離散制造車間下智能加工設(shè)備構(gòu)建方法研究*
2021-07-27 05:59:16沈小雨唐敦兵張澤群管晨丞
航空制造技術(shù) 2021年10期
沈小雨,唐敦兵,張澤群,鄭 杜,管晨丞
(南京航空航天大學(xué)機(jī)電學(xué)院,南京 210016)
在“工業(yè)4.0”與“中國制造2025”的時代下,加工任務(wù)呈現(xiàn)出多樣化、動態(tài)化以及不確定性,對制造過程與制造設(shè)備提出了更高的要求,同時制造系統(tǒng)要求具有足夠的柔性和自組織、自適應(yīng)的能力,而傳統(tǒng)的系統(tǒng)設(shè)計及加工能力很難滿足這種條件。20世紀(jì)90年代以來,人們結(jié)合信息化、計算機(jī)等技術(shù),提出計算機(jī)集成制造、信息化制造,將企業(yè)決策、經(jīng)營管理、生產(chǎn)制造、銷售及售后服務(wù)有機(jī)地結(jié)合在一起,實現(xiàn)了制造過程中的部分自動化。隨著互聯(lián)網(wǎng)與大數(shù)據(jù)時代的到來,在原有的集成制造基礎(chǔ)之上,結(jié)合人工智能,提出了一種新型制造理念——智能制造[1]。
智能裝備是智能制造研究中的重點方向,是整個智能制造系統(tǒng)的基礎(chǔ)設(shè)備,包括智能加工設(shè)備、智能運輸設(shè)備、智能檢測設(shè)備等。其中智能加工設(shè)備是智能裝備中的重點對象,承擔(dān)著加工這項重要任務(wù),要求其具有對加工任務(wù)的適應(yīng)性,能夠與制造系統(tǒng)中其他加工設(shè)備交流協(xié)商,共同分配加工任務(wù)。加工設(shè)備的智能化程度直接決定了整個制造系統(tǒng)的智能化程度,目前工件的形狀越來越復(fù)雜且加工精度要求越來越高,國內(nèi)外研究機(jī)構(gòu)普遍認(rèn)為提高加工設(shè)備的智能化是主要解決途徑,從而提出了智能機(jī)床的概念。
華中科技大學(xué)石磊等[2]提出了一種智能加工中心的設(shè)計方法及模型,指出智能加工設(shè)備不僅要具有多功能數(shù)控加工的功能,還必須具備感知、判斷、決策、監(jiān)控以及與其他單元交互的功能。國防科技大學(xué)梁建成等[3]在機(jī)床的智能加工體系研究中提出了智能加工的基本概念與內(nèi)容,表示智能加工就是要解決加工過程中眾多不確定性的、要有人干預(yù)才能解決的問題。鄢萍等[4]提出了智能機(jī)床狹義和廣義定義,狹義定義強(qiáng)調(diào)的是加工設(shè)備單機(jī)所具備的智能功能和對加工過程多目標(biāo)優(yōu)化的支持性,而廣義定義強(qiáng)調(diào)的是在以人為本人際協(xié)調(diào)的宗旨下,機(jī)床以及一定方式組合的加工設(shè)備或生產(chǎn)線所具備的智能功能和對制造系統(tǒng)多目標(biāo)優(yōu)化運行的支持性。駱金威等[5]通過對航空結(jié)構(gòu)件加工的研究,提出航空結(jié)構(gòu)件智能化加工設(shè)備的發(fā)展方向,表示加工設(shè)備將逐步從數(shù)字化時代走向智能化時代,其主要特點是機(jī)床軟、硬件設(shè)備等多智能體系統(tǒng)的集成及應(yīng)用,核心技術(shù)在于機(jī)床對加工程序的智能化識別。邵澤明等[6]應(yīng)用人工智能方法以及融合智能傳感器技術(shù),通過識別、分析、判斷及推理,實現(xiàn)了數(shù)控機(jī)床的智能功能。
