船用907A鋼板的焊接技術研究
2021-07-27 01:12:28宋江兵
現代制造技術與裝備 2021年6期
關鍵詞:焊縫
李 能 宋江兵
(杭州航海儀器有限公司,杭州 310024)
非耐壓殼體用連鑄907A鋼板為特殊材料鋼,機械性能好,強度高[1]。因為907A材料的高強度可以更好地適應各種惡劣海況,所以被廣泛應用于海軍裝備。焊接作為影響強度的重要環節,其質量顯得尤為重要。焊材的選擇和焊接工藝的處理是保證焊接質量的關鍵。本文通過研究907A鋼板的焊接工藝,以期實現良好的焊接。
1 材料介紹
1.1 母材的焊接性分析
產品的主要材料907A鋼采用KR鐵水脫硫,氧氣轉爐護頂底復合吹煉,RH真空除氣精煉,連鑄生產工藝,并保證足夠的壓縮比,滿足細化晶粒的要求,控制軋制而成。它的主要化學成分見表1。907A鋼板的拉伸、沖擊性能見表2。

表1 材料907A鋼的主要化學成分

表2 907A鋼板的拉伸、沖擊性能
907A鋼材料中碳(C)含量小于等于0.12%,屬于低碳鋼。一般認為,隨含碳量的降低,焊接性能得到改善。但是,也要同時考慮其他元素對焊接的影響,特別是硫(S)元素和磷(P)元素。
硫在鋼中常以硫化鐵的形式存在。在熱加工時,由于開始溫度一般為1 150~1 200 ℃,而鐵和硫化鐵共晶開始熔化,導致加工時開裂,這種現象就是“硫的熱脆性”。這種性質使鋼在焊接中容易產生熱裂紋。磷對鋼有強化作用,使鋼的硬度和強度增加,塑性和韌性則顯著降低,這就是磷的冷脆傾向,對焊接不利,增加了鋼的裂縫敏感性。為了保證材料的焊接性能,硫和磷的含量應分別保持在0.04%和0.045%以內,而907A鋼硫磷元素含量分別小于0.015%、0.025%,焊接性能不受大的影響。再加上材料中錳(Mn)元素的存在,焊接過程中和硫化合生成了硫化錳(MnS),起到脫硫作用,降低了由硫引起的熱裂紋傾向,所以907A鋼具有良好的焊接性能。
