(zhuǎn)架51、托輥52、托輥動(dòng)力電機(jī)53、板材進(jìn)口54,夾緊機(jī)構(gòu)6、氣缸61、推桿62、壓板63,限位裝置7。
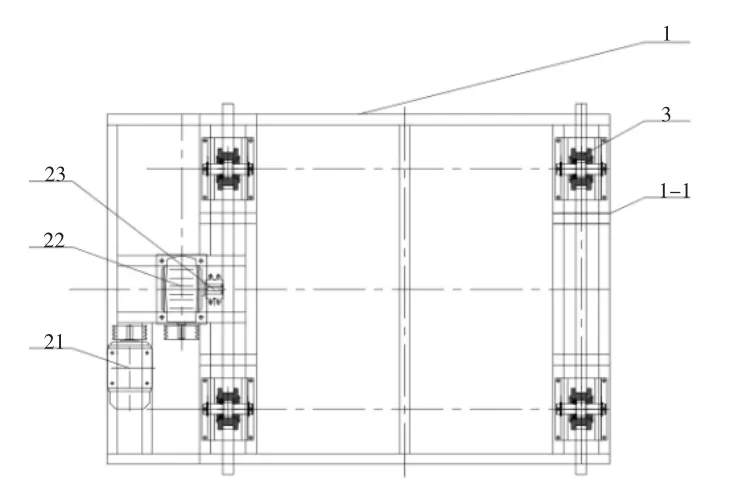
圖5 機(jī)架俯視圖
4 翻轉(zhuǎn)機(jī)控制系統(tǒng)設(shè)計(jì)
根據(jù)要求,本節(jié)簡(jiǎn)要介紹以三菱可編程控FX3U-64MR型基本單元為核心,設(shè)計(jì)翻轉(zhuǎn)機(jī)PLC控制系統(tǒng)的方法。
4.1 PLC選型
在翻轉(zhuǎn)機(jī)控制系統(tǒng)選型時(shí),PLC有控制性好、編程方便、運(yùn)行可靠等優(yōu)點(diǎn),所以采用日本三菱公司生產(chǎn)的FX3U-64MR/ES-A型基本單元。通過使用種類豐富的功能擴(kuò)展板及特殊適配器,可滿足要求,且性價(jià)比比較高。該P(yáng)LC主要技術(shù)性能指標(biāo)為整體式結(jié)構(gòu),繼電器型輸出,其輸入點(diǎn)數(shù)為32點(diǎn),輸出點(diǎn)數(shù)為32點(diǎn),存儲(chǔ)器容量64 kB,輸入電壓為AC 220 V,內(nèi)置DC 24 V的電源其電流可達(dá)600 mA,可以為輸入傳感器提供電源[7]。
4.2 PLC控制系統(tǒng)設(shè)計(jì)
按照翻轉(zhuǎn)機(jī)的工藝要求,結(jié)合控制系統(tǒng)的特點(diǎn),并把成本控制在較低水平上,選擇確定PLC的型號(hào),科學(xué)有效地選擇控制方案,分配好輸入、輸出點(diǎn)。系統(tǒng)的位置檢測(cè)用限位開關(guān)實(shí)現(xiàn),在行程終點(diǎn)設(shè)置限位開關(guān),當(dāng)限位開關(guān)接通和斷開被檢測(cè)到就把信號(hào)傳遞下一個(gè)控制接口,從而控制翻轉(zhuǎn)機(jī)翻轉(zhuǎn)的動(dòng)作,PLC控制中心把檢測(cè)信號(hào)迅速接收反饋。