電火花加工放電狀態特性試驗研究*
2021-07-27 05:59:10候少杰白基成劉曉萌
航空制造技術 2021年10期
候少杰,白基成,劉曉萌,劉 歡
(哈爾濱工業大學機電工程學院,哈爾濱150001)
電火花加工是一種利用正負電極之間的火花放電產生的熱腐蝕現象進行材料去除的非接觸加工方法。與傳統機械加工方式相比,電火花加工方法不產生明顯宏觀機械力,適合于任何難切削的導電材料(如鈦合金、硬質合金等高強度、高硬度材料),因此電火花加工廣泛地應用在模具加工和航空航天等領域[1–2]。電火花加工方法從20世紀誕生以來,雖然獲得了長足且快速的發展,但放電加工過程是一個受多因素綜合作用的復雜過程,對加工間隙放電的機理、理論研究比較薄弱,這成為阻礙其進一步發展的瓶頸。因此,作為工具電極和工件的放電工作區域的放電間隙,對其展開研究并明確間隙放電特性的機理對于高效能脈沖電源的制作、放電狀態檢測系統的開發以及加工工藝的改善都有重要影響。電火花加工過程中的放電狀態主要有5種,分別是開路、短路、火花放電、過渡電弧放電和穩定電弧放電[3]。電火花加工過程中,最常用的檢測方法是平均電壓法[4]、高頻分量檢測法[5]和擊穿延時檢測法[6]等,這些檢測方法都是建立在對火花放電與電弧放電的研究基礎之上。電弧放電與火花放電的維持電壓相近,并且大量研究表明,電弧放電也會存在擊穿延時,因此使得現在的檢測方法都存在一定的誤差。
放電加工過程受很多因素的影響,為了探究外在因素對放電波形的影響規律,國內外學者對此進行了很多有趣的研究。Asad等[7]研究了輸入電壓、電容、電感及充電電阻等參數的變化對電流波形的影響,發現電源網絡中存在的電感分量可以減小電流波形的峰值高度并增加脈沖寬度,從而產生較淺的凹坑,并改善表面粗糙度。Li等[8]研究了放電間隙寬度對放電狀態特性的影響,放電狀態被分為6類,從放電臨界擊穿距離開始,隨著間隙寬度的減小,電弧放電概率增加,從等離子通道的角度分析了不同放電狀態產生的原因。李淑娟等[9]以N型單晶硅的電火花加工為背景,對放電間隙伏安特性與間距模型進行了研究,發現放電通道可等效為純電阻模型,隨著放電距離的增加,等離子通道等效電阻率下降。Kou等[10]在進行高速銑削加工過程中對運動電弧特性進行了研究,通過利用高速攝像機捕獲電弧等離子體通道,發現電弧在電極與工件之間能夠保持相對獨立的運動,并且移動電弧有利于提高材料去除率,電弧放電通道的阻抗隨著開路電壓的增大而減小。日本學者増沢隆久研究了RC電路在電火花加工中電弧產生的機理,對電弧發生的臨界條件進行了統計分析。研究表明放電回路中的電感系數對電弧的產生有很大的影響[11]。Fan等[12]對脈沖電源電路對放電間隙伏安特性的影響進行了研究,采用快速傅立葉變換方法對火花放電維持電壓進行頻譜分析,得到限流電阻對火花放電維持電壓振蕩頻率的影響規律。結果表明,在晶體管電阻式脈沖電路中,隨著限流電阻的增加,放電間隙阻抗和維持電壓的高頻振蕩部分也隨之增加,系統的動態響應速度越快。