國外的學(xué)者與研究機(jī)構(gòu)也對智能加工設(shè)備進(jìn)行了相關(guān)研究。Mazak公司對智能機(jī)床給出的定義[7]:數(shù)控機(jī)床能感知自身的狀態(tài)和加工環(huán)境的變化,并根據(jù)自身狀態(tài)以及加工環(huán)境的變化來調(diào)整加工參數(shù)。Liu等[8]認(rèn)為現(xiàn)有的計算機(jī)數(shù)控(Computer numerical control,CNC)系統(tǒng)僅支持供應(yīng)商特定的NC程序輸入,限制了具有不同程序格式的其他類似功能NC程序的應(yīng)用,為處理各種NC程序,提出了一種智能NC程序處理器(NC program processor,NCPP)。
通過對國內(nèi)外研究成果的分析,發(fā)現(xiàn)目前對智能加工設(shè)備方面的問題研究主要集中在數(shù)控機(jī)床NC程序自適應(yīng)技術(shù)、加工工藝智能設(shè)計、設(shè)備信息感知與設(shè)備故障預(yù)測等方面,研究中大多針對獨立的設(shè)備進(jìn)行智能化改造,沒有對設(shè)備在制造系統(tǒng)中的加工過程進(jìn)行系統(tǒng)考慮,無法體現(xiàn)物聯(lián)環(huán)境下制造車間的功能。隨著物聯(lián)制造技術(shù)的不斷發(fā)展,加工設(shè)備彼此之間的聯(lián)系更加緊密,在加工過程中愈發(fā)強(qiáng)調(diào)設(shè)備之間的互聯(lián)互通。同時在實際生產(chǎn)環(huán)境中,由于不同廠商的數(shù)控系統(tǒng)存在異構(gòu)性和封閉性,設(shè)備的控制與通信無法通過統(tǒng)一模式實現(xiàn),導(dǎo)致設(shè)備在制造系統(tǒng)中互聯(lián)效率較低。針對上述情況,從制造系統(tǒng)層面對加工設(shè)備進(jìn)行智能化構(gòu)建的需求問題亟待解決。為此,本文提出一種智能加工設(shè)備的構(gòu)建方法,通過以下3個部分進(jìn)行展開。
1 智能加工設(shè)備體系結(jié)構(gòu)
1.1 基本結(jié)構(gòu)
智能加工設(shè)備是基礎(chǔ)制造技術(shù)、計算機(jī)技術(shù)、互聯(lián)網(wǎng)技術(shù)等相關(guān)技術(shù)的結(jié)合體,是這些學(xué)科發(fā)展的必然結(jié)果。“工業(yè)4.0”與“中國制造2025”都對其相關(guān)概念進(jìn)行了定義,根據(jù)學(xué)者們在此方面的研究成果總結(jié),同時結(jié)合本文研究人員當(dāng)前實驗室的構(gòu)建結(jié)果來看,智能加工設(shè)備由以下基本部分組成:信息處理、決策系統(tǒng)、執(zhí)行機(jī)構(gòu),如圖1所示。3部分相輔相成,與其他設(shè)備相互協(xié)商,共同實現(xiàn)智能加工。
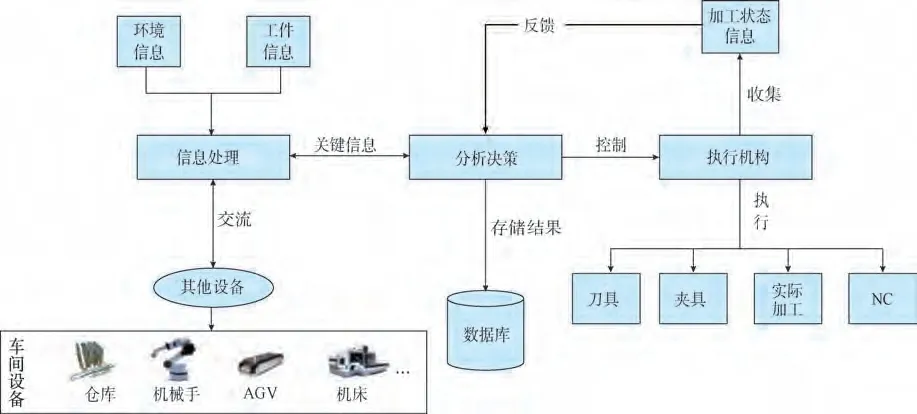
圖1 智能加工設(shè)備基本結(jié)構(gòu)Fig.1 Basic structure of intelligent processing equipment
信息處理是智能加工設(shè)備的感知部分,接受訂單信息、環(huán)境狀態(tài)信息,將其進(jìn)行部分處理送至決策系統(tǒng);同時擔(dān)任著與其他設(shè)備交流的任務(wù),將自身的加工狀態(tài)與制造系統(tǒng)中其他設(shè)備實時交流,根據(jù)其他設(shè)備的狀態(tài)信息對自身的加工做出合理的調(diào)整與規(guī)劃。