根據(jù)翻轉(zhuǎn)機(jī)的需要,共設(shè)置輸入點(diǎn)32個(gè)、輸出點(diǎn)數(shù)14個(gè)。根據(jù)設(shè)備后續(xù)擴(kuò)展功能需要,F(xiàn)X3U支持IO口及多種智能模塊的擴(kuò)展,可以方便進(jìn)行設(shè)備的升級(jí)換代。
該控制系統(tǒng)的PLC輸入、輸出I/O分配表如下頁(yè)表1所示,I/O接線簡(jiǎn)圖如下頁(yè)圖7所示,設(shè)備操作面板如下頁(yè)圖8所示。考慮到設(shè)備和生產(chǎn)過程的特點(diǎn),該控制系統(tǒng)主要完成最為常用的自動(dòng)回原點(diǎn)、手動(dòng)、自動(dòng)三種工作方式;而單步、單周期兩種工作方式很少使用,僅預(yù)留物理接口。
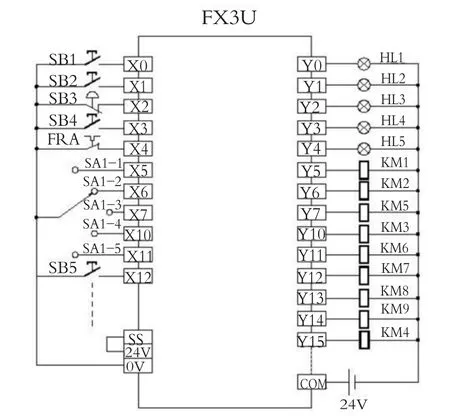
圖7 PLC I/O接線簡(jiǎn)圖
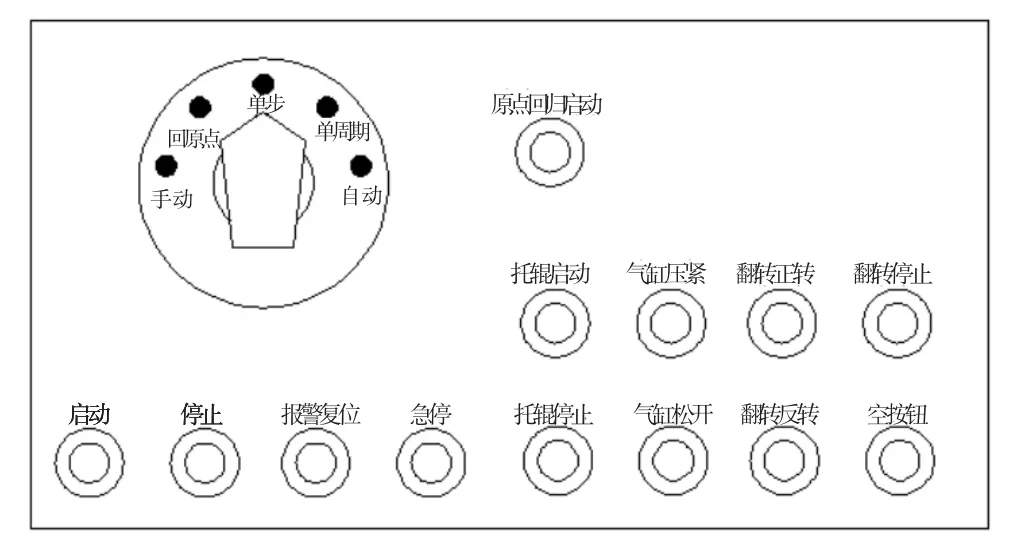
圖8 設(shè)備操作面板示意圖

表1 PLC I/O分配表
輸入端接按鈕開關(guān)、限位開關(guān)、熱繼電器觸點(diǎn)等實(shí)現(xiàn)控制指令發(fā)出、位置檢測(cè)和過熱保護(hù)等功能。輸出端接驅(qū)動(dòng)信號(hào)燈實(shí)現(xiàn)信號(hào)報(bào)警燈指示,控制變頻器實(shí)現(xiàn)對(duì)翻轉(zhuǎn)電機(jī)、托輥電機(jī)速度控制以適應(yīng)不同工藝要求,實(shí)時(shí)調(diào)整生產(chǎn)的節(jié)拍速度,及控制電磁閥實(shí)現(xiàn)氣缸的驅(qū)動(dòng)等[8]。
4.3 編制控制程序
控制程序分為緊急停止、信號(hào)指示部分;手動(dòng)部分,回原點(diǎn)部分,自動(dòng)部分。