綜上分析可知,目前對電火花加工中放電特性的研究多集中在等效電路仿真與加工特性方面,在放電電壓的頻譜分析方面,雖然也有一定的研究,但不夠全面。電火花加工放電狀態可以通過其放電特性而被識別,目前已知電弧放電的振蕩程度弱于火花放電,但是在此方面的定量分析還有待進一步探討。試驗中討論了開路電壓、脈寬、電極材料、工件材料對火花放電和電弧放電的影響規律,分析了火花放電與電弧放電維持電壓的不同特點。上述研究對揭示電火花加工機理、指導放電狀態檢測系統設計和工藝參數選擇具有重要意義。
1 試驗及方法
1.1 試驗方法
試驗設備為自制的便攜式多軸聯動放電加工機床,如圖1(a)所示。在X、Y和Z方向上,機床的分辨率可達1μm,試驗中沒有使用機床自帶的脈沖電源,而是使用自制的晶體管電阻式脈沖電源,該脈沖電源由脈沖發生器、晶體管開關電路和直流電源組成,如圖1(b)所示,通過控制晶體管的通斷,將外加直流電壓轉化成脈沖電壓。脈沖發生器由STM32單片機進行控制,該脈沖電源可以任意調節脈沖寬度,并且可以控制脈沖數量,試驗中限流電阻阻值保持不變,為30Ω,分壓電阻阻值為3000Ω。試驗中采用單脈沖放電法,電介質為煤油。放電波形中電壓和電流信號由示波器和電流傳感器進行采集,示波器為泰克公司生產,型號為TBS1052B–EDU,電流傳感器為CYBERTEK公司生產,型號為CP8150A。
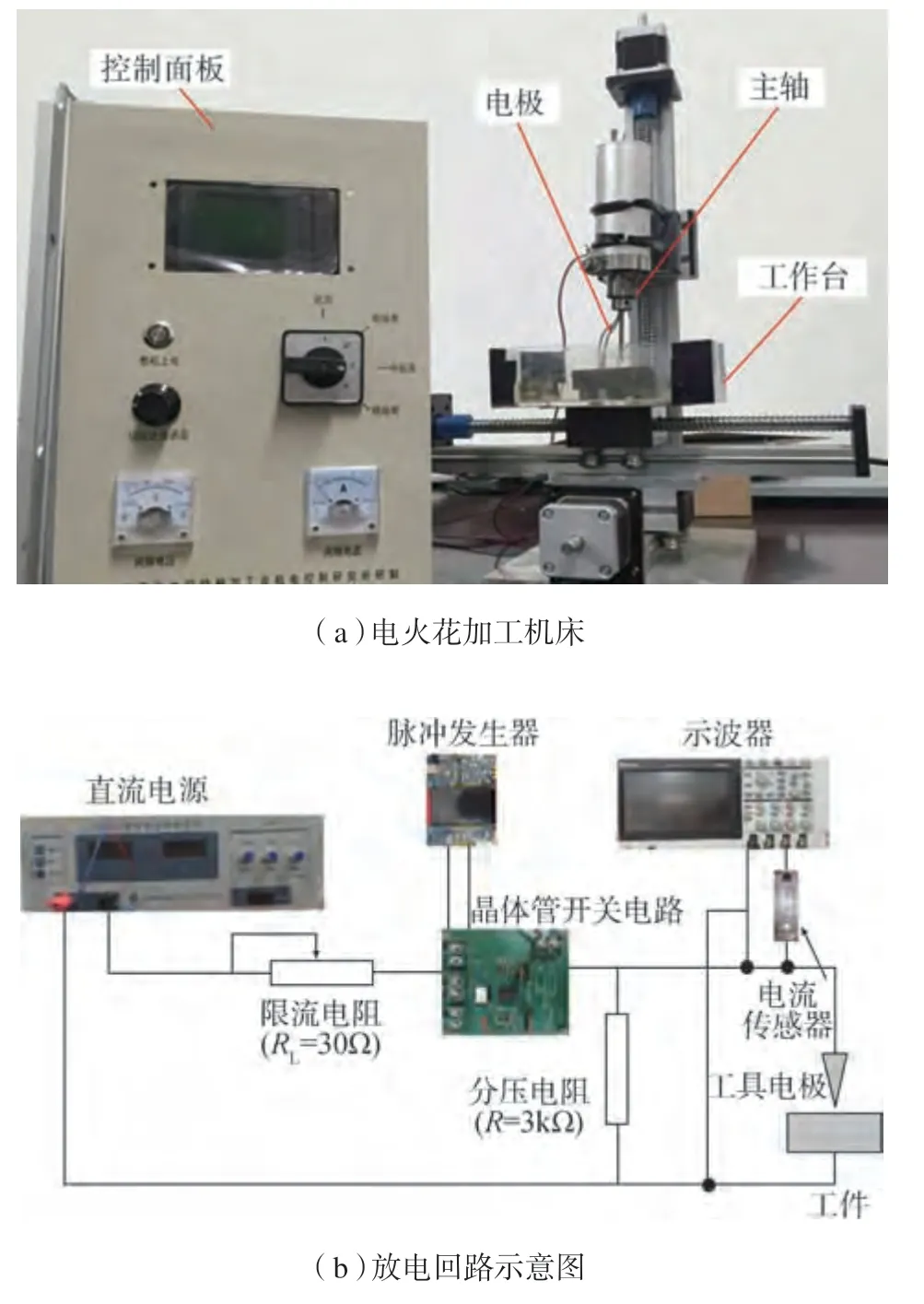
圖1 電火花加工機床和放電回路示意圖Fig.1 EDM machine tool and schematic diagram of discharge circuit
1.2 分析方法
試驗中采集到的信號使用Origin軟件進行分析,對放電電壓進行快速傅里葉變換分析。快速傅里葉變換是離散傅里葉變換的快速算法,它能將原來難以處理的時域信號轉換成易于分析的頻域信號,頻域信號又可分為頻譜、能量譜和相位譜等。本文采用頻譜分析方法研究放電過程中電壓信號的頻率幅值。
2 火花放電與電弧放電的區別
2.1 維持電壓的形成和維持條件
當電壓施加到電極兩端,正負電極之間產生電場,隨著電極間距的縮小,電場強度逐步變大,直到擊穿電介質。隨后在工具電極與工件之間形成等離子體通道,正負極間電壓迅速下降,并產生放電現象。如圖2所示,火花放電部分的波形“毛刺”較多,振蕩劇烈,并且放電通道有斷開的趨勢。火花放電持續一定時間后,會轉變成電弧放電,為比較火花放電與電弧放電的維持電壓特點,截取部分火花放電和電弧放電的波形圖進行分析,分別如圖3和圖4所示。
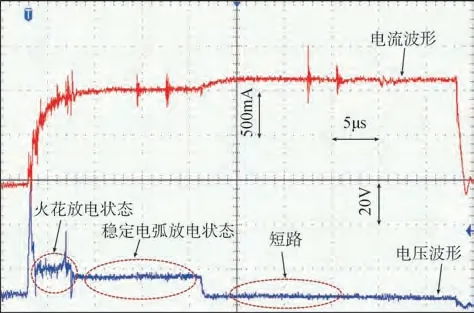