1.2 焊材的選擇
正確選用與母材匹配的焊接材料是防止焊接缺陷的重要措施。母材為907A特殊鋼材,所以使用焊條也選用907A鋼專用焊條TH907,符合Q/725-1178-2001,規格有Φ4.0×400 mm、Φ3.2×400 mm兩種。
TH907A手工電焊條屬堿性超低氫型,具有優良的塑性及韌性,擴散氫含量低,適用于直流電源反極性的全位置焊接。焊條電弧穩定,脫渣容易,焊縫成型美觀,具有優良的抗裂性能。可用于907A鋼及相同強度級別低合金結構鋼的焊接。
使用注意事項如下[2]:
(1)焊條嚴防受潮,焊條使用前須經390 ℃±10 ℃烘焙1 h,隨爐冷卻至150 ℃備用;
(2)焊前應清除焊接部位的鐵銹、油污及水分等;
(3)焊接時應采用短弧焊;
(4)焊條露放時間不得超過4 h。
焊接時電流采用直流反接形式,電流與電壓的具體參數見表3。

表3 直流反接下電流與電壓的具體參數
2 焊接試驗及驗證
2.1 試驗過程
根據相關產品圖紙的分析,本次試驗采用的907A板材規格厚度為10 mm,接頭形式Y型破口。參照相關焊接試驗標準,確定所有焊接試件毛坯統一選用厚度10 mm的板材,試驗種類選擇1次拉伸試驗和2次沖擊試驗。焊接試件毛坯如圖1所示,焊接形式如圖2所示。
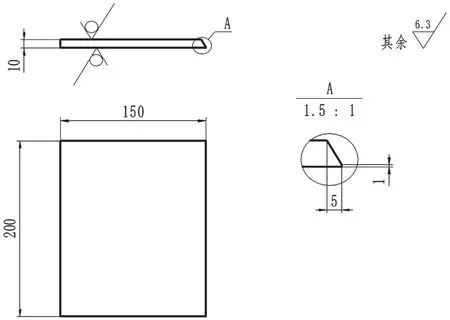
圖1 焊接試件毛坯
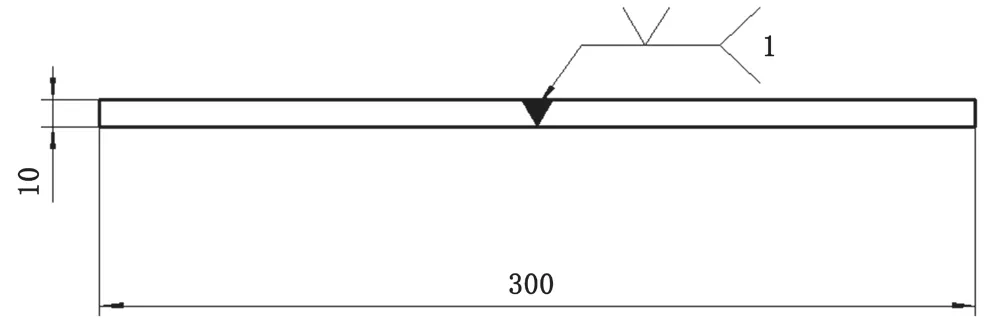
圖2 焊接形式