急停和信號(hào)指示部分程序?yàn)橄到y(tǒng)提供緊急保護(hù)和信號(hào)指示。緊急停止實(shí)現(xiàn)緊急情況控制系統(tǒng)的禁止輸出和狀態(tài)轉(zhuǎn)移,并且對(duì)相關(guān)的輸出、狀態(tài)進(jìn)行復(fù)位。其緊急停止代碼如圖9所示。
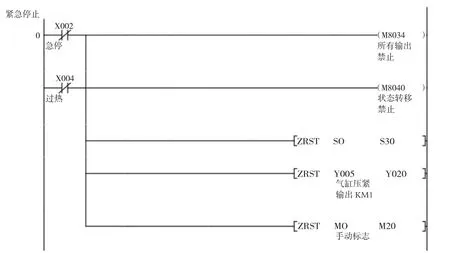
圖9 緊急停止代碼
手動(dòng)部分、回原點(diǎn)部分、自動(dòng)部分控制的工業(yè)控制中常見的順控控制流程。在各大品牌PLC順控指令中,三菱的步進(jìn)指令最為簡(jiǎn)潔便利。該系統(tǒng)設(shè)計(jì)采用三菱PLC的IST方便指令可以很好地處理這種動(dòng)作過程復(fù)雜的順控控制。不需要使用的工作方式需要通過M8000的常閉觸點(diǎn)進(jìn)行屏蔽,該控制系統(tǒng)對(duì)單步和單周期進(jìn)行了屏蔽。IST結(jié)構(gòu)如圖10所示;初始化代碼如圖11所示。

圖10 IST結(jié)構(gòu)

圖11 工作方式初始化
根據(jù)翻轉(zhuǎn)機(jī)的動(dòng)作過程,繪制出自動(dòng)流程圖,同時(shí)繪制出回原點(diǎn)流程和手動(dòng)流程,如圖12所示。
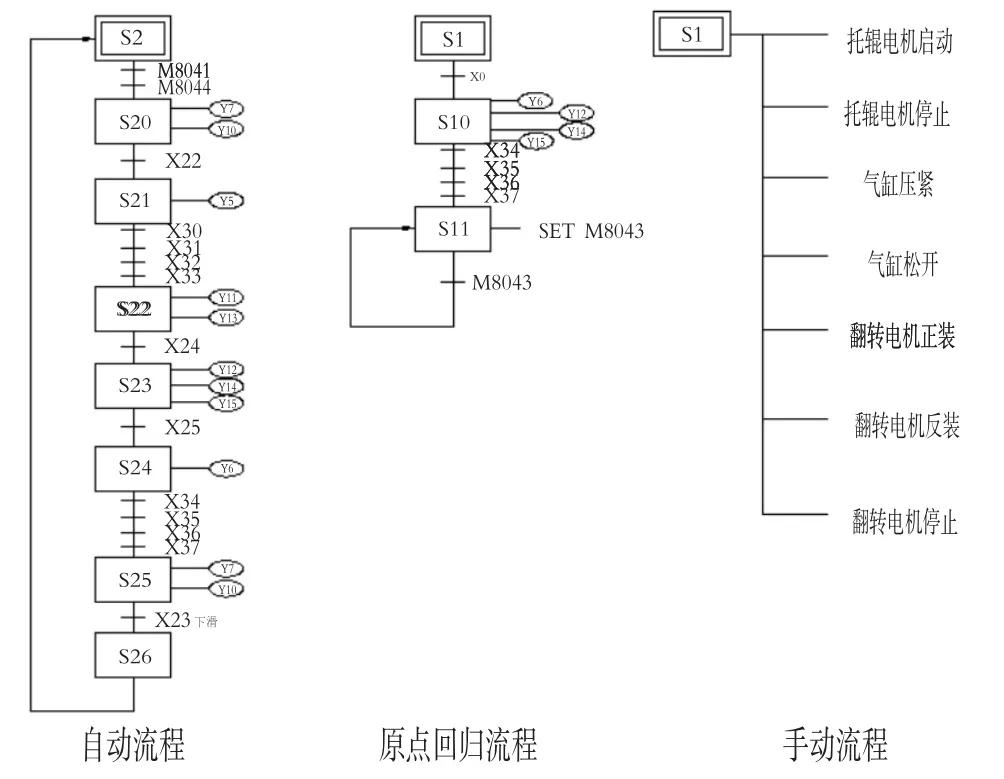
圖12 自動(dòng)、回原點(diǎn)和手動(dòng)流程圖
5 翻轉(zhuǎn)機(jī)氣壓系統(tǒng)設(shè)計(jì)
根據(jù)翻轉(zhuǎn)機(jī)在翻轉(zhuǎn)防火板過程中氣壓系統(tǒng)壓板夾緊防火板順序動(dòng)作過程的要求,設(shè)計(jì)由氣缸驅(qū)動(dòng)氣動(dòng)控制回路,氣動(dòng)原理圖如圖13所示。

圖13 氣動(dòng)原理圖