圖2 火花放電轉電弧放電Fig.2 Spark discharge turns into arc discharge

圖3 火花放電維持電壓Fig.3 Spark discharge maintenance voltage
圖3中OA段:正負電極間電介質被擊穿,形成等離子體通道,使得放電回路中的電流突然增大,由于電路中限流電阻與放電間隙串聯,電路中的電流增大使得限流電阻分壓增大,因此極間電壓迅速降低。
AB段:當陰極溢出的電子移動到陽極附近時,大量電子與正離子結合而變成中性粒子,放電通道中的帶電粒子數目減少,電路中的電流減小,限流電阻分得的電壓減小,因此極間電壓升高。
BC段:由AB段分析得出,極間電壓升高,使得等離子體通道兩端電場強度增加,陰極逸出的電子增多。另一方面,移動到陰極的正離子轟擊陰極,產生二次電子,也使得極間電子增多。因此極間電流升高,使得限流電阻分得的電壓升高,因此極間電壓再次降低。
CD段:電子與正離子中和,與AB段不同的是,等離子體通道的帶電粒子更少,因此放電回路中的電流急劇減少,等離子通道近乎斷開。
與火花放電相比,電弧放電過程更為穩定,電壓值介于10~20V,并且波動范圍更小,如圖4所示。
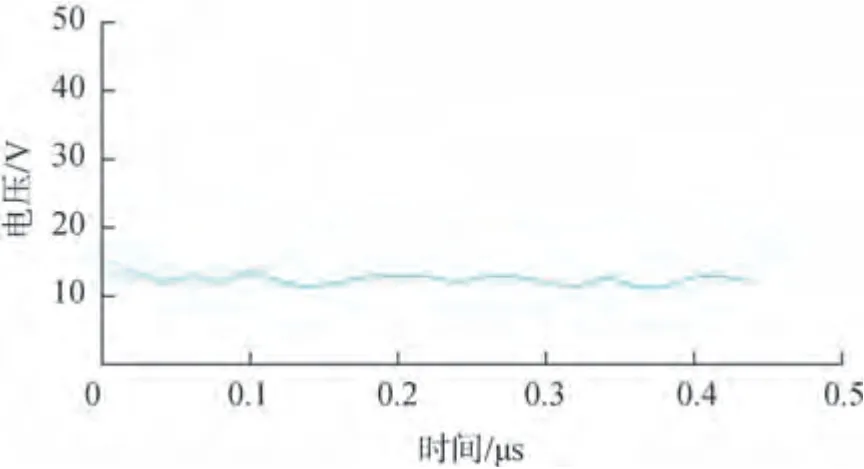
圖4 電弧放電維持電壓波形Fig.4 Arc discharge maintenance voltage
兩極之間放電維持電壓的起伏波動可以用湯生放電理論[13]來解釋:

式中,λ為二次電子產生的概率;α為湯生第一電離系數;d是陰陽兩極之間的距離。由湯生放電理論可知,α和d影響二次電子的產生。在試驗中,工件與工具電極之間的距離為常量,因此放電狀態可以看作只與等離子通道中的電離狀態有關。
2.2 火花放電與電弧放電形成機理
在電火花加工過程中,總是希望得到火花放電而避免電弧放電,因為火花放電在加工中有利于放電點分散,且爆炸力強,利于工件材料的蝕除;而電弧放電狀態常常會引起放電集中,且放電爆炸力小,不利于材料蝕除并且會燒傷工件,因此深入研究火花放電與電弧放電的特性與差異很有必要。
通過圖2可知,火花放電維持電壓與電弧放電的主要區別在于維持電壓的波動程度,這可以從等離子通道中微觀粒子的角度去解釋。在火花放電等離子通道中,電子能量最高,而正離子和其他中性粒子的能量則可以忽略,放電過程的維持主要依靠正離子撞擊陰極而產生的二次電子,而正離子有很大一部分來自于電子與中性粒子的撞擊電離,即式(1)中的α作用[14]。每當等離子體通道中的電子數量增多,放電回路中的電流就會增加,由于限流電阻的負反饋作用,使得兩極間的電壓下降。另一方面,當電子到達陽極,并且一部分電子與正離子結合形成中性粒子,都會使等離子體通道中的電子數量減少,因此放電回路中的電流減少,極間電壓上升。當等離子體通道中的電子數量過少時,極間電壓上升幅度更大,等離子體通道有熄滅的趨勢。以上過程的宏觀表現就如圖3中的火花放電部分波形,電壓波動幅度大。