分析決策系統(tǒng)是智能加工設(shè)備的核心部分,是智能加工設(shè)備的大腦;根據(jù)接收到的訂單信息進(jìn)行決策,實現(xiàn)不同類型的加工調(diào)整,將設(shè)備的狀態(tài)發(fā)送至信息處理部分,用于實現(xiàn)與制造系統(tǒng)中其他設(shè)備交流,并將相關(guān)的處理、控制信息存儲至數(shù)據(jù)庫,方便實現(xiàn)信息化管理;同時決策系統(tǒng)控制著執(zhí)行機(jī)構(gòu),實現(xiàn)加工設(shè)備的基本功能。
執(zhí)行機(jī)構(gòu)是智能加工設(shè)備的基礎(chǔ)部分,主要用來接收決策系統(tǒng)的信息,并根據(jù)其控制信號控制加工設(shè)備自身的相關(guān)部分,如刀具、夾具、NC代碼、實際加工等。同時執(zhí)行機(jī)構(gòu)可以實時反饋加工情況至決策系統(tǒng),決策系統(tǒng)根據(jù)不同情況做出合理調(diào)整,改善加工過程。
目前,根據(jù)智能加工設(shè)備的特點,除了設(shè)備本體的數(shù)控加工特點外,主要還具備如下特點:
(1)智能控制加工動作。加工設(shè)備完成加工任務(wù)是由最基本的加工動作組合在一起而實現(xiàn)的。對加工動作進(jìn)行智能控制,通過自身的反饋信息與外部的狀態(tài)信息,實時對加工動作進(jìn)行調(diào)整;如根據(jù)機(jī)械手的送料信息判定夾具是否開合,根據(jù)工件的準(zhǔn)備狀態(tài)控制加工程序啟動與暫停。
(2)智能交互。工件的加工任務(wù)是由設(shè)備間相互配合完成的,合理定義設(shè)備間信息交互的方式,實現(xiàn)設(shè)備間智能交互,通過相互交流設(shè)備當(dāng)前的狀態(tài),協(xié)作完成加工;如機(jī)械手與機(jī)床間智能交互,合理進(jìn)行物料的夾取與釋放。
(3)多智能體系統(tǒng)。單獨的一個智能加工設(shè)備就可以看作是一個智能體,多智能體系統(tǒng)是由多個智能體組成的集合,智能體之間及智能體與環(huán)境之間通過通信協(xié)商共同完成加工任務(wù)。
1.2 構(gòu)建問題描述
為了更接近工業(yè)生產(chǎn)環(huán)境,在實驗室模擬車間環(huán)境中使用了不同品牌的加工設(shè)備,具體設(shè)備情況如圖2所示,其中加工設(shè)備和輔助設(shè)備包括加工設(shè)備、緩沖區(qū)、REID讀寫器、其他傳感器。

圖2 實驗室模擬車間Fig.2 Laboratory simulation workshop
對于本文中加工設(shè)備情況,車間物理實體可以分為多種類型的設(shè)備,包括倉儲設(shè)備、銑削設(shè)備、車削設(shè)備、AGV設(shè)備、機(jī)器人單元和檢測設(shè)備。本文以FANUC系統(tǒng)的數(shù)控銑削設(shè)備為例,介紹如何實現(xiàn)其智能化構(gòu)建,如何針對環(huán)境變化做出適當(dāng)?shù)臎Q定,以及如何通過與其他智能設(shè)備協(xié)商來驅(qū)動車間制造系統(tǒng)正常運行。數(shù)控銑削設(shè)備由搭載具體的數(shù)控系統(tǒng)的本體組成之外,相應(yīng)的會為其配套工件緩沖區(qū)、RFID讀取器/寫入器以及傳感器,如圖3所示。
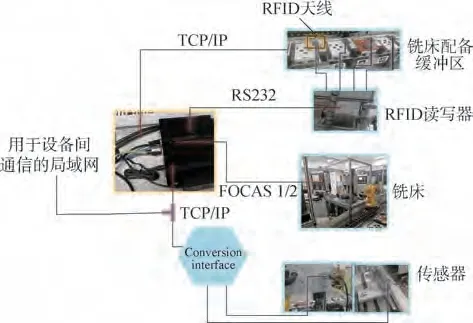
圖3 銑削設(shè)備及其配套輔助設(shè)備Fig.3 Milling equipment and auxiliary equipment
在該銑削設(shè)備中,銑床的CNC、緩沖區(qū)的單片機(jī)控制器和RFID讀寫器控制器均連接到用作控制的嵌入式工控機(jī)中。
2 關(guān)鍵技術(shù)
2.1 構(gòu)建加工設(shè)備適配層