當(dāng)雙電控二位五通閥的電磁閥1V1、1V2、3V1、4V1得電而電磁閥1V2、1V2、3V2、4V2失電時(shí),閥芯處于接通狀態(tài),壓縮空氣進(jìn)入氣缸左氣腔,推動(dòng)氣缸活塞向右運(yùn)動(dòng);由夾緊元件壓板對(duì)防火板進(jìn)行夾緊。當(dāng)翻轉(zhuǎn)到位,電磁閥1V1、1V2、3V1、4V1失電,電磁閥1V2、2V2、3V2、4V2得電,壓縮空氣進(jìn)入氣缸右氣腔,左氣腔排氣,氣缸活塞退回,壓板松開防火板,完成一個(gè)循環(huán)動(dòng)作[9]。
6 結(jié)論
1)對(duì)翻轉(zhuǎn)機(jī)的動(dòng)力、傳動(dòng)、翻轉(zhuǎn)、輸送進(jìn)行分析,根據(jù)企業(yè)的實(shí)際需求,巧妙應(yīng)用“Θ”型翻轉(zhuǎn)輪,設(shè)計(jì)出一種“Θ”型翻轉(zhuǎn)機(jī)。這個(gè)翻轉(zhuǎn)機(jī)結(jié)構(gòu)簡(jiǎn)單,能實(shí)現(xiàn)180°翻轉(zhuǎn),在生產(chǎn)線中起到承上啟下的重要作用。解決手工翻轉(zhuǎn)防火板,浪費(fèi)人力、物力等問題,與原手工翻轉(zhuǎn)模式相比,節(jié)省了人力、物力,提高生產(chǎn)效率,實(shí)現(xiàn)自動(dòng)翻轉(zhuǎn)防火板,性價(jià)比較高,適合企業(yè)的需求。
2)應(yīng)用CAD軟件對(duì)翻轉(zhuǎn)機(jī)中的主要零部件進(jìn)行設(shè)計(jì),采用PLC控制和氣動(dòng)控制對(duì)防火板的翻轉(zhuǎn)、夾緊問題,能夠?qū)崿F(xiàn)防火板的翻轉(zhuǎn)、定位、夾緊,實(shí)現(xiàn)了翻轉(zhuǎn)機(jī)順序動(dòng)作的自動(dòng)化。
3)落實(shí)福建省實(shí)施新一輪企業(yè)技術(shù)改造專項(xiàng)行動(dòng)計(jì)劃,符合福建省提出的“機(jī)器換工”要求,為企業(yè)應(yīng)用新技術(shù)、新工藝、新裝備進(jìn)行技術(shù)改造提供參考。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