火花放電持續一定時間后,等離子體通道溫度上升,微觀粒子具有的能量增多,正離子也具備了與電子相近的能量,此時的等離子體通道中,正離子和電子都能夠與中性粒子撞擊從而引發電離[14],并且金屬表面溫度持續升高,會產生熱電子發射,這使得電弧放電通道中的電子數量多于火花放電通道,因此放電回路中的電流更大,極間電壓更低,如圖2所示,電弧放電的電壓略低于火花放電。另一方面,電子與正離子的結合速度和中性粒子的電離速度相近,這意味著等離子體通道中的電子數量會維持在一個穩定的狀態,因此回路中的電流波動較小,極間電壓值也更為穩定,如圖4所示。
由以上分析可知,火花放電與電弧放電的區別主要在于等離子體通道中的微觀粒子能量不同。
3 結果與討論
3.1 開路電壓對放電狀態頻率特性的影響
根據電火花加工的常用電壓范圍(60~140V),試驗中電壓選擇為60V、80V、100V、120V、140V,脈寬設置為200μs,開路電壓通過直流電源上的電壓調節旋鈕進行調節。使用鋁板作為工件,直徑1mm的紫銅棒作為工具電極。分別對兩種放電的維持電壓進行頻譜分析,結果如圖5所示,火花放電的頻率幅值在低頻段有較大波動,并且幅值較大,在–30dB之上,而電弧放電的頻率幅值波動較小,且在–30dB之下。因此,可以采取低頻段的平均頻率幅值作為鑒別火花放電與電弧放電的標準。根據圖5,采取0~5MHz頻段內的數據點取平均值,圖6所示為開路電壓對結果的影響,隨著電壓的增加,試驗結果無明顯變化規律,并且結果數值的差異較小。
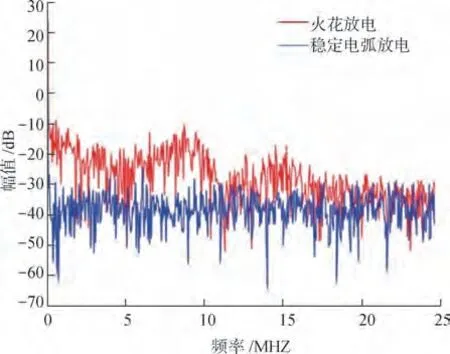
圖5 火花放電與電弧放電的頻譜分析圖(開路電壓80V)Fig.5 Spectrum analysis diagram of spark discharge and arc discharge (open circuit voltage 80V)

圖6 開路電壓對放電平均頻率幅值的影響Fig.6 Influence of open circuit voltage on average frequency amplitude of discharge
3.2 脈寬對放電狀態頻率特性的影響
由于電火花加工的常用脈寬范圍介于50~250μs,因此試驗中脈寬的設置為50μs、100μs、150μs、200μs、250μs,開路電壓設置為60V。脈沖發生裝置使用單片機進行控制,因此可通過編程控制脈沖的持續時間,從而得到試驗所需的脈寬。試驗中所用的工件材料與電極材料與前文相同。
圖7為兩種放電狀態的快速傅里葉變換結果,其整體變化與圖5的結果相似,在低頻段,火花放電頻率幅值呈波浪形起伏波動,在高頻段則波動較小,逐漸與電弧放電的頻率幅值重合。選取0~5MHz頻段內的數據求平均值,如圖8所示,結果數值也無明顯的變化規律,因此脈寬對結果的影響較小。
