SUS304L用高韌性不銹鋼焊材選擇與性能研究
2021-07-28 01:01:02閔曉峰王元興吳夢先潘伍覃侯華東
壓力容器 2021年6期
閔曉峰,王元興,吳夢先,潘伍覃,侯華東,蔣 杰
(1.武漢一冶鋼結構有限責任公司,武漢 430415;2.中國空氣動力研究與發展中心,四川綿陽 621000)
0 引言
SUS304L在深冷溫度下具有較高的強度和優良的低溫韌性,常用于制作液氮、液氧、LNG等深冷壓力容器,是一種不可缺少的低溫工程材料[1-4]。SUS304L焊接接頭與母材相似,其抗拉強度和屈服強度隨著溫度的降低而提高,只要不誤用焊材,焊接接頭強度不是焊接的重點,但低溫韌性遠不如母材,屬于薄弱環節[5-7]。
與SUS304L配套的焊材熔敷金屬化學成分分類代號為308L(下面簡稱308L,其他類同),常規308L類焊材熔敷金屬-196 ℃KV2約在24~50 J之間,經去應力熱處理后,熔敷金屬低溫韌性會顯著下降[8],難以達到GB/T 150—2011《壓力容器》中7.2.3條中規定的31 J。而國內外一些項目設計要求產品去應力熱處理后,焊縫金屬-196 ℃,KV2大于50,60 J甚至80 J,采用常規308L類型焊材難以滿足要求。
本文以不同型號的配套焊材為對象,重點研究焊縫金屬-196 ℃,KV2及焊接工藝性能,以期選出幾種與SUS304L合理配套的高韌性不銹鋼焊材。
1 高韌性不銹鋼焊材選擇
影響不銹鋼沖擊韌性的因素有很多,但至關重要的是焊材熔敷金屬中鐵素體含量。采用熔敷金屬為超低碳全奧氏體或超低碳、少量鐵素體焊材是提高焊縫金屬低溫韌性最有效途徑。按照不銹鋼焊材熔敷金屬化學成分分類,3系列熔敷金屬為超低碳全奧氏體焊材有:316LMn,320,385,3155等,結合成本與焊接性考慮,焊接SUS304L高韌性焊縫最為合適的焊材為316LMn和385。高韌性熔敷金屬的焊材需通過合金化控制,優化平衡Cr,Ni當量比,來降低鐵素體含量,同時又保持一定的抗熱裂紋敏感性,理論上最合適的不銹鋼焊材為308L,316L,317L。
2 試驗材料與方法
試驗母材為鞍鋼生產的SUS304L鋼板,試驗焊材選用大西洋E316LMn-15焊條、伊薩E385-16焊條、伯樂E317L-15(mod.)焊條、京雷E308L-16焊條、伊薩ER316L氬弧焊絲。鋼板和焊材熔敷金屬的化學成分見表1,2。根據化學成分計算Ni,Cr當量,按照WRC-1992相組分圖計算出的熔敷金屬中鐵素體數FN見表2。

表1 SUS304L鋼板化學成分Tab.1 Chemical composition of SUS304L steel plate %

表2 焊材熔敷金屬化學成分(%)及鐵素體數FNTab.2 Chemical composition (%) and number ferrite FN of deposited metal of welding consumables
使用上述焊材焊接5塊試板,試板規格為500 mm×300 mm×40 mm,對稱X形坡口,坡口角度為60°,焊接位置為立焊。焊條規格均為4.0 mm,ER316L焊絲規格為2.4 mm,多層多道焊,控制焊接線能量≤25 kJ/cm,控制層間溫度≤120 ℃。試板焊后經無損檢測合格后,統一進行570 ℃×1 h熱處理,消除部分殘余應力。
3 焊縫金屬的組織
對5塊試板的焊縫金屬進行顯微組織評定,觀察位置為距離焊縫上表面1/4T處,如圖1所示。


圖1 焊縫金屬微觀組織Fig.1 Microstructure of weld metal
E316LMn-15和E317L-15(mod.)焊縫金屬的金相組織為枝晶狀奧氏體+微量鐵素體,微量的鐵素體存在于晶內和晶界,為圖中黑色小點。E385-16焊縫金屬的金相組織為枝晶狀奧氏體+胞晶狀奧氏體,屬于典型的A凝固模式,由于在凝固時合金元素和雜質的偏析,而在高溫時這些元素在奧氏體中的擴散能力又較弱,因而保留了在凝固時產生偏析的輪廓[9],一般為鉻和鉬的碳化物,在晶界聚集,也有少量析出物在晶內析出。E308L-16焊縫金屬組織與E316LMn-15相似,少量鐵素體分布在晶內,為黑色小點。ER316L焊縫金屬為胞晶狀奧氏體+少量鐵素體,其中鐵素體分布在晶界上,為典型的AF凝固模式。
焊縫金屬的金相組織與計算出的鐵素體數基本吻合,根據WRC-1992相組分圖計算出的鐵素體數小于實際鐵素體含量,因此計算鐵素體數為0的焊縫金屬實際上仍可能含有微量鐵素體。
4 焊接接頭-196 ℃沖擊試驗
按照NB/T 47014—2011《承壓設備焊接工藝評定》對試板制取焊縫和熱影響區沖擊試樣,按照GB/T 229—2007《金屬材料 夏比擺錘沖擊試驗方法》進行-196 ℃沖擊試驗,結果如表3所示。