適配層是根據(jù)車間內(nèi)不同類型的加工設(shè)備而構(gòu)建的統(tǒng)一控制、采集、交互程序的集合,其中包括控制層、監(jiān)測層以及基本的信息交互層,如圖4所示。控制層承擔(dān)對設(shè)備最基本的控制方式,包括NC代碼的執(zhí)行、夾具的開合等;監(jiān)測層主要負(fù)責(zé)對機(jī)床當(dāng)前狀態(tài)的監(jiān)測,包括加工狀態(tài)、機(jī)床報警狀態(tài)、設(shè)備運行狀態(tài);信息交互層則是對機(jī)床自身的信息傳遞,包括NC代碼傳輸和傳遞設(shè)備的狀態(tài)信息。
以本文中提到的FANUC 0i CNC系統(tǒng)的數(shù)控銑床為例,來說明如何構(gòu)建適配層。可從官方渠道獲得相關(guān)FOCAS協(xié)議的軟件SDK開發(fā)包,該開發(fā)包用于實現(xiàn)FANUC 0i系統(tǒng)中的內(nèi)部寄存器基本讀寫功能。基于SDK中的API函數(shù),根據(jù)圖5所示的結(jié)構(gòu)開發(fā)了采用FANUC的CNC系統(tǒng)的鏈接庫,并將其封裝到相應(yīng)的DLL中。CNC系統(tǒng)的鏈接庫可分為3個塊,即CNC控制塊、CNC狀態(tài)監(jiān)視塊和NC程序上傳/下載塊,分別與圖4中的基礎(chǔ)組成相對應(yīng)。
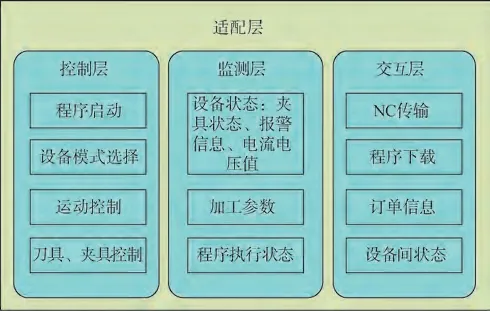
圖4 適配層基本組成Fig.4 Basic composition of adaptation-layer
CNC控制塊和CNC狀態(tài)監(jiān)視塊始終通過讀取或?qū)懭隒NC中的寄存器值來控制和監(jiān)視機(jī)床動作。作者團(tuán)隊總結(jié)了通用CNC機(jī)床的動作,如夾具開合、安全門開關(guān)和NC程序啟動與停止等,同時還保留了一部分寄存器來控制或記錄這些機(jī)床運動信息。寄存器的名稱和狀態(tài)位存放在配置文件中,當(dāng)程序運行時動態(tài)加載。相關(guān)的寄存器地址及其對應(yīng)的值已在配置文件中預(yù)設(shè),如圖5所示,其中FANUC 0i中的R0998.0寄存器點用于NC程序啟動執(zhí)行。同時,在必要的控制情況下,需要在CNC系統(tǒng)中修改梯形圖邏輯編程語言(LAD),以在LAD和適配層之間建立邏輯連接。
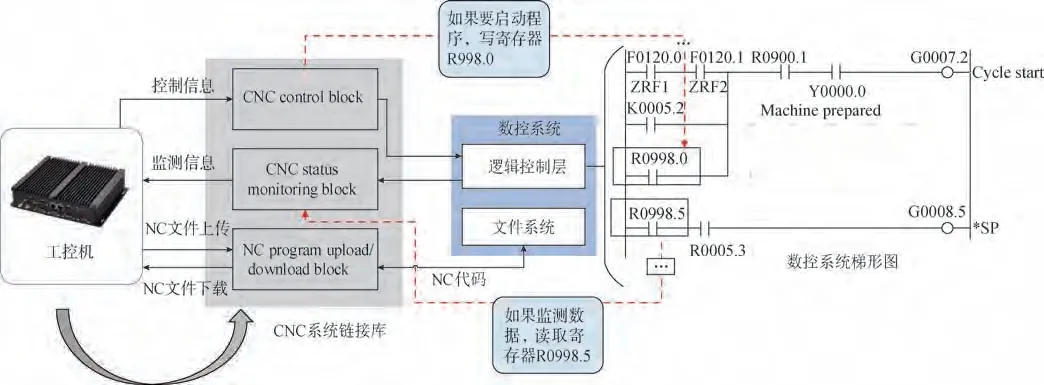
圖5 鏈接庫結(jié)構(gòu)Fig.5 Structure of link library
通常,適配層的構(gòu)建是總結(jié)和歸納的過程。如果適配層已包含連接到設(shè)備的DLL鏈接庫程序文件,則該設(shè)備可以實現(xiàn)即插即用,用于基本的智能化構(gòu)建設(shè)備的制造系統(tǒng)中。到目前為止,作者團(tuán)隊已經(jīng)為幾種型號的CNC和數(shù)十種型號的PLC設(shè)計了適配層解決方案,涵蓋了國內(nèi)工廠常用的控制系統(tǒng)。
2.2 建立智能分析層
加工設(shè)備的智能分析層可分為兩部分:一部分是與當(dāng)前環(huán)境狀況相關(guān)的加工任務(wù)信息(如正在加工的工件狀態(tài)、待處理任務(wù)的信息);另一部分是設(shè)備本身的動作信息,包括何時打開門、何時啟動程序、當(dāng)前任務(wù)完成所需時間以及使用夾具狀況、使用刀具信息和選擇具體的NC程序等。