采用焊條電弧焊,焊接前用拋光機打磨坡口及兩側20~30 mm,除去鐵銹、油污、水分及其他雜質,路出金屬本色。焊條按要求加熱到390 ℃±10 ℃烘焙1 h,隨爐冷卻至150 ℃備用。
焊接時焊條放在保溫瓶,隨拿隨蓋好瓶蓋。TH907A焊條電弧易引燃,在焊接過程中電弧燃燒平穩,沒有過多過大的煙霧和飛濺,保持流動性良好。焊接時打底焊,上下兩道焊縫,焊縫沉淀溫度控制在120 ℃左右。對所焊零件進行預熱,溫度100 ℃左右。若零件冷卻至80 ℃時,需重新對零件進行預熱焊接時采用短弧小擺動,擺動寬度不得超過焊條直徑的3倍。
試驗件焊接完成后轉入試驗驗證,試件的取樣與制作由檢測中心機加工完成。每一件試件毛坯按GB 2649—89標準規定截取1件拉伸試件和3件沖擊試件。
拉伸試驗試件的尺寸按GB 2651—2008標準規定制作,如圖3所示。沖擊試驗試件的尺寸按GB/T 229—2007標準規定制作,如圖4所示。
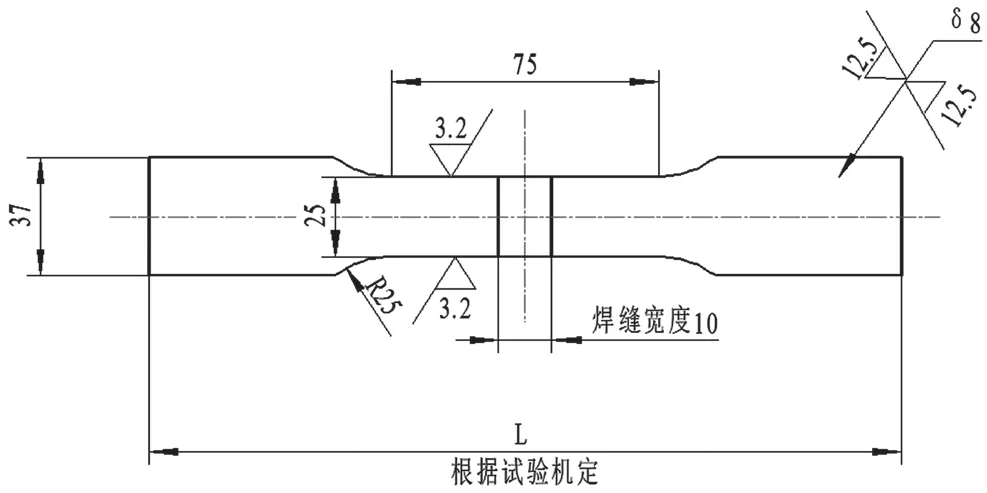
圖3 拉伸試驗試件的尺寸
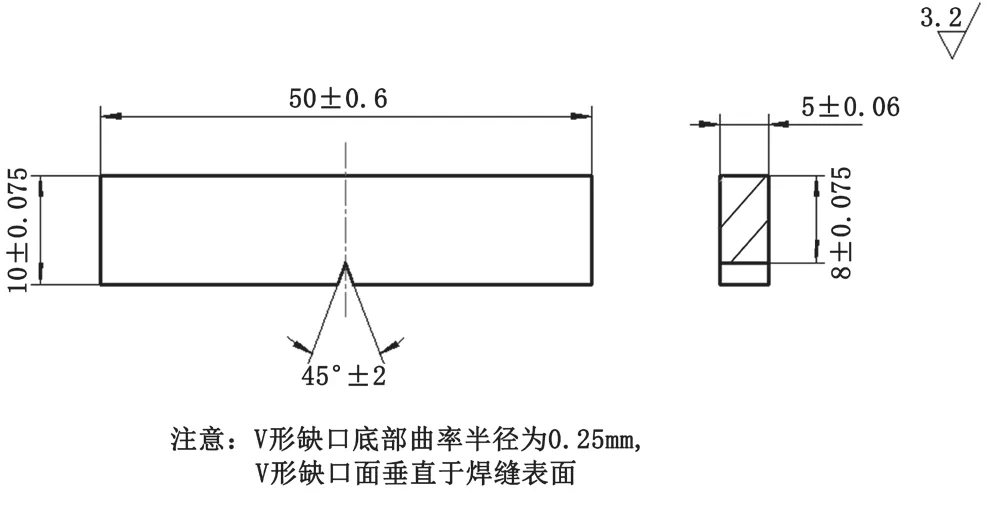
圖4 沖擊試驗試件的尺寸
2.2 試驗結果
檢測中心按國家標準制作的拉伸試件和沖擊試件,依據國家標準GB/T 2650—2008進行一拉三沖試驗。試驗環境溫度為25 ℃,拉伸實驗檢測試件抗拉強度Rm、沖擊實驗檢測試件焊縫區沖擊吸收能量V2。
焊接母材根據相關標準,抗拉強度見表4。

表4 抗拉強度的具體情況
檢測報告中,各試件抗拉強度匯總見表5。

表5 各試件抗拉強度匯總