表3 焊縫和熱影響區沖擊吸收能量Tab.3 Impact energy absorption of weld and heataffected zone
熱處理狀態下,5種焊材焊縫金屬-196 ℃,KV2均大于50 J,沖擊吸收能量基本與鐵素體含量成反比。E385-16焊縫為全奧氏體組織,沖擊吸收能量最高。E316LMn-15和E317L-15(mod.)焊縫金屬-196 ℃,KV2在70 J以上,但E317L-15(mod.)焊縫金屬沖擊值比E316LMn-15低30 J以上,這可能是由于E317L-15(mod.)焊條中Mo含量較高所致,Mo在奧氏體中的偏析傾向相對較強,過多的Mo含量會增加焊縫金屬的低溫脆性[10]。
本次E308L-16焊條通過提高Ni含量,焊縫金屬低溫韌性大幅度提高,低溫性能優于普通308L系列焊條。ER316L焊絲雖然鐵素體含量最高,但焊縫金屬-196 ℃沖擊值與E317L-15(mod.)焊條相當,這是由于TIG焊焊縫金屬比較純凈,含有最少量的顯微非金屬夾雜物,在各種溫度下均具有優良的韌性[11]。
5塊試板熱影響區-196 ℃,KV2均在120 J以上,具有非常大的裕量,這與鋼板優異的性能有關。同時,奧氏體不銹鋼與碳鋼相比,高溫熱影響區非常窄,不屬于焊接接頭的薄弱環節。從圖2可以看出,SUS304L焊接接頭截面腐蝕后基本看不到熱影響區,而碳鋼十分明顯。

(a)SUS304L (b)Q345E
5 不銹鋼焊條的焊接工藝性能
5.1 脫渣性
按照GB/T 25776—2010《焊接材料焊接工藝性能評定方法》中第3.2.2條中的方法測試4種焊條的脫渣性,試板尺寸為400 mm×200 mm×16 mm,鈍邊為2 mm。采用2 kg的鐵球在離試板1.3 m高處以初速度為零的自由落體狀態錘擊試板中心,酸性焊條連續錘擊3次,堿性焊條連續錘擊5次,脫渣率見表4。2種國外焊條脫渣率很好,端頭都有引弧劑,不易黏條;E316LMn-15焊條脫渣率較好;E308L-16焊條脫渣率稍差,但不影響焊接操作,4種焊條焊道成型均良好。

表4 4種焊條焊縫金屬脫渣率Tab.4 Slag removal rate of four kinds of electrode weld metal
5.2 仰焊性能
采用規格為?3.2 mm的4種焊條進行仰焊試驗,試板尺寸為400 mm×300 mm×20 mm,仰焊前先采用氬弧焊進行雙面打底焊,焊道成型如圖3所示。
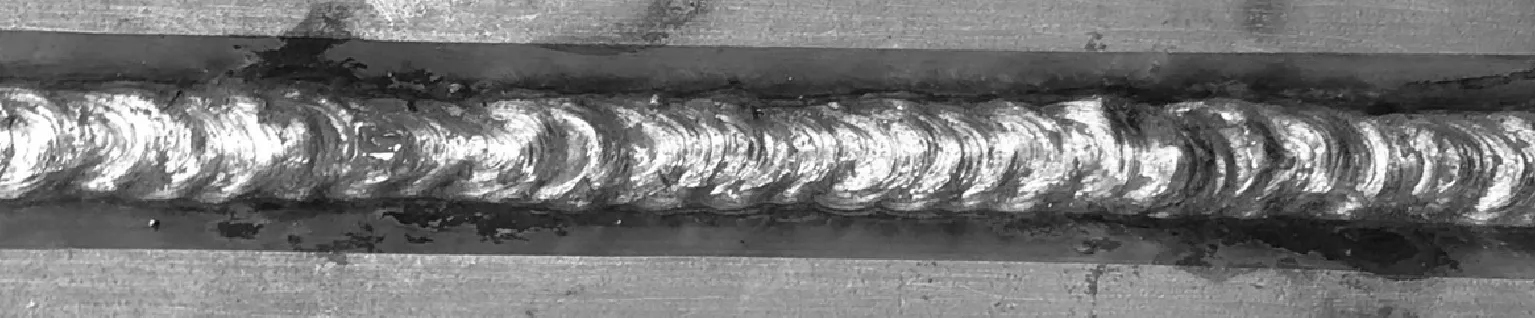
(a)E316LMn-15 (b)E385-16
從圖3可以看出,伊薩E385-16焊條焊道最為平整;其次是E317L-15(mod.)和E308L-16焊條,鐵水鋪展性較好,坡口兩側無深的溝槽,仰焊工藝性良好;大西洋E316LMn-15焊條,仰焊時容易黏條,對焊工技能要求高,如操作經驗不足,容易出現夾渣缺陷。
6 壓板對接焊接裂紋試驗
為測試SUS304L采用4種焊條焊接時焊縫金屬熱裂紋敏感性,按照GB 4675.4—1984《焊接性試驗 壓板對接(FISCO)焊接裂紋試驗方法》進行試驗,試板尺寸為200 mm×240 mm×20 mm,組對間隙為3 mm,焊接線能量為30 kJ/cm,試驗結果如表5所示。