對于第1部分,主要考慮是否可以接受當(dāng)前正在進(jìn)行加工工件的下一個工藝步驟,是否適合自加載,是否會出現(xiàn)擾動等。最終實現(xiàn)合理的任務(wù)分配,以便設(shè)備負(fù)載趨于平衡,并確保工件的交貨期。單個加工設(shè)備無法決定最終的任務(wù)分配,只有通過智能加工設(shè)備之間的交互和協(xié)商,才能確定該設(shè)備的任務(wù),并且還需要一些代理功能來提供幫助。在實際加工環(huán)境下,加工設(shè)備的狀態(tài)設(shè)置為MA,可以使用以下消息集表示。
MA= {,fix,Bf,Vg}
消息1:∈M代表加工設(shè)備的類型。其中,M為一組加工設(shè)備類型定義,M={m1,m2,…,mJ}。
消息2:fix代表當(dāng)前的夾具。如果它與工藝步驟中使用的夾具不同,則將具體的工裝信息發(fā)送給相應(yīng)的管理人員以更換設(shè)備的夾具。
消息3:Bf={x1,x2,…,xN1}用于記錄緩沖區(qū)中工件的狀態(tài)。N1表示緩沖區(qū)的大小。可以通過函數(shù)式(1)獲取緩沖區(qū)中工件的狀態(tài),對于空閑緩沖區(qū)則設(shè)置為0。
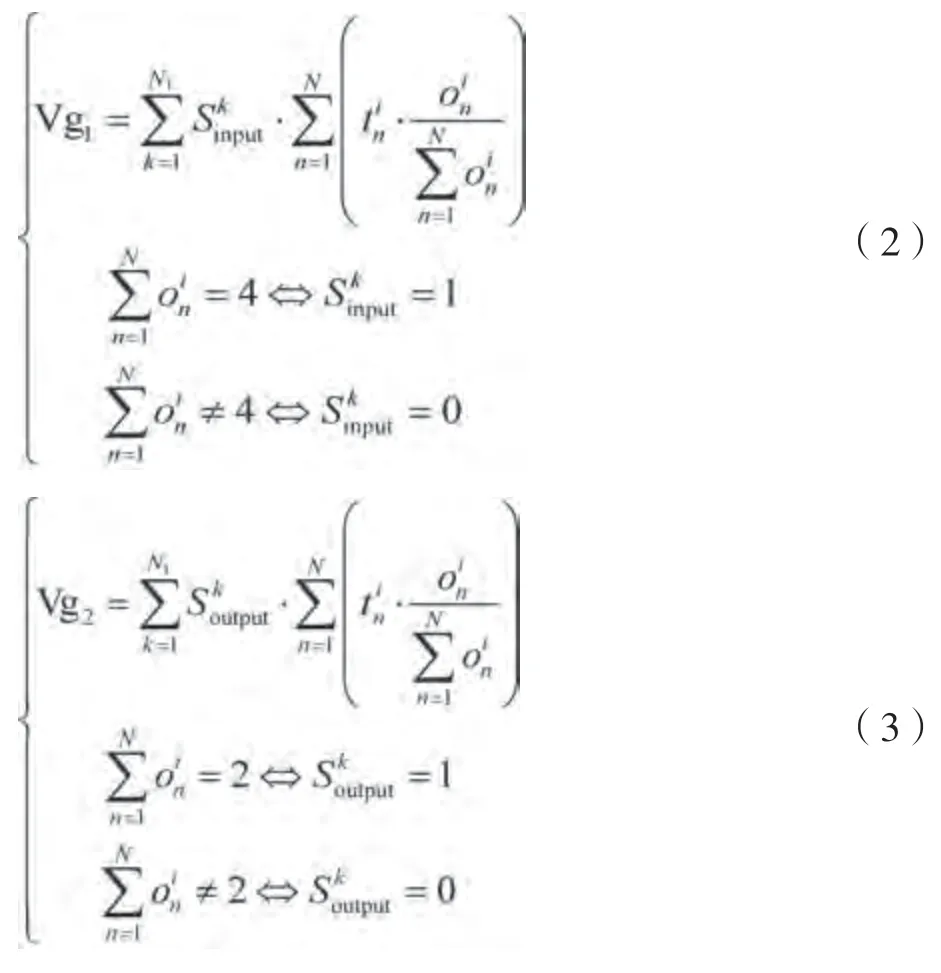
消息4:Vg={Vg1,Vg2,…,VgN2}是一組變量,用于記錄設(shè)備運行時的信息,如加工設(shè)備運行時間,加工設(shè)備等待時間和加工設(shè)備負(fù)載等。其中的變量根據(jù)需要進(jìn)行擴(kuò)展,N2代表變量的個數(shù)。以每個加工設(shè)備的負(fù)載為例,公式(2)和(3)分別描述了如何計算加工設(shè)備的輸入和輸出負(fù)載。
對于第2部分,在確定加工任務(wù)序列的前提下,通過對相關(guān)任務(wù)信息的分析,保證加工設(shè)備自身操作的準(zhǔn)確性。不僅需要完成一般的動作(如AGV到達(dá)時接收托盤操作,需要取出工件時打開門操作),而且還需要與加工設(shè)備相對應(yīng)輔助設(shè)備的一些特殊的操作。某些操作是由規(guī)則驅(qū)動的反應(yīng)性操作,這些規(guī)則使用“if–then”結(jié)構(gòu)在相應(yīng)的配置表中配置,并且某些操作很特殊,內(nèi)容不清楚,有必要通過分析當(dāng)前條件來確定這些操作的內(nèi)容。對于加工設(shè)備,加工動作是特殊操作的基本動作。在這種情況下,加工設(shè)備需要加工不同類型的工件,即使是相同類型的工件,不同加工任務(wù)情況下的加工時間也不同。同時,在更改任務(wù)時需要重新生成NC代碼。該過程如圖6所示。
當(dāng)運載工件的托盤到達(dá)緩沖區(qū)時,RFID讀取器獲取有關(guān)存儲在RFID標(biāo)簽中的任務(wù)ID和工藝矩陣的信息,信息格式如圖7所示。任務(wù)工件可以抽象為特定的數(shù)學(xué)模型以標(biāo)準(zhǔn)化其定義,以下符號描述了在模型中用于任務(wù)工件信息的索引和參數(shù)。
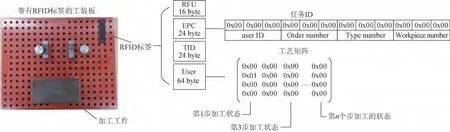
圖7 存儲在RFID標(biāo)簽中的任務(wù)工件的描述信息Fig.7 Description of task artifact stored in RFID tag
零件類型集定義為:P={p1,p2,…,pK}。
運輸設(shè)備的集合定義為:E={e1,e2,…,eH}。
第i個加工任務(wù)設(shè)置為pi,可以使用以下消息集表示:
pi={pk,dpi,VPi,EPi,CPi,OPi}
消息1:Ek∈P代表當(dāng)前待加工任務(wù)工件的類型。
消息2:dpi代表成品交貨日期,它是加工任務(wù)的限制時間。