根據檢測中心提供的試驗數據(報告),各焊接試件的焊縫抗拉強度都達到焊接母材的機械強度的90%以上(CB 813-75特種產品焊接通用技術條件)。所有樣件的斷裂位置都是焊縫外,由此可判斷焊縫抗拉強度要高于焊接母材抗拉強度。檢測報告中,試件沖擊數據匯總見表6。

表6 試件沖擊數據匯總
根據GB/T 2650—2008焊接接頭沖擊試驗方法以及907A材料特性判定,試驗件沖擊試驗合格。
3 產品的焊接生產
3.1 焊前的準備
(1)焊接材料必須存放于干燥、通風良好的庫房內;
(2)焊條使用前需經390 ℃烘焙1 h,并隨爐冷卻到100 ℃,使用時放入100~150 ℃的干燥箱中保存隨用隨取,焊條在干燥箱中的保存期不得超過7天,否則應按上述要求重新烘焙,重新烘焙不得超過2次[3];
(3)焊接設備滿足工藝要求,性能可靠,采用直流電源反極性焊接。
3.2 焊接過程
焊接坡口應使用機加工方法進行加工,允許熱割(氣割、等離子切割),但隨后應用砂輪清理至露出金屬光澤。被焊坡口兩側30 mm內應清理至完全沒有銹蝕、氧化皮、污染、油漆、油跡、水跡和其他污垢。定位焊時,定位焊長度為50~80 mm。產品焊接接頭有對接接頭和T形接頭,其中對接接頭形式的焊接先打底焊再蓋面焊,如圖5所示。
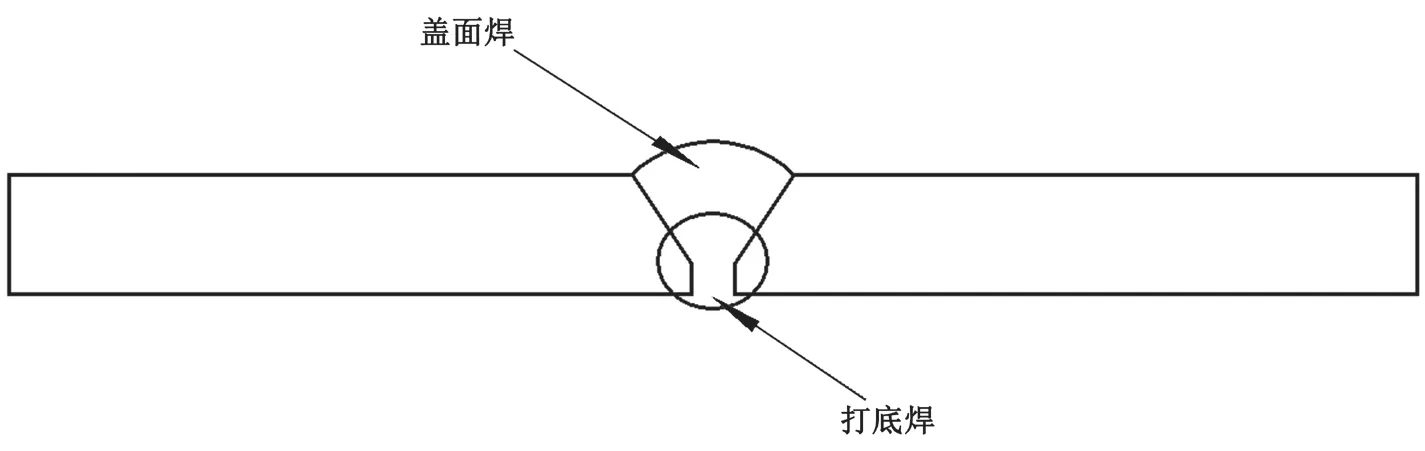
圖5 對接接頭形式的焊接
為保證角焊縫高度的要求,T形接頭應分層、分角度焊接。首先打底焊,焊條角度呈45°,如圖6所示。第二道焊條角度呈60°,如圖7所示。第三道焊條角度呈30°,如圖8所示。
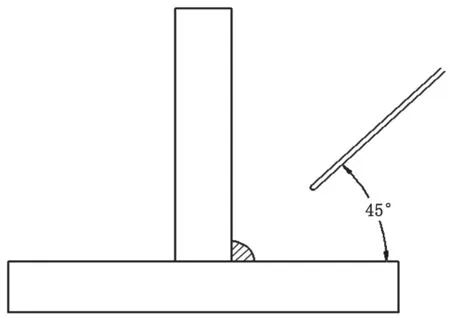
圖6 焊條角度呈45°
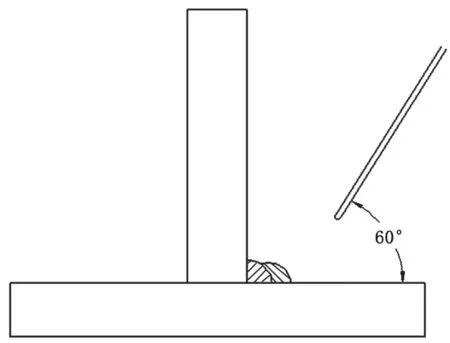
圖7 焊條角度呈60°