表5 壓板對接焊接裂紋試驗結果Tab.5 Crack test results of butt welding of pressure plate
4種焊條的焊縫金屬均未出現弧坑裂紋,但試板切割后斷面均有不同長度的熱裂紋。E316LMn-15焊條焊縫金屬由于具有較高的Mn含量,抗熱裂紋性能優異,E308L-16焊條焊縫金屬含有一定量的鐵素體,裂紋率較低。E385-16和E317L-15(mod.)焊條焊縫金屬鐵素體含量極低,裂紋率相對較高,但均在7%以下,焊接熱裂紋傾向較小,但焊接過程中仍需要控制線能量,以免產生大量焊接熱裂紋。
7 應用情況
E316LMn-15焊材熔敷金屬為全奧氏體,低溫韌性很好,抗熱裂紋性能優異,用于SUS304L焊接時對N含量可不做要求。大西洋E316LMn-15焊條除仰焊性稍差外,其他位置焊接工藝性能良好,目前應用于某SUS304L設備承壓殼體焊縫,效果良好。
E385-16焊條熔敷金屬為全奧氏體,低溫韌性優異。伊薩E385-16焊條焊接工藝性能優異,用于現場承壓殼體合攏焊縫全位置焊接,焊接一次合格率在95%以上。
市場上E308L-××焊條、E317L-××焊條、ER316L焊絲Ni含量一般靠近標準下限值,焊縫金屬-196 ℃,KV2難以達到50 J以上。京雷E308L-16焊條通過降低Cr,Ni當量的比值,減少焊縫金屬中鐵素體含量,焊縫金屬-196 ℃,KV2大幅度提高,每批焊材復驗結果均合格,但裕量不大,用于承壓殼體T型加強圈、支座、筋板等外附件的全位置焊接。伯樂E317L-15(mod.)焊條為改進型焊條,Ni,Mn,N含量均高于標準值,鐵素體含量極低,低溫韌性和焊接工藝性能良好,用于現場承壓殼體合攏焊縫全位置焊接。伊薩ER316L焊絲鎳含量在13%以上,低溫韌性良好,性能穩定,用于SUS304L設備所有全熔透焊縫的打底焊接。
8 結論
(1)在570 ℃×1 h的熱處理條件下,化學成分分類代號為385和316LMn焊條,焊縫金屬為全奧氏體,低溫韌性優異且穩定性好,可用于SUS304L焊接接頭要求較高的設備焊接。化學成分分類代號為308L,317L和316L的焊條和焊絲,通過優化平衡Cr,Ni當量的比率,降低鐵素體含量,可以大幅度提高低溫韌性,當控制鐵素體數小于3時,焊縫金屬-196 ℃,KV2穩定在50 J以上。
(2)焊縫金屬為全奧氏體焊材焊接時,需要嚴格控制線能量,防止出現熱裂紋,當焊材中Mn含量較高時,可以有效減少熱裂紋的產生。
(3)SUS304L焊縫金屬韌性要求較高,選用焊材時,需要對焊材低溫性能、焊接工藝性能、焊材成本、設計要求及運行工況進行綜合考慮,合理選用國內外熔敷金屬為超低碳全奧氏體或超低碳、少量鐵素體焊材,在保證質量的前提下,避免對焊材性能要求過高而增加成本。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