通過讀取到的信息,可以獲得消息集。夾具是否需要更換可以由EPi的值確定。可以通過VPi和OPi的值來分析當(dāng)前需要加工的類型。此外,可以從一組CPi中提取當(dāng)前加工的參數(shù)值。在這種情況下,加工的類型是常量,因此可以總結(jié)出常規(guī)算法并將其用于生成相應(yīng)的NC程序。在該算法中,加工形狀特征和相應(yīng)的參數(shù)值用作輸入變量。
在圖6所示的示例中,通過分析工件消息集,由加工設(shè)備的智能分析層分析結(jié)果可知需要在板類工件上加工直徑為30mm和深度為3mm的兩個孔。然后,使用指定的常規(guī)算法生成相應(yīng)的NC代碼,并通過適配層將其傳輸?shù)紺NC系統(tǒng)。
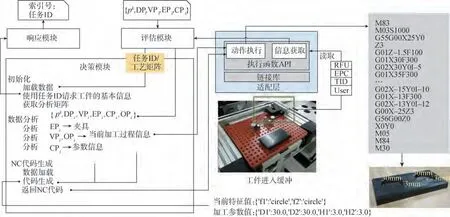
圖6 通過RFID信息自動處理Fig.6 Automatic processing through RFID information
通常,將相應(yīng)的控制算法與軟件寫入嵌入式計算機(jī)中,它為加工設(shè)備提供了智能化處理功能,并使設(shè)備成為可以對環(huán)境變化做出正確反應(yīng)的獨立個體。最終,這些獨立的個體可以驅(qū)動加工設(shè)備間交互完成加工任務(wù)。
2.3 定義加工設(shè)備與其他設(shè)備交互方式
2.3.1 正常加工下的交互方法
加工設(shè)備與制造系統(tǒng)中其他設(shè)備交互主要目的是協(xié)商完成任務(wù)分配和工件加工,如圖8所示。與機(jī)械手之間的交互主要體現(xiàn)在執(zhí)行加工任務(wù)過程中。加工開始前機(jī)械手查詢加工設(shè)備是否準(zhǔn)備完成以及安全門與夾具是否為打開狀態(tài),查詢狀態(tài)合理后,機(jī)械手則將待加工工件的毛坯放置在加工設(shè)備內(nèi)并發(fā)送送料完成信息;加工設(shè)備接收到送料完成狀態(tài)之后則開始進(jìn)行加工;加工完成以后,機(jī)械手獲取任務(wù)完成信息,取出成品工件,機(jī)械手與機(jī)床恢復(fù)至初始的準(zhǔn)備完成狀態(tài)。
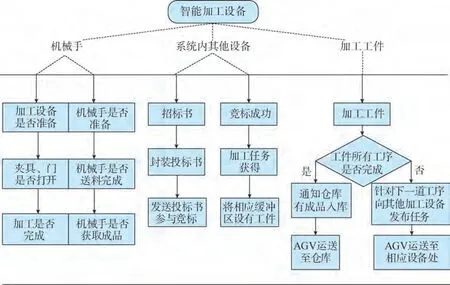
圖8 加工設(shè)備與其他設(shè)備交互功能邏輯圖Fig.8 Logical diagram of interaction between processing equipment and other equipment
加工設(shè)備與其他設(shè)備交互采用的是改進(jìn)合同網(wǎng)協(xié)議交互模型,每當(dāng)招標(biāo)書到達(dá)后,加工設(shè)備會從數(shù)據(jù)庫中查詢自身狀態(tài)、當(dāng)前任務(wù)、緩存等信息,封裝成投標(biāo)書,發(fā)送給招標(biāo)發(fā)起方。每當(dāng)收到競標(biāo)成功的通知,意味著加工設(shè)備將有新的加工任務(wù),加工設(shè)備會將任務(wù)放入待加工列表中等待加工,并將相應(yīng)緩沖區(qū)設(shè)置為等待狀態(tài)。加工設(shè)備同時需要負(fù)責(zé)加工工件,當(dāng)工件加工完成后,需要判斷所有工序是否完成加工,如果完成了則需通知倉庫執(zhí)行成品入庫,否則加工設(shè)備需要針對下一道工序向其他設(shè)備發(fā)布任務(wù),確定任務(wù)接收方后,由AGV將工件送至相應(yīng)加工設(shè)備處。
2.3.2 設(shè)備故障的處理
車間設(shè)備故障通常可以分為通信故障和非通信故障兩種,設(shè)備發(fā)生通信故障時無法主動與系統(tǒng)中其他設(shè)備協(xié)商,緩存的任務(wù)無法處理。為了解決這種問題,提出圖9所示的故障處理策略,有效應(yīng)對兩種故障的發(fā)生。