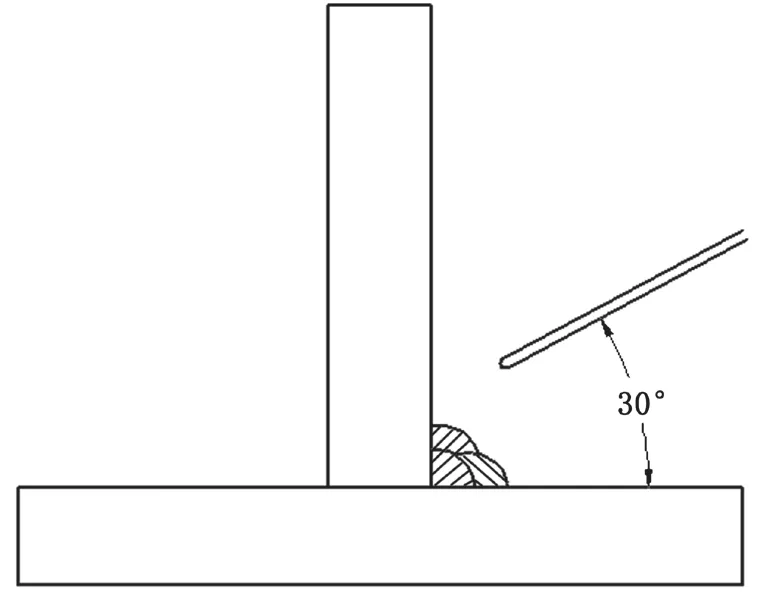
圖8 焊條角度呈30°
焊接時采用短弧小擺動,擺動寬度不得超過焊條直徑的3倍。TH907A焊條的道間溫度應控制在80~150 ℃。如果鋼板冷卻到80 ℃,重新焊接前必須將鋼板預熱到80 ~ 150 ℃。
產品的焊接過程中,用到大量的工裝、夾具和各種工藝撐桿。需合理分布工藝撐桿,盡量不影響焊接角度、位置等,并采用對稱焊等合理的焊接順序減少變形。
4 焊接過程中焊接缺陷產生的原因及預防措施
4.1 產生原因
焊接過程中會產生一些焊接缺陷,如氣孔(內、外部)、夾渣以及裂紋等。產生這些缺陷的原因有[4]:焊件清理不干凈,雜質在高溫時產生有害氣體進入熔池;焊材沒有經過烘焙或烘焙不符合要求;焊前沒有按規定預熱,或預熱溫度不符合要求,或焊接電流選擇不當;運用焊條施焊角度、距離以及速度等方法不當。
4.2 預防措施
第一,提高焊工質量意識,加強操作技術水平。第二,選擇合理的焊接電流和方法。第三,嚴格按照要求烘焙焊條,不使用受潮、偏芯等不合格焊條。焊接時,焊條應裝在保溫箱內,隨用隨取。第四,焊件焊縫坡口周圍焊前徹底清理干凈。第五,焊件焊前按規定預熱至符合要求。第六,多層多道焊時,注意層間溫度、層間藥皮、飛濺等雜物清理干凈。第七,加強焊后檢驗,發現問題及時處理。
5 結語
經過對907A鋼板的焊接性能分析,結合TH907A焊條的使用特點,定制了相應的焊接工藝,嚴格控制焊接過程,取得了良好的焊縫效果和焊接接頭質量。此產品焊接完成后順利通過了100%超聲波的檢測和外觀檢驗。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