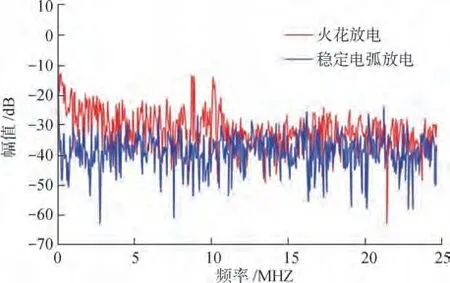
圖7 火花放電與電弧放電的頻譜分析圖(脈寬50μs)Fig.7 Spectrum analysis diagram of spark discharge and arc discharge(pulse width 50μs)
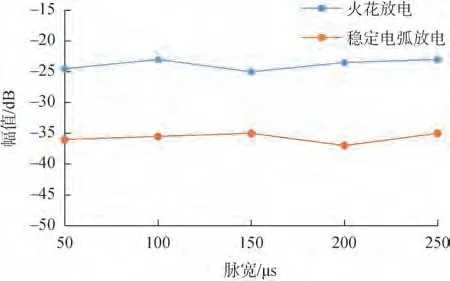
圖8 脈寬對放電平均頻率幅值的影響Fig.8 Influence of pulse width on average frequency amplitude of discharge
3.3 材料對頻率特性的影響
在試驗中,電壓被設置為60V、脈寬為200μs,以工件材料為變量進行試驗時,電極材料為紫銅,工件材料采用鋁、銅鋅合金、不銹鋼、鈦合金;以電極材料為變量進行試驗時,工件材料為鋁,電極材料采用紫銅、不銹鋼、銅鋅合金和鎢。
試驗結果如圖9和圖10所示,結果數值波動較大,這是因為不同金屬的電子逸出功不同,導致電壓加在兩極之間時,產生電子的能力不同,因此放電間隙中的電壓振蕩程度發生變化,但是–30dB依然可以作為鑒別兩種放電狀態的閾值。
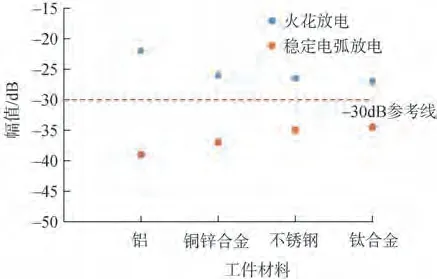
圖9 工件材料對放電平均頻率幅值的影響Fig.9 Influence of workpiece materials on average frequency amplitude of discharge
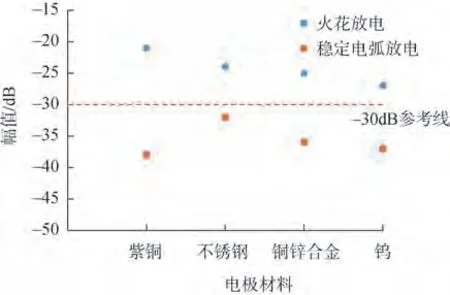
圖10 電極材料對放電平均頻率幅值的影響Fig.10 Influence of electrode materials on average frequency amplitude of discharge
4 結論
(1)對放電維持電壓進行頻譜分析,發現在0~10MHz頻段內,火花放電的頻率幅值整體呈波浪形,起伏較大,在大于10MHz的頻段趨于平緩,電弧放電的頻率幅值在0~25MHz都相對平緩。火花放電的維持電壓振蕩程度高于電弧放電。
(2)以0~5MHz頻段內的平均頻率幅值為研究對象,在工件材料為鋁、電極材料為紫銅的情況下,隨著開路電壓和脈寬的變化,火花放電和電弧放電的平均頻率幅值分別在(–25dB,–20dB)和(–40dB,–35dB)區間內變化,但變化規律不明顯。當開路電壓和脈寬不變,改變電極材料和工件材料時,火花放電和電弧放電的平均頻率幅值變化范圍增大,分別在(–30dB,–20dB)和(–40dB,–30dB)區間變化,但–30dB仍可以作為區分火花放電與電弧放電的閾值。