圖9 故障處理策略Fig.9 Trouble shooting strategy
每當(dāng)加工設(shè)備獲取加工任務(wù)時,會將當(dāng)前自身的狀態(tài)與任務(wù)信息發(fā)送至系統(tǒng)中的其他設(shè)備,其他設(shè)備接受有效信息后進(jìn)行記錄存儲。加工結(jié)束后,系統(tǒng)中其他設(shè)備會進(jìn)行相應(yīng)的狀態(tài)調(diào)整。當(dāng)設(shè)備發(fā)生非通信故障時,主動告知其他加工設(shè)備它的故障情況;對于設(shè)備的通信故障,由于加工設(shè)備會存在無響應(yīng)的狀態(tài),系統(tǒng)中其他設(shè)備會主動感知。當(dāng)感知到加工設(shè)備出現(xiàn)故障以后,感知到故障的設(shè)備會將之前記錄的狀態(tài)信息發(fā)送給任務(wù)發(fā)起方,告知發(fā)起方需要重新發(fā)布加工任務(wù)。
3 智能加工設(shè)備運行試驗
離散制造車間實驗室由以下系統(tǒng)組成:倉儲系統(tǒng)、加工系統(tǒng)和運輸系統(tǒng)、仿真試驗平臺,如圖10所示。其中,倉儲系統(tǒng)由1個自動化立體倉庫組成,主要負(fù)責(zé)工件的出入庫操作。加工系統(tǒng)包括2臺數(shù)控車床、2臺數(shù)控銑床和2臺加工中心,均已進(jìn)行智能化的構(gòu)建。運輸系統(tǒng)包括2臺自動導(dǎo)引小車和2個七自由度機(jī)械臂手,主要負(fù)責(zé)物料的運輸和搬運。
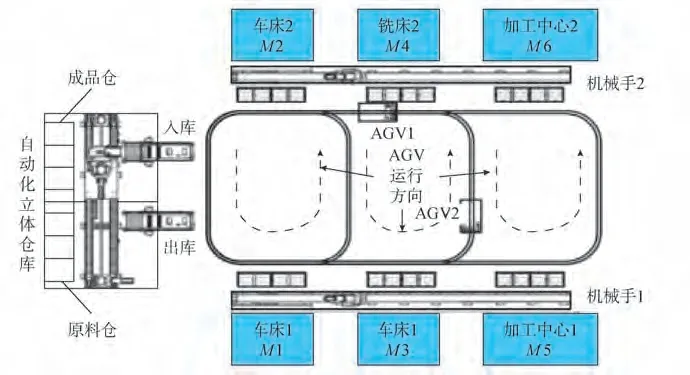
圖10 離散制造車間仿真試驗平臺布局圖Fig.10 Layout diagram of simulation experiment platform for discrete manufacturing workshop
圖11(a)為軸類零件,試驗中加工路線為“車–車–銑”;圖11(b)為法蘭類零件,試驗中加工路線為“車–銑–鉆”;圖11(c)為平板類零件,加工時在固定位置銑出用戶上傳圖案,試驗中加工路線為“銑”。
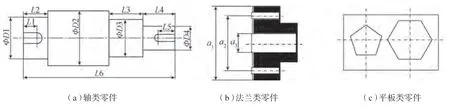
圖11 定制產(chǎn)品類型Fig.11 Custom product type
實際驗證過程中,根據(jù)表1按照時間順序,下放一組訂單,每次試驗具有可對比性,同一訂單在不同試驗中,參數(shù)保持一致性。

表1 按時間順序提交的一組訂單Table 1 A set of orders submitted in chronological order
3.1 傳統(tǒng)加工設(shè)備與智能化加工設(shè)備對比
對于本文所設(shè)置的試驗,使用傳統(tǒng)的加工設(shè)備完成的訂單任務(wù)的甘特圖如圖12所示,其完成這組試驗的總時間與總負(fù)載分別是425和1607;使用智能化的加工設(shè)備完成訂單任務(wù)的甘特圖如圖13所示,其完成總時間與總負(fù)載分別是411和1408;對比可以看出,相比傳統(tǒng)加工設(shè)備,使用智能化加工設(shè)備的效率指標(biāo)提升,負(fù)載量也有明顯的下降。
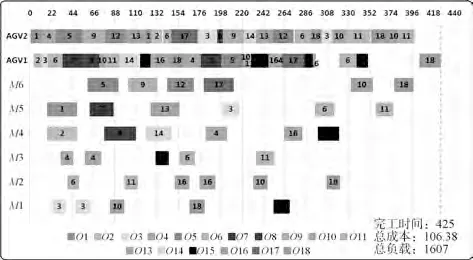
圖12 傳統(tǒng)的加工設(shè)備完成訂單任務(wù)甘特圖Fig.12 Gantt chart of traditional processing equipment to complete order task
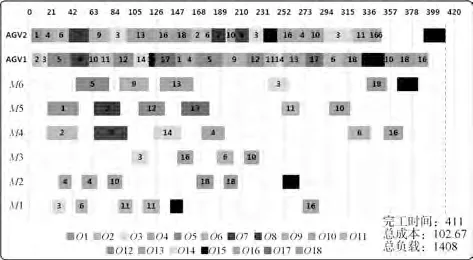
圖13 智能化的加工設(shè)備完成訂單任務(wù)的甘特圖Fig.13 Gantt chart of intelligent processing equipment to complete order task
3.2 故障試驗
在進(jìn)行智能化加工設(shè)備完成訂單任務(wù)試驗的基礎(chǔ)上,模擬加工過程中設(shè)備出現(xiàn)故障的情況,試驗甘特圖如圖14所示。在時間為170時將機(jī)床M2連接到交換機(jī)上的網(wǎng)線拔下,造成M2通信故障,在時間為220時將機(jī)床M2的通信恢復(fù)正常。故障發(fā)生時刻,O18號訂單正在加工,O10號訂單加工完成但沒有及時被運走。其他加工設(shè)備感知到機(jī)床M2通信故障,從數(shù)據(jù)庫中讀取M2當(dāng)前所有任務(wù)訂單,將O10號和O18號訂單發(fā)給訂單發(fā)起方。M2通信故障恢復(fù)后,繼續(xù)參與任務(wù)協(xié)商招標(biāo)及訂單加工。
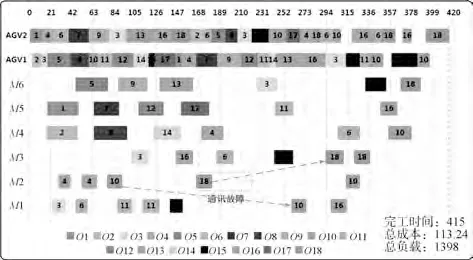
圖14 模擬設(shè)備故障下的一組任務(wù)甘特圖Fig.14 Gantt chart of a set of tasks when simulating equipment failure
4 結(jié)論
本文以離散制造車間中的加工設(shè)備為對象,結(jié)合物聯(lián)制造技術(shù),并根據(jù)實際生產(chǎn)環(huán)境中的需求,提出了一種智能加工設(shè)備的構(gòu)建方法。在分析智能加工設(shè)備體系結(jié)構(gòu)后,通過3個關(guān)鍵技術(shù)論述如何構(gòu)建面向多種類型數(shù)控系統(tǒng)的智能加工設(shè)備;構(gòu)建設(shè)備的適配層是構(gòu)建智能加工設(shè)備的基礎(chǔ),通過開發(fā)適配層中的控制、監(jiān)測以及NC傳輸模塊,實現(xiàn)設(shè)備的基本運動控制與數(shù)據(jù)獲取功能;結(jié)合設(shè)備外部環(huán)境與自身狀況信息,構(gòu)建設(shè)備的智能分析層,以實現(xiàn)合理的任務(wù)分配,以便設(shè)備負(fù)載趨于平衡,并確保工件的交貨期;定義設(shè)備間交互方式,讓設(shè)備具備與其他設(shè)備交流的能力,實現(xiàn)與整個制造系統(tǒng)進(jìn)行信息交互,確保準(zhǔn)確高效地完成加工任務(wù)。最后本文將理論研究成果應(yīng)用于離散制造車間實驗室中,對該構(gòu)建方法的可行性和有效性進(jìn)行驗證。結(jié)果顯示,通過該構(gòu)建的加工設(shè)備,在相同訂單下加工效率得到提升,總負(fù)載實現(xiàn)平衡;同時在故障情況下,依托于制造系統(tǒng)中其他設(shè)備交互與自身智能分析,合理實現(xiàn)任務(wù)的重新分配。
需要注意的是,對于不同的數(shù)控系統(tǒng),其內(nèi)部的控制器的控制方式不同,但基本構(gòu)建思路一樣;同時因為實時信息交互的安全性和準(zhǔn)確性、數(shù)據(jù)大量處理等問題都會影響加工設(shè)備的執(zhí)行,所以智能設(shè)備工業(yè)環(huán)境下需要信息通信和大數(shù)據(jù)處理等技術(shù)的支撐發(fā)展。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
電子制作(2018年11期)2018-08-04 03:26:08
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